中国甘肃地区春秋战国时期镀锡青铜板带錾刻纹饰制作技术研究
2019-08-08李延祥马清林
罗 敏,李延祥,马清林
(1.北京科技大学科技史与文化遗产研究院,北京 100083;2.荆州博物馆,湖北荆州 434000; 3.山东大学文化遗产研究院,山东济南 250100)
0 引 言
一般而言的陆上“丝绸之路”,起自中国古代都城长安,向西北经今天的陕西西北部、甘肃东部、宁夏南部、甘肃河西走廊或青海部分地区进入新疆地区,经中亚国家、阿富汗、伊朗、伊拉克、叙利亚等达地中海,以罗马为终点。这条路被认为是连结亚欧大陆古代东西方文明的交汇之路,而丝绸则是当时最具代表性的货物。随着时代发展,丝绸之路成为古代中国与西方所有政治经济文化往来通道的统称。数千年来,游牧民族或部落、商人等沿着丝绸之路四处活动。事实上,在传统意义“丝绸之路”开通之前,中西方文明其实已经接触和交流,这从大量出土文物中得到了印证,只不过由于丝织物易腐朽而保存下来的实物很少而已。但是,这一地区发现的青铜器、费昂斯制品、红玛瑙制品等,以及与中原文化风格迥异特征的部分器物等,无不表明中国西北地区在前丝绸之路时期的活跃程度。如甘肃灵台白草坡所出西周早期镀锡青铜戟即有胡人面部特征[1],同时甘肃崇信于家湾周墓出土西周早中期的费昂斯制品,同样有理由受到了西方文化的影响[2]。可以说,中国西北地区实实在在是传统丝绸之路的早期孕育之地,因此,研究此地区出土文物以及他们所携带和涵盖的文化因素,对在“一带一路”大背景下促进文物保护与当代社会建设有着重要意义。
本研究即以甘肃东南部地区出土春秋战国时期镀锡青铜器板带为例,举要此一时期青铜器表面錾刻技术和镀锡技术。
青铜器铭文及纹饰制作技术是其工艺研究的重要内容,它反映了古代工匠对所用工具材质及形制之改进传承,也反映了某一历史时期某一地域青铜器的工艺演变。青铜器铭文与纹饰主要通过铸前模范制作及铸后金属加工完成,而铸后则主要使用錾刻工艺。青铜铭文錾刻技术最早见于西周时期,如上海博物馆馆藏晋侯编钟的铭文[3]。至春秋战国时期纹饰更趋复杂,如河南辉县琉璃阁1号墓出土舞乐狩猎铜奁上表现人类活动场景的纹饰[4]。有学者讨论了錾刻技术的特点[5-6]和使用工具[7],也有学者开展过模拟实验[3]。
古代青铜器在錾刻过程中加工部位会发生物理形态变化,对其变化微痕细致观察与记录是研究其装饰工艺的重要方法。由于錾刻在铜器表面的纹饰细如发丝且往往为锈蚀物所覆盖,不易观察解析,因此目前此方面的研究工作开展较少。
