TN型液晶面板气泡不良分析研究与改善
2019-08-27徐习亮姚之晓朱东艳
王 超,徐习亮,姚之晓,朱东艳,王 健
(北京京东方显示技术有限公司,北京 100176)
1 引 言
液晶显示屏在实现信息传递方式多样性、显示品质高质化的同时,让任何时间、地点、人、设备、网络数据的交互成为现实[1],科技的进步已经将我们带入了万物互联的时代[2],液晶显示面板作为信息交互的重要组成,前景十分广阔。TN型液晶显示面板产品,因为具有低廉的生产成本,较快的响应时间,被广泛应用于市面上主流的中低端显示产品上[3]。液晶面板显示质量问题主要分为功能性不良和画质类不良,功能性不良主要包括画面显示异常、线不良、气泡不良等,其中画面显示异常和线不良可以通过维修恢复,气泡不良无法进行维修,且产生原因有很多[4]。
近年来,市场端一款TN型液晶显示面板多次高发气泡不良,主要集中在印度市场,造成客户停线并造成大量产品无法投入,引起客户强烈抱怨。为了降低客户抱怨,改善产品不良,本文针对于TN型液晶面板的气泡不良产生原因和机理进行了阐述,并结合不良机理对造成气泡的彩色滤光片(Color Filter,CF)中的平坦化层(Over Coat,OC)工艺及材料和ITO的制备工艺进行了改善。
2 气泡不良的原因和机理研究
2.1 现象描述
液晶面板在点亮时画面出现发黑水平线状气泡不良,气泡区域无法正常显示,不良位置不固定。气泡现象如图1所示。
图1 气泡不良Fig.1 Bubble defect
2.2 不良原因及机理分析
显微镜下对气泡区域进行按压,气泡可以移动,热风枪加热不良位置,气泡增大,测试结果如图2所示。实验结果表明该气泡为显示屏内部气体产生气泡[5]。

图2 显微镜下的气泡变化Fig.2 Changes of bubbles under microscope
用显微镜对封框胶所有区域进行确认,分析过程中所有封框胶均未发现异常。选取2片气泡不良液晶显示屏,对显示屏进行均匀加热后放入盛有红色墨水的水槽中浸泡2 h,封框胶及屏内未见墨水进入。实验结果表明,封框胶状态良好,气体不是从外界进入,而是显示屏内气体。我们邀请日本Toray公司对气泡气体成分分析,获得拉曼光谱如图3所示及气体成分如表1所示,分析导致气泡气体主要成分为CO、CO2。液晶面板生产过程中不会用到CO、CO2,与空气成分不同,CO和CO2往往为有机物的分解气体产生,推测气体为盒内有机物产生。

图3 拉曼光谱Fig.3 Raman spectrum

Romanshift/cm-1GasIntegratedintensity/cpsRelativeintensityConcentrationratio/%1 387CO2135.02.539.12 141CO1 125.621.0885.8 2 328N254.41.004.4 2 917CH441.40.780.5 3 655H2O4.60.090.2

图4 聚氨基甲酸酯反应方程式Fig. 4 Formule of reaction of polyurethane
TN型OC层上为ITO层[8]。为分析气体如何透过ITO进入显示屏内,对气泡区及非气泡区ITO形貌进行SEM分析,发现产生气泡区域ITO存在裂纹(图5),判断裂缝为气体释放通道。排查生产履历时发现, ITO工艺后清洗毛刷材质

图5 ITO表面形貌Fig.5 SEM image of ITO surface morphology
有所加强升级,推测为基板在ITO清洗设备里传送时,毛刷局部震动,造成部分产品ITO表面损伤。
通过上述分析推测不良原理,判断为气体由OC产生,同时ITO出现裂缝,在印度市场常年夏日高温情况下不断释放气体到显示屏内部产生气泡,造成了气泡不良,如图6示意。
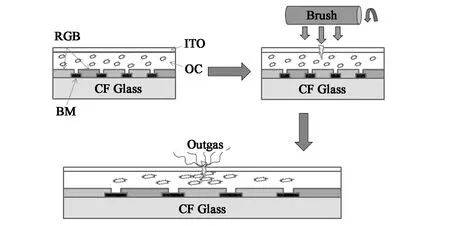
图6 气泡产生机理示意图 Fig.6 Schematic diagram of bubble generation mechanism
2.3 实验设计
通过机理分析可知,气泡不良的出现需要一定时间和温度可以再现。首先需要设计一个可以快速激发气泡再现的实验。通过分析知道,OC制备工艺、OC材料、和ITO裂缝均对气泡产生有影响,本文针对上述几点进行了研究,并在同种尺寸TN产品上进行验证,实验条件均为单一变量。
2.3.1 气泡激发实验
由于TN型液晶显示面板气泡不良需要长时间使用才能出现,为了加速气泡的产生,我们选取不同时期K公司的OC及J公司的OC未出现气泡的同尺寸TN产品在85 ℃/85%RH条件下存储进行加速测试,实验结果如表2所示。
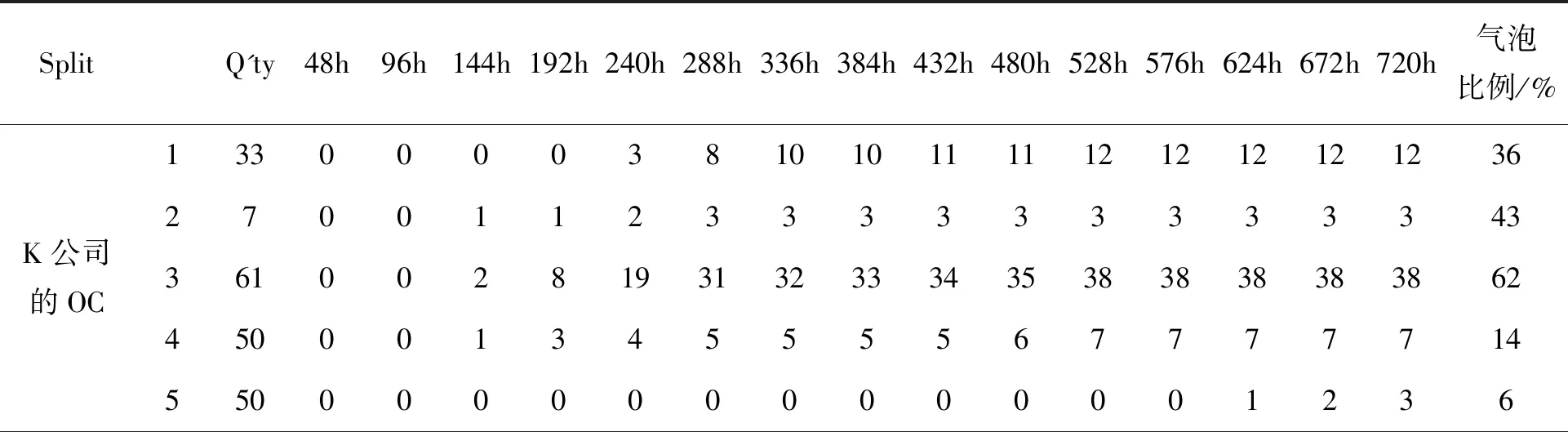
表2 85℃/85%RH条件下测试气泡结果Tab.2 LC bubble test result under 85 ℃/85%RH

