电容式触摸屏气泡线不良的研究与改善
2019-08-27陈雪芳吴海龙袁剑峰
刘 信,杨 妮,李 辉,陈雪芳,吴海龙,袁剑峰
(重庆京东方光电科技有限公司,重庆 400714)
1 引 言
随着信息时代的蓬勃发展,移动智能电子产品已经成为人们生活中最重要的工具,而触摸屏作为一种实时的人、机、场景交换纽带,具有界面简单、操作方便等优点,在市场上受到众多消费者的青睐[1-2]。在各种触摸屏技术中触控技术具有轻、薄、透过率高、工艺简单、成本低等优势,逐渐成为各TFT-LCD厂家生产触摸屏的主流技术[3-4]。On Cell技术的触控产品是在对盒后的上基板表面形成一层传感器膜层,贴附偏光片,绑定电路部分,组合背光,形成触控模组。
ITO(Indium tin oxide)薄膜作为一种常见的透明导体材料,其良好的导电性能、刻蚀性能及易低温制备等优点,现已广泛应用于TFT-LCD、OLED等行业[5-6],其也被应用于On Cell触摸屏传感器膜层材料。对于移动智能的触控电子产品,传感器部分ITO是裸露的(部分ITO位于偏光片下面),无任何保护。消费者长时间在各种环境中使用时,裸露的ITO会接触到各种腐蚀物质,产生腐蚀,影响产品的触控效果。同时,触控产品在使用过程中,通电产生的电化学反应将会加速ITO的腐蚀[7-9]。为解决触控产品传感器膜层的腐蚀问题,需将裸露在外面的ITO保护起来,业界通常采用的方式为在ITO膜层上面覆盖一层有机膜,同时需要与偏光片形成一定的交叠。由于交叠处有机膜边界有一定段差,导致偏光片在贴附过程中,容易在段差处残留一定空气,形成一条白色亮线,即气泡线,影响触控产品的外观。
本文研究了气泡线形成的原因、影响因子及机理,为触控产品气泡线改善提供了解决方案,同时也为后续触控产品的生产提供了设计及工艺可行性。
2 实验与分析
2.1 实验
本文气泡线的研究及改善实验所用实验设备及材料如下:TFT-LCD线体设备(彩膜+ Module工艺设备);不同偏光片(POL)材料(A,B);大型程光学显微镜;扫描电子显微镜(SEM)等。图1为On Cell电容式触摸屏截面图,图2 和图3分别为电容式触摸屏的截面图和平面图。

图1 On Cell电容式触摸屏截面图Fig.1 Sectional view of On Cell capacitive touch screen

图2 电容式触摸屏截面图Fig.2 Sectional view of capacitive touch screen

图3 电容式触摸屏平面图Fig.3 Plan view of capacitive touch screen
2.2 分析
2.2.1 不良现象分析
气泡线不良为一条白色的水平亮线,不良品无需通电,外观检查即可发现,如图4所示。

