TWIP钢激光焊接接头的显微组织和力学性能
2019-08-16周晓航黄大鹏
周晓航 宋 艺 金 一 黄大鹏 张 梅
(1.上海大学材料科学与工程学院,上海 200444; 2.鞍山钢铁股份有限公司汽车板营销(服务)中心,辽宁 鞍山 114021)
孪晶诱导塑性(twinning induced plasticity,TWIP)钢是第二代先进高强钢,兼具高的抗拉强度(>1 000 MPa)和高的断后伸长率(>50%),还有高的能量吸收能力(是传统高强钢的2倍),并且几乎无低温脆性[1- 4]。因此使用TWIP钢作为汽车钢板可以在保证车身强度和安全性的同时减轻车重,从而达到节能减排的目的。焊接是汽车制造工艺中最重要的一个环节,焊接接头的性能将直接影响汽车的寿命和可靠性[5]。由于激光焊接具有焊接效率高、焊接接头变形小、焊接精度高和无需热处理等优点,在汽车行业的应用越来越广泛,因此非常有必要对高品质TWIP钢开展适用于产业化应用的激光焊接工艺研究。上海大学王涛等[6]、北京科技大学李辉等[7]、太原理工大学马莉丽等[8]和闫彬等[9]均发现,TWIP钢激光焊接接头焊缝区为全奥氏体结构,焊接热影响区(HAZ)非常窄小;焊接接头的抗拉强度变化不大,但断后伸长率明显下降。马莉丽和闫彬研究还发现,TWIP钢在焊接过程中部分Mn元素发生蒸发,这可能是不同焊接热输入所致。目前国内对TWIP钢激光焊接的研究主要集中在低焊速的焊接工艺,缺乏适用于工业化生产的高速激光焊接工艺的详尽研究。因此,本文研究了高速激光焊接对TWIP钢焊接接头的显微组织和力学性能的影响,以期为更好优化TWIP钢激光焊接工艺提供参考和依据。
1 试验材料和方法
焊接材料为2 mm厚的商用TWIP 980钢冷轧钢板,其化学成分如表1所示。钢中Mn含量较高,当Mn的质量分数高于15%时,随着Mn含量的增加,层错能也随之升高,从而抑制TRIP效应,促进TWIP效应。

表1 试验用TWIP钢的化学成分(质量分数)Table 1 Chemical composition of the tested TWIP steel (mass fraction) %
通过Prima Power公司的Rapido 3D光纤激光焊接机(最大功率4 kW,保护气体为0.8 bar的N2)沿轧制方向对TWIP钢板进行激光对接焊,焊接工艺参数如表2所示。焊前对200 mm×150 mm试板的待焊边缘进行铣加工,并清洗,以保证拼焊的焊缝质量。激光焊接的线能量计算公式为:Q=P/v,P为激光功率(W),v为激光焊接速度(mm/s)。