续表
结果表明,在85 ℃/85%RH 条件下测试,144 h后,气体析出可被有效激发,导致气泡不良。经确认,封框胶未断裂,且气体成份与客户端不良品气体成分相同。经过336 h实验后,气泡不良发生率基本趋向于稳定。所以 85℃/85%RH,336 h的评价实验条件可以有效评价气体析出导致气泡不良,为接下来监控实验设计制定了评判依据。
2.3.2 OC材料气体析出减少实验
CF光阻材料在制备过程中均会产生气体。我们分析OC制备工艺中影响气体析出的工艺参数,确认减压干燥(Vacuum Dry,VCD)终压、减压干燥保持时间、烘烤温度、烘烤时间对OC气体析出均有影响,故对上述4个参数进行了试验,制备出同尺寸TN产品,并进行85 ℃/85%RH,336 h测试,结果如表3所示。可以看出CF OC VCD终压降低、VCD 保持时间增加、OC 烘烤温度升高可减少气泡发生率,对改善气泡不良有帮助。

表3 气体析出减少实验结果Tab.3 Experimental results of out gas decreased
2.3.3 OC材料变更实验
采用J公司新提供的不含有聚氨基甲酸酯且量产性提升的OC升级款,在相同OC工艺条件下同K公司制备的同尺寸TN 产品进行85 ℃/85%RH验证,试验结果如表4所示。可以看出,不含有聚氨基甲酸酯的J公司的OC升级款制备的产品不会析出气体,导致气泡发生。

表4 OC材料变更实验结果Tab.4 Test results of OC material change
2.3.4 ITO裂缝改善实验
随着制备温度的升高, ITO薄膜的表面粗糙度先降低后上升。低温成膜时的晶粒细小,孔洞较多,容易在外力下产生破损或脱落;高温成膜时的晶粒粗大,膜面更为致密,晶粒之间不易分离。相对于低温成膜,高温成膜工艺的ITO 由于致密度提升,硬度也相应提升[9],不容易受到毛刷的损伤。我们通过将TN产品的ITO成膜温度由120 ℃/120 ℃变更为150 ℃/150 ℃来提升ITO成膜致密度。实验结果如表5所示。可见在高温成膜的样品不易出现裂缝,使OC析出气体进入显示屏内形成气泡。
实验设计及结果表明,通过85 ℃/85%RH存储加速测试,可以快速激发气体析出气泡;OC成膜后VCD终压降低、延长保持时间、提升烘烤温度可以减少OC材料的气体析出;导入不含有聚氨基甲酸酯的OC材料可以减少CO气体的产生;提升ITO成膜温度可以降低表面粗糙度及提升强度,减少ITO裂缝的产生,防止光阻材料因高温产生的气体通过裂缝进入显示屏内造成气泡。参考实际产品特性,搭配以上工艺可以有效改善TN产品的气泡不良。

表5 ITO成膜温度变更实验结果Tab.5 ITO temperature change test results
3 结 论
TN型液晶显示面板出现的气泡不良,是因为CF中OC材料在高温条件下长时间存放,导致OC内产生了CO气体,气体通过ITO裂缝释放到显示屏中形成了气泡。在OC成膜后降低VCD压力、延长保持时间、提升烘烤温度可以减少OC材料的气体析出。导入不含有聚氨基甲酸酯的OC材料可以减少CO气体的产生。提升ITO成膜温度可以降低ITO表面粗糙度并提升强度,减少ITO裂缝的产生,防止OC材料产生的气体通过ITO裂缝进入显示屏造成气泡。通过导入上述方案,解决了气体析出导致TN型气泡发生的问题, 极大地提高了液晶显示产品的品质。