图4 气泡线不良图Fig.4 Image of bubble line
将气泡线不良品(3 pcs)放置于偏光片脱泡(Auto Clave)设备中,延长脱泡时间,一段时间后,取出样品观察,水平白亮线消失。气泡线的位置位于有机膜边界处,将有机膜去除后,气泡线消失;以上实验可说明气泡线为有机膜边界处残留气泡导致。
2.2.2 气泡消失分析
取气泡线不良品(3 pcs),用密封胶将离气泡线较近处偏光片边缘密封起来。密封起来的不良品放置于偏光片脱泡设备,延长脱泡时间,一段时间后,取出样品观察,水平白亮线均未消失。此实验从另一方面说明不良品经过长时间脱泡处理后,气泡线消失的原因为残留在有机膜边界处的气泡被逐渐挤压,沿着偏光片边界挤出,气泡线消失。
2.3 机理分析
为保护电容式触摸屏传感器层(ITO膜层),在无偏光片覆盖的区域,采用有机膜对ITO进行保护。为完全保护ITO膜层,有机膜需与偏光片形成一定区域的交叠,导致彩膜面在进行偏光片贴附时,有机膜边界处偏光片的压入量较其他区域小,此处偏光片同玻璃之间存在一定的缝隙,集聚气泡,形成肉眼可见的白亮线,即气泡线。
3 实验结果与分析
根据气泡线不良的发生机理,减小有机膜边界处气泡的残留量和加强气泡的排出量是改善气泡线不良的总体方向。为此本文通过控制单一变量法,从偏光片贴附工艺、偏光片脱泡工艺、有机膜厚度、有机膜与偏光片交叠区域、偏光片材料方面进行了研究,来寻找解决气泡线的设计和工艺方案。以上改善方向的效果以不良发生率来评价(气泡线发生率=气泡线不良品数/投入总量),检测标准为一定照度下人眼外观检查。
3.1 偏光片贴附工艺对气泡线不良的影响
从偏光片贴附工艺流程可知,偏光片贴附(压力/速度)和脱泡(压力/时间)工艺均可影响气泡线。由于偏光片脱泡压力已为设备压力最大值,无法再提升,因此本实验研究了调整POL贴附工艺条件(贴附压力/贴附速度/脱泡时间)对气泡线的影响。
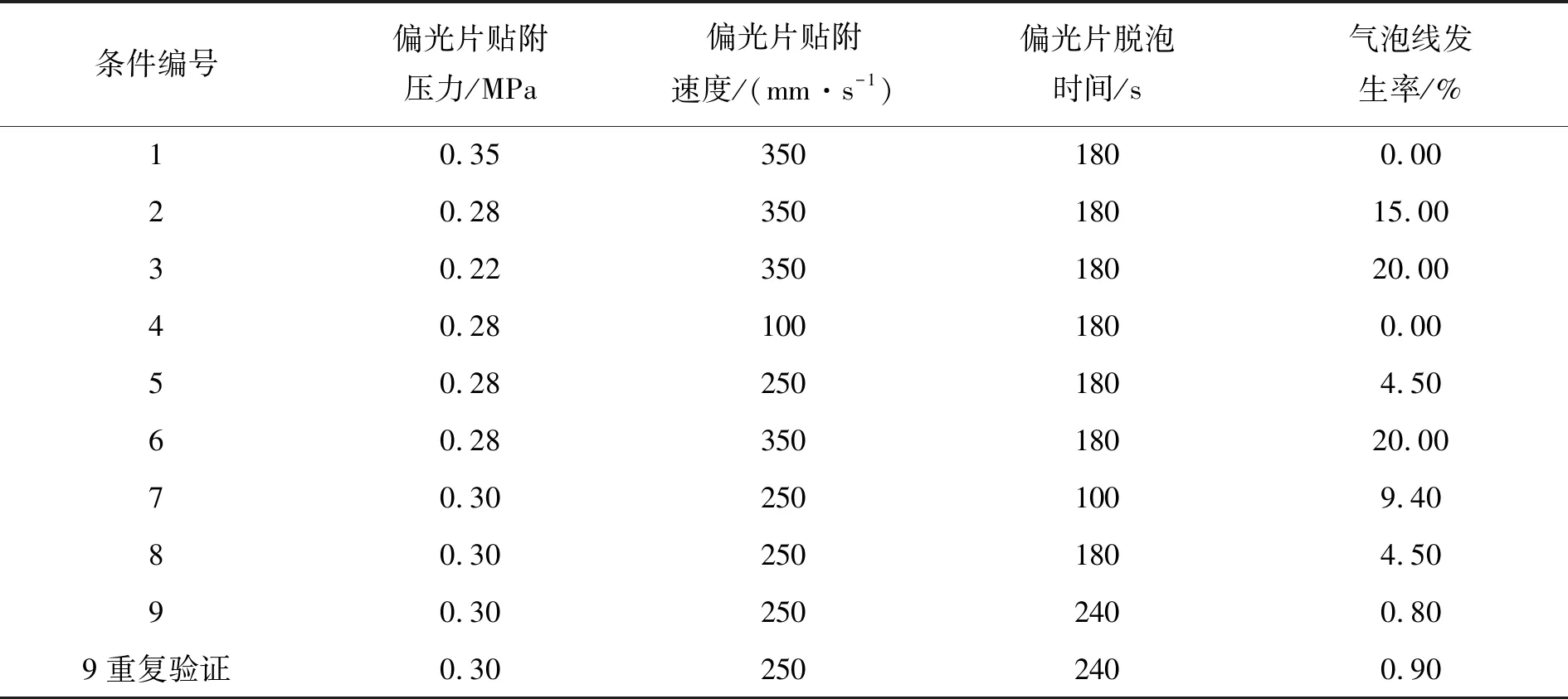
表1 偏光片贴附工艺与气泡线发生率Tab.1 Ratio of bubble line vs. conditions of POL
通过控制单一变量,设计实验结果如表1所示,从表1中可以看出,偏光片贴附压力增大和速度降低,均可改善气泡线不良。在偏光片贴附过程中,速度/压力均会影响偏光片表面的压入量,降低了有机膜边界处气泡的残留量,从而达到改善气泡线不良的目的。同时,当偏光片脱泡时间达到240 s时,可以改善偏光片气泡线不良。但偏光片贴附压力太大会导致显示屏破裂,影响良率;偏光片贴附速度降低/脱泡时间增加,均会影响产线产品生产能力。结合其他影响及多次实验,偏光片贴附生产工艺参数定为:偏光片贴附压力&贴附速度&脱泡压力=0.3 MPa & 250 mm/s & 240 s,此时气泡线不良的不良率为0.80%。
3.2 有机膜对气泡线的影响
有机膜边界为气泡线产生的根本原因,影响有机膜边界处偏光片贴附压入量为有机膜厚度和坡度角,本文对有机膜层的坡度角和厚度进行了分析和研究。
3.2.1 有机膜层坡度角分析
选取同时段生产的不良品(3 pcs)与非不良品(3 pcs),各样品分别取3点,测量有机膜坡度角,所测数据(3点均值)如表2所示。从表中可以看到,不良品和非不良品有机膜坡度角无差异,数据均在工艺管控的精度之内,说明气泡线不良品非有机膜坡度角角度差异导致。同时,现有厚度下有机膜层坡度角已很小,在保证现有有机膜厚度的情况下,无调整空间,因此本文对有机膜层坡度角不做相关验证。