沿垂直焊缝方向取片状拉伸试样、 5 mm×20 mm金相试样和5 mm×5 mm物相分析用试样,拉伸试样尺寸如图1所示。使用MTS C45.305E微机控制电子万能试验机进行室温拉伸试验,拉伸速度为1 mm/min。金相试样经打磨、抛光后用体积分数为10%的硝酸酒精溶液腐蚀,然后用VHX- 5000型超景深三维显微镜观察焊接接头的宏观形貌,再用光学显微镜观察焊缝、热影响区和母材。通过MH- 3维氏硬度计在金相试样1/2厚度处进行硬度梯度测试,测量点间距为0.10 mm,试验力为100 g,加载时间15 s。使用JSM- 6700F型扫描电镜观察拉伸试样断口形貌,并用EDS能谱仪对焊缝、热影响区以及母材进行元素定量分析。物相分析用试样经打磨、机械抛光后进行电化学抛光,然后采用DLMAX2550型X射线衍射仪(XRD)进行物相分析,扫描速度与角度范围分别为1 (°)/min、40°~100°。

表2 激光焊接工艺参数Table 2 Process parameters of laser welding

图1 焊接接头拉伸试样尺寸示意图Fig.1 Schematic diagram of size of tensile specimen for the welded joint
2 试验结果与讨论
2.1 焊接接头宏观形貌
3种焊接工艺焊后形成的TWIP钢激光拼焊板焊缝外观和焊接接头截面宏观形貌如图2所示。从激光拼焊板的焊缝外观可以看出,TWIP钢在焊接过程中没有出现飞溅、焊接裂纹和焊接气泡等焊接缺陷,焊缝正面成形规整连续,3种焊接工艺均能保证焊接接头完全焊透。对比发现,焊缝正面的宽度随着焊接热输入量的增大而增大,即工艺1形成的焊缝正面宽度最大,工艺3的最小;肉眼观察发现,工艺2形成的焊缝背面的连续性最佳,其次为工艺1的。合适的焊接工艺可以保证焊缝外观质量。当焊接功率过大时,由于焊接热输入过大,焊接热变形增大将使焊缝出现更多的缺陷;当焊接速度过快时,由于焊接热输入不足,钢板不能连续完全焊透,将使焊缝连续性降低。由于TWIP钢中含有大量的Mn元素,焊缝表面附近存在明显的氧化现象。
从图2(b~d)可以看出,TWIP钢激光焊接接头的截面宏观形貌主要呈漏斗状,3种焊接工艺都能使TWIP钢完全焊透,焊缝均未出现明显的表面凹陷和底部坍塌现象。工艺1熔合线外的粗晶区明显宽于工艺2和工艺3的。3种焊接工艺焊接接头的形貌参数如表3所示。从表中可以看出,随着焊接热输入量的增加,焊缝中心熔宽、上熔宽和下熔宽均明显增大。因此,大焊接热输入焊接工艺焊缝的上、中、下熔宽及其熔宽之和均明显大于低焊接热输入焊接工艺的焊缝,即工艺1>工艺2>工艺3。