近年来,在中国甘肃、陕西、宁夏地区相继出土一种器体轻薄表面饰以几何纹饰的镀锡青铜板带,如陕西咸阳任家咀秦墓出土的32件春秋晚期至战国早期的青铜“带饰”,考古学者依其形制和纹饰变化将之分为五型:A型7件,带面较宽,饰卷云纹;B型13件,带面较宽于A型,饰条带形纹;其他3种类型与前两者形似,惟纹饰有别而已[8]。陕西陇县店子秦墓出土4件,单面饰有简单纹饰[9]。根据秦始皇陵兵马俑坑出土之御手俑、部分车右俑,以及中下级军吏俑头戴单板长冠的样式,推测其为单板长冠冠饰[10]。青铜板带在錾刻纹饰之后,表面镀锡[11],因而纹饰保存情况较好,它们为研究此时期青铜器錾刻纹饰制作方法提供了很好的标本。
本研究利用三维视频显微镜、扫描电子显微镜与能谱仪观察分析甘肃天水地区采集的3件春秋战国时期镀锡青铜板带表面纹饰构成、加工微痕,并利用金相显微镜观察其中一件样品基体金相组织,进而分析其纹饰制作技术。
1 样品与实验
1.1 样品描述
3件春秋战国时期的镀锡青铜板带实验室编号分别为:MBelt1、MBelt2、MBelt3(图1)。3件板带均为双面镀锡,正面饰有繁复的纹饰。利用三维视频显微镜、扫描电子显微镜与能谱仪测试后,从MBelt1上切割下含有不同类型饰线区域的分析样,用无水乙醇清洗干净,再用环氧树脂包埋,打磨抛光制成4个包埋样品观察每种饰线的剖面形态,样品编号分别为MBelt1-Ⅰ、MBelt1-Ⅱ、MBelt1-Ⅲ、MBelt1-Ⅳ。为观察錾刻各类饰线所造成基体金相组织的变化,使用5%FeCl3乙醇溶液浸蚀抛光样品。
1.2 分析仪器及条件
样品检测工作在中国文化遗产研究院完成,使用仪器型号及条件设置如下:
三维视频显微镜:美国HIROX KH-7700三维视频显微镜,直接观察三件标本表面。
扫描电子显微镜和能谱仪(SEM-EDS):日立公司S-3600N型扫描电子显微镜(SEM),加速电压20 kV;EDAX公司Genesis 2000 XMS型X射线能谱仪(EDS),工作电压20 kV。直接观察检测标本表面。
金相显微镜:德国Leica DM4000M金相显微镜,观察包埋样品纹饰下基体的金相组织。
2 结果与讨论
2.1 青铜板带表面纹饰及其构成饰线类型
3件青铜板带标本表面繁复的纹饰实际上由4种形状饰线通过不同的组合方式形成云纹、菱格纹、带状纹等几何纹饰(图2)。将4种饰线分别定名为:短直线、长直线、曲线及宽凹槽。进一步观察3件标本表面纹饰和其构成饰线类型(表1)后发现,每类饰线的分布情况:短直线,在3件标本表面纹饰中均有,填充于勾连云纹以及平行带状纹中;长直线,在3件标本表面纹饰中均有,将纹饰分割为二级单元并形成带状纹轮廓;曲线,在标本MBelt1和MBelt3表面纹饰中存在,表现出勾连云纹的轮廓;宽凹槽,标本MBelt1和MBelt2表面纹饰中存在,在MBelt1中将纹饰分割为一级单元,在MBelt2中为主体纹饰。包埋样品MBelt1-Ⅰ、MBelt1-Ⅱ、MBelt1-Ⅲ、MBelt1-Ⅳ分别为4类纹饰下的青铜基体。