表2 有机膜坡度角Tab.2 Profile of organic film
3.2.2 有机膜厚度对气泡线的影响
有机膜层坡度角无调整空间,因此本文探究了有机膜厚度对气泡线的影响,其设计实验及气泡线不良率如表3所示。
表3 有机膜厚度与气泡线发生率
Tab.3 Ratio of bubble linevs. thickness of organic membrane

条件编号有机膜厚度/μm 气泡线发生率/% 12.014.0021.50.142重复验证1.50.10
从表3中可以看出,有机膜厚度降低,可有效改善气泡线不良。多次试验结果表明,气泡线发生率均位于较低水准,具有稳定的改善效果。降低有机膜厚度,可以减小有机膜边界处段差,偏光片贴附时,有机膜边界处的气泡量残留减少,从而达到改善不良的目的。
3.2.2 有机膜与偏光片交叠宽度对气泡线的影响
在电容式触摸屏制程中,有机膜的引入主要是为了保护Sensor ITO,防止其在空气中长时间裸露,导致腐蚀,有机膜与偏光片需要形成一定交叠;实验设计了有机膜与偏光片不同的交叠宽度来探究其对气泡线不良的影响;实验设计及结果如表4所示。
表4 有机膜与偏光片交叠宽度与气泡线发生率
Tab.4 Ratio of Bubble Line vs overlapping of organic membrane and POL

条件编号有机膜与偏光片交叠宽度/mm 气泡线发生率/% 10.760.0021.5714.02
从实验结果可以看出,有机膜与偏光片的交叠宽度越小,气泡线发生率越低。有机膜与偏光片的交叠宽度影响偏光片脱泡时有机膜边界处气泡被挤出的难易程度。交叠宽度小,残留在有机膜边界处的气泡更容易被挤压出去,从而解决气泡线不良。但有机膜与偏光片交叠宽度不能无限制减小,否则有偏光片翘起风险。
3.3 偏光片材料对气泡线的影响
偏光片材料可控制特定光束的偏光方向,其作用是可以将不具偏极性的自然光转化为偏振光的一种材料,结合液晶的偏转作用,来控制光线的通过程度,从而实现明暗;偏光片为多层结构,上下表层为保护膜和离型膜,中部为TAC膜、PVA膜以及压敏胶(PSA)组成,其中PSA层为偏光片粘结在LCD表面的胶层,较软。气泡线的来源为有机膜边界气泡残留引起,通过对气泡线产生机理及偏光片材料的研究,本实验主要探究了不同偏光片 PSA层厚度的影响,其设计实验及结果如表5所示。

表5 偏光片 PSA厚度与气泡线发生率Tab.5 Ratio of bubble line vs. thickness of POL PSA
从实验结果可以看出,偏光片 PSA层厚度增加,可以有效改善气泡线不良。偏光片 PSA层增加后,在偏光片贴附过程中,PSA层可以更多的填补有机膜边界处段差,减小气泡残留量,达到改善气泡线的目的。
4 结 论
气泡线不良是由贴附偏光片时传感器保护层有机膜段差处与偏光片之间残留气泡导致。研究表明,影响气泡线不良发生情况的显著因子有:有机膜边界设计位置、有机膜厚度、偏光片贴附相关工艺以及偏光片中PSA厚度。降低有机膜与偏光片交叠宽度,降低有机膜厚度,偏光片贴附相关工艺中增加贴附压力、降低贴附速度、增加脱泡时间,增加偏光片中PSA 胶层的厚度,均能有效降低气泡线的发生率。实际生产时可采用组合对策,经过大量生产验证,可以有效减免气泡线不良的发生。该研究结果为气泡线不良预防及改善提供了新思路。