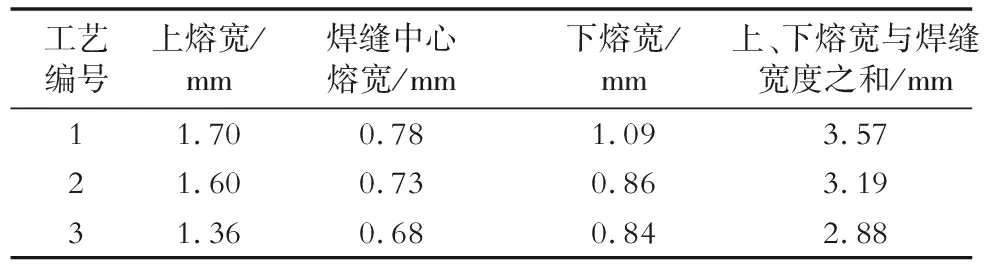
表3 3种焊接工艺焊接接头的形貌参数Table 3 Morphological parameters of the joints obtained by three welding processes
2.2 焊接接头微观组织
图3a、3c和3e为图2b、2c和2d中白色方框a处的放大图,图3b、3d和3f为图2b、2c和2d中白色方框b处的放大图。如图3所示,焊接接头熔融区为主晶轴和二次枝晶臂组成的树枝晶,紧靠熔合线区域为垂直于熔合线向熔池中心生长的柱状晶。从图3a、3c和3e可以发现,由于受到焊接过程中焊接热循环的影响,熔合线附近存在非常明显的粗晶区。远离焊缝边缘,热影响区晶粒粗化程度逐渐减轻。由于母材晶粒细小,粗晶区外没有发现明显的晶粒粗化现象。如图3b、3d和3f所示,焊缝内局部出现尺寸相差明显的二次枝晶臂,这是因为在熔池冷却过程中,二次枝晶臂会不断消耗较小的二次枝晶臂而长大和粗化。由于3种工艺焊缝熔融区的冷却速度不同,冷速最慢的工艺1在熔池冷却过程中会消耗更多的二次枝晶臂,从而使二次枝晶臂及其间距更宽、更大。而冷速最快的工艺3的二次枝晶臂及其间距最细小,工艺2的二次枝晶臂尺寸及其间距则介于工艺1和3之间。此外,在图2(b~d)中还发现了钢板经轧制后留下的贯穿整个试样的条带。
通过EDS能谱仪对3种焊接工艺形成的焊接接头熔融区、热影响区和母材进行Mn元素定量分析,结果如表4所示。从表4可以看出,在激光焊接过程中,焊缝熔融区Mn含量略有降低但未大量蒸发,这与王涛等[6]和李辉等[7]的研究结果类似,但与马莉丽等[8]和闫彬等[9]的研究结果相悖。工艺1、工艺2和工艺3焊缝熔融区的Mn含量比母材分别降低了0.63%、0.56%和0.4%,即随着焊接热输入量的增大,Mn元素的蒸发量略有增加。图4为激光焊接接头和母材的XRD物相分析结果。由图4可知,TWIP钢激光焊接接头与母材均为全奥氏体结构,除奥氏体衍射峰外,XRD图谱中未出现其他明显的衍射峰,这与有关研究结果一致[6- 9]。TWIP钢焊接熔池的冶金反应过程中并未发生明显的马氏体相变,这与EDS分析中焊接接头的Mn含量变化不大相对应。这是由于焊接时Mn元素的大量蒸发造成焊缝Mn含量下降,从而导致层错能降低,层错能太低则会诱发马氏体相变。