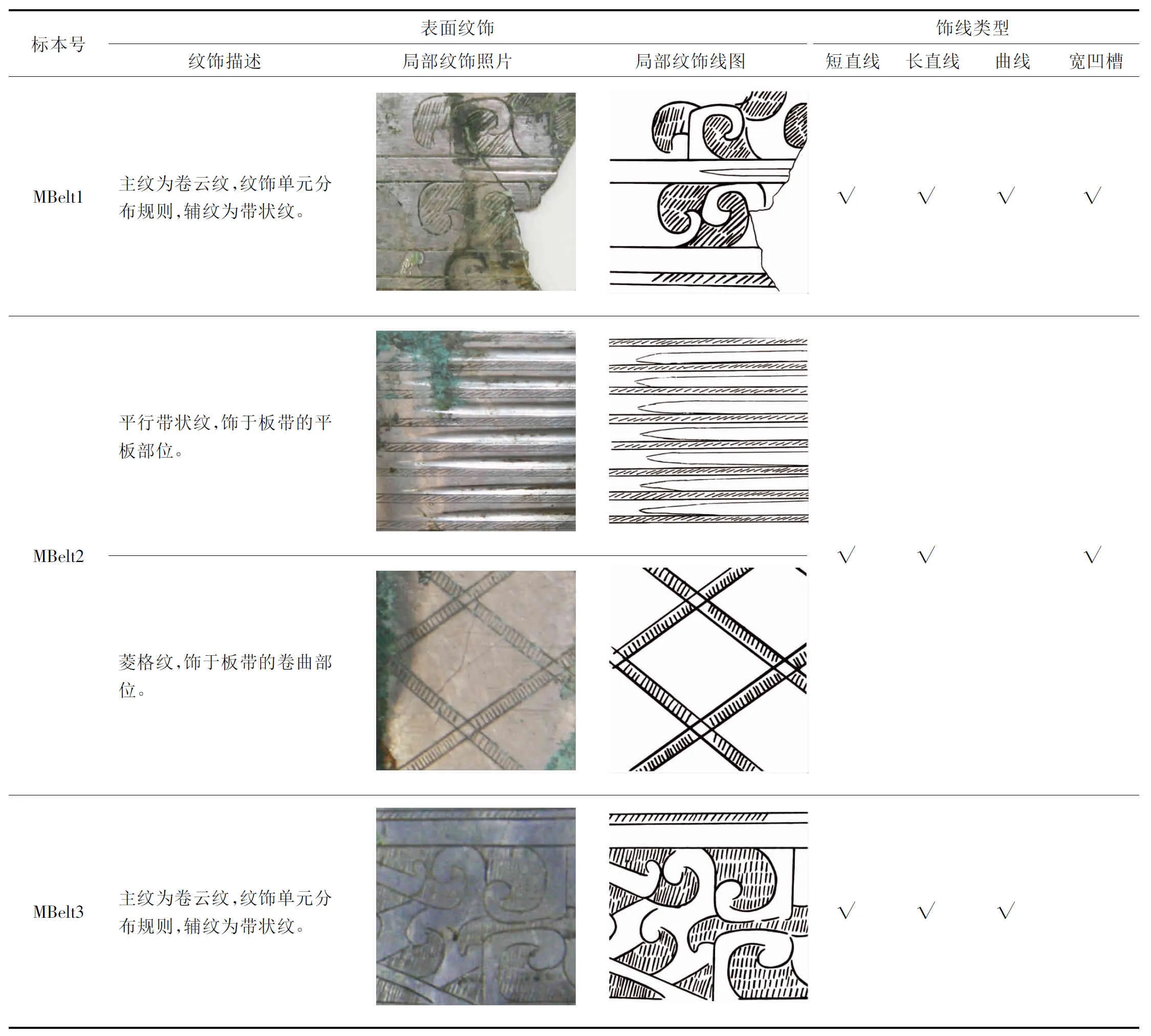
表1 3件标本表面纹饰及其饰线类型Table 1 Patterns and different types of lines on the surfaces of each belt
2.2 四种饰线的制作技术
2.2.1短直线 在三维视频显微镜下观察,饰线平直流畅凹陷于器表,3件标本上的短直线纹槽形状、尺寸不一,呈“一”型或一头较粗一头较细的楔形,纹槽轮廓平滑清晰(图3a)。在单件标本上其形状与尺寸也有差异(图3b):大部分的形状与尺寸接近,少量形状完全相同,还有一些较其他细小,偶见饰线首尾相接形成稍长饰线,饰线剖面呈“V”形,开口宽度20~60 μm不等,表面陷入深度10~50 μm不等(图3c)。这些特点符合传统细金工艺中的平錾法[12],即一手握錾刀,一手握锤击打錾刀的尾端,徐徐移动錾刀,以形成图案。单件标本上饰线形状与尺寸不完全一致,与打錾时用力大小及角度有关,这在金银制品表面纹饰上很常见[13]。
短直线样品基体金相组织不均匀,远离饰线区域呈铸态组织,靠近饰线下方区域金相组织中可见晶内存在少量滑移线(图3d),应为錾制纹饰时外力所致,并经过镀锡过程的退火处理。
2.2.2长直线 在三维视频显微镜下观察,饰线平直流畅凹陷于器表,纹槽轮廓平滑清晰(图4a)。偶有不平直且有缺口或呈锯齿状的局部轮廓表明:1)长直线由若干短直线首尾叠压而成(图4b上),只是选用的錾刀刃部宽度不同而已。短直线中偶见较长饰线,为其首尾叠压形成(图3b)。2)錾制长直线偶不平直时,则使用刃部更为细小的錾刀修改,一些饰线轮廓呈现锯齿状应为使用较小錾刀修改所致(图4b下)。在金银器纹饰传统加工中,同样存在使用小錾刀对纹样修整的情况[11]。饰线剖面也呈“V”形,开口宽度约120 μm,陷入深度可达120 μm(图4c)。表明制作长直线与短直线饰线所使用的錾刀仅仅是刃部尺寸不同。
饰线下方基体金相组织不均匀,远离饰线区域为铸态组织,靠近饰线下方区域晶粒细碎,有少量孪晶(图4d),应为錾制纹饰后镀锡退火所致。