图3 不同工艺焊接的TWIP钢激光拼焊板焊接接头的显微组织Fig.3 Microstructures of joints of the TWIP steel laser welded by different processes
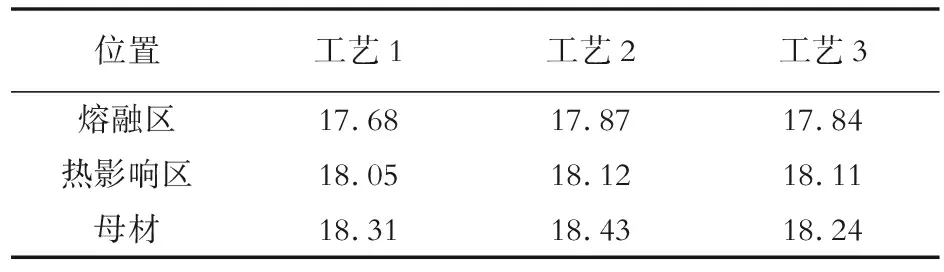
表4 3种焊接工艺焊接的接头各区域Mn元素含量(质量分数)Table 4 Manganese contents in different areas of joints obtained by three welding processes (mass fraction) %
图5是在超景深三维显微镜下观察到的激光焊接接头微观组织。从图5可以看出,焊缝两侧主晶轴生长方向与焊缝中脊的夹角随着焊接速度的增大而减小。这主要是由于在焊接过程中,激光束的移动会对焊接熔池的温度分布产生影响,使熔池温度梯度分布线与焊缝中脊的夹角随着焊接速度的增大而减小。
如图5(d)所示,焊速为3.0 m/min时的熔池温度梯度分布线与焊缝中脊的夹角α比焊速为2.5 m/min时的夹角β小。焊速引起的焊缝两侧主晶轴生长方向的改变使熔融区晶粒取向发生明显变化,从而引起XRD衍射峰强弱的变化。因此工艺1和工艺2的XRD衍射峰强度接近,而工艺3的γ(111)和γ(200)衍射峰强度与工艺2和工艺1的差异很大。
2.3 焊接接头显微硬度
图6为TWIP钢激光焊接接头显微硬度梯度分布图,可见整体上3种工艺焊接的接头的显微硬度分布均呈M型。焊缝熔融区的显微硬度低于母材,热影响区存在一定的软化和硬化现象。粗晶区宽度为0.3~0.5 mm,其显微硬度与熔融区接近,为260 HV0.1,粗晶区显微硬度的下降主要归因于焊接过程中过热造成的晶粒粗大。粗晶区外的硬化区宽度为0.2~0.6 mm,显微硬度最高在290 HV0.1以上, 较熔融区高约30 HV0.1。
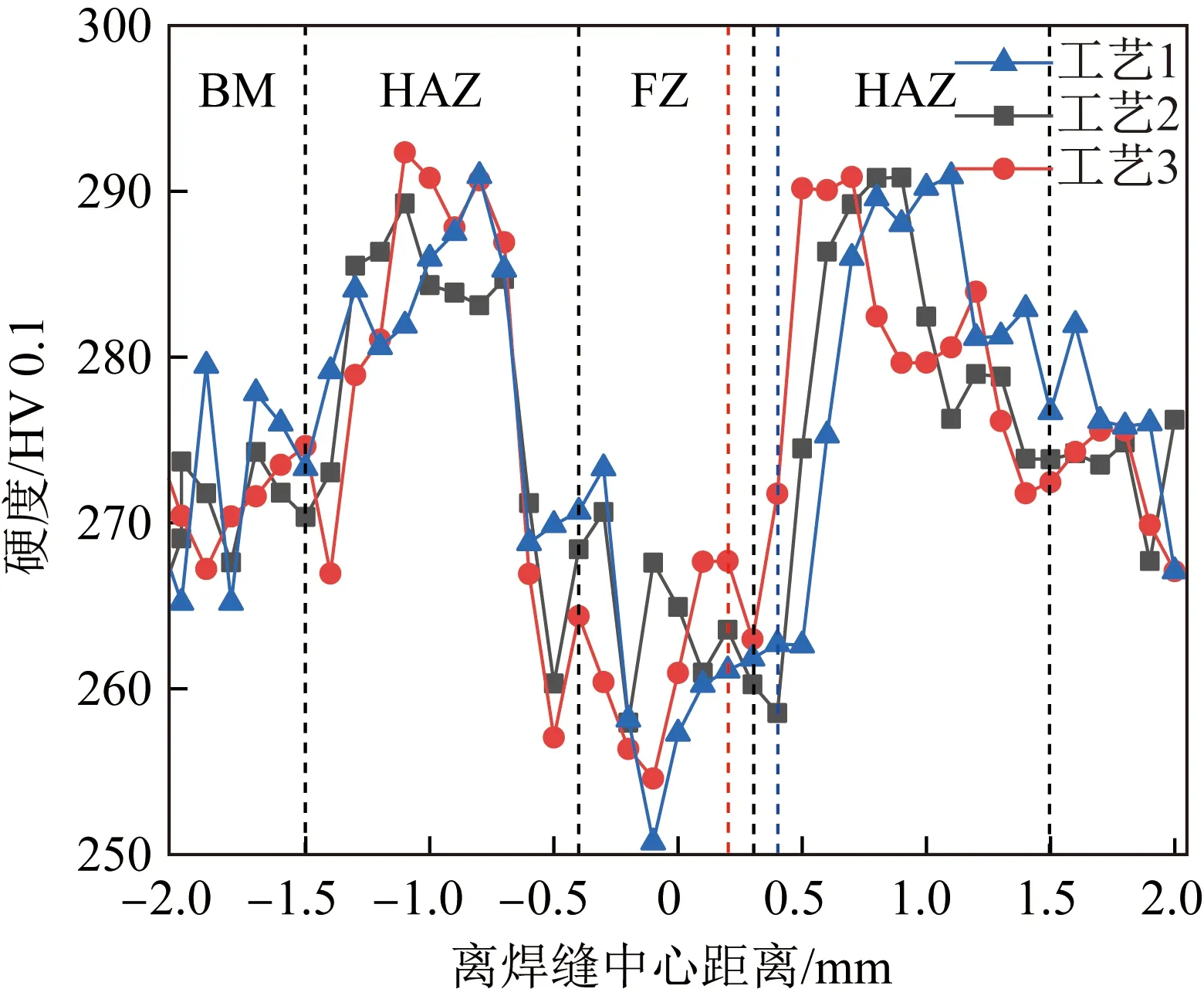
图6 TWIP钢激光焊接接头显微硬度梯度Fig.6 Microhardness gradients of the joints of the laser welded TWIP steel
熔融区宽度为0.7 mm左右,热影响区宽度为1.7 mm左右。工艺2和工艺3的粗晶区平均宽度为0.3 mm,工艺1的粗晶区平均宽度为0.35 mm。由此可以看出,随着激光单位热输入量的增加,焊缝区的冷却速度降低,冷却时间延长,导致晶粒长大,使得焊接接头热影响区粗晶区的宽度有所增加。
2.4 拉伸性能
图7为TWIP钢激光焊接接头和母材的拉伸曲线。从图7可以看出,TWIP钢母材的抗拉强度为1 000 MPa,屈服强度为500 MPa,断后伸长率大于50%。工艺2和工艺3焊接接头的抗拉强度和断后伸长率都高于工艺1的。工艺2和工艺3焊接接头的抗拉强度约900 MPa,为母材抗拉强度的90%;断后伸长率为33%,约为母材的50%。工艺1焊接接头的抗拉强度为860 MPa,断后伸长率为25%。
3种工艺焊接的TWIP钢的焊接接头均断裂在焊缝处。图8为焊接接头试样拉伸断口的宏观和微观形貌。由图8(a)可见,拉伸断口两侧有明显的颈缩现象,说明拉伸过程中发生了显著的塑性变形。如图8(b)所示,拉伸断口具有韧性断裂的特征,在断口上留下较大、较深的韧窝。由于在焊接冶金反应过程中,焊接接头难免产生微小气孔,在拉应力作用下位错堆积在滑移面产生微小孔洞,这些微孔在拉伸过程中扩展、聚合形成微裂纹。裂纹尖端附近的三向拉应力和集中塑性变形区使微孔数量进一步增加,并通过内缩颈与裂纹连通,从而使裂纹进一步扩展直至断裂,最终形成微观上的韧窝结构。
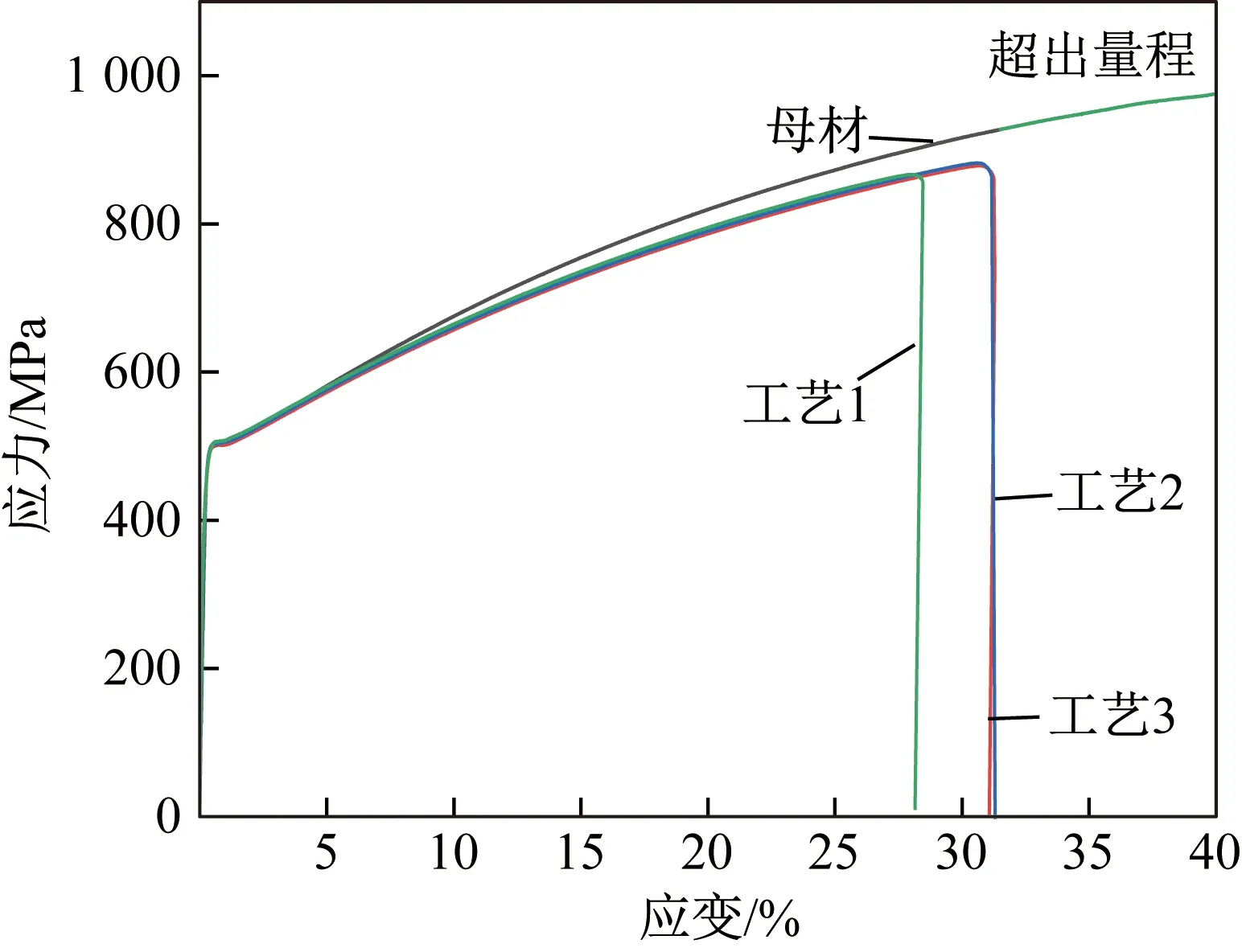
图7 TWIP钢激光焊接接头和母材的拉伸曲线Fig.7 Tensile curves of joints of the laser welded TWIP steel and base metal
3 结论
(1)3种焊接工艺参数均能保证TWIP钢板完全焊透,且焊接接头成形良好;较低的焊接功率和焊接速度使焊缝连续性提高,较大的焊接热输入导致焊缝更宽、熔池更大。
(2)TWIP钢激光焊接接头熔融区的Mn含量略有降低,组织仍为全奥氏体;焊缝熔融区为主晶轴和二次枝晶臂组成的树枝晶,熔合线外存在0.30~0.35 mm的粗晶区。

图8 焊接接头拉伸断口的宏观和微观形貌Fig.8 (a) Macrograph and (b) micrograph of tensile fracture of the welded joint
(3)TWIP钢激光焊接接头的热影响区较窄,其软化区宽度为0.3~0.5 mm,硬化区宽度为0.2~0.6 mm;焊接热输入量的增加使粗晶区的宽度增加。
(4)TWIP钢激光焊接接头的抗拉强度和断后伸长率最高分别可达到母材的90%和50%;焊接接头拉伸试样均断裂在焊缝处,断口为韧窝特征的韧性断裂。