2.2.3曲线 在三维视频显微镜下观察,饰线凹陷于器表,纹槽轮廓清晰,一侧较平滑,另一侧呈锯齿状;饰线不甚流畅,由一个个三角形小纹槽连接形成,在有些区域这些三角形小纹槽局部重叠,有些区域则并不重叠(图5a)。三角形小纹槽的宽尾部一端凹陷较深,尖部一端凹陷较浅,最深处陷入深度可达120 μm(图5b),应为錾制时錾刀微微倾斜而形成。实际上,在一些短直线饰线中也可见三角形纹槽(图3a MBelt3),饰线剖面也呈“V”形(图5c),均符合传统细金工艺“勾錾法”的特点[13]。
饰线下方基体金相组织不均匀,远离饰线区域为铸态组织,靠近饰线区域晶粒细碎,有少量孪晶(图5d),应为錾制纹饰后镀锡过程中退火所致,与长直线饰线下方基体金相组织相近。
2.2.4宽凹槽 饰线呈中间宽两端窄并收尾的梭形(图6a),剖面呈圆弧状凹陷于器表,最深处可达150 μm(图6b)。纹槽轮廓呈圆弧状并逐渐与板带平面相接(图6c)。与前3种饰线下方基体金相组织不同,宽凹槽饰线下的基体完全为铸态组织未见加工痕迹(图6b)。所谓“錾刻”实际上包含两种加工技术,“錾”是利用锤子敲打錾刀类工具,打压器表使之凹入形成饰线,此过程中金属基材发生变形,器物受力巨大,加热退火后,晶内可见滑移线,加工部位金属基体金相组织表现为晶粒碎小,出现孪晶。“刻”是直接用刻刀在器表划拉出饰线,此过程会将形成饰线部位的金属剔出,器物受力轻微,基体金相组织不会发生较大改变,仍呈铸态组织。这正是为何宽凹槽虽较其他3种线条更宽且凹陷更深,但靠近其下方基体金相组织却完全为铸态组织,因此宽凹槽应为刻制而成。在三维视频显微镜下,可见宽凹槽表面布满平行的横向细纹(图6c),它们是如何形成?
由于青铜板带表面镀锡后磨光,这些横向细纹似为镀锡后打磨所致,但在扫描电子显微镜下可以看到宽凹槽表面横向细纹实为规律分布的颗粒状表面(图6d)且略低于非颗粒表面(图6e)。而磨光镀锡表面所形成的痕迹要比此细小得多,且磨痕纵横交错(图6e)。是否制作宽凹槽过程在板带基体表面已经形成平行细纹,造成镀锡层生长也呈现出颗粒状的细纹?
模拟试验[14]及大量古代镀锡样品检测结果显示[15-17],古代镀锡青铜器镀锡层有3或4层铜锡化合物相,从外向内依次为含锡量为61.0%的η相,38.2%的ε相,32.6%的δ相及(α+δ)共熔体相,各相含锡量逐渐降低。
宽凹槽表面横向细纹中颗粒状物其形成过程可通过模拟图(图7)阐明:当青铜基体表面存在凹陷细纹时,此处所形成镀锡层则会低凹,镀锡后如未打磨至凹陷区,则其仍为不光滑的颗粒状,锡含量自然高于打磨光滑区域。样品Mbelt3宽凹槽饰线表面细纹颗粒区Sn含量SEM-EDS分析结果(表2)证实了这一推测:凹槽中光滑区含锡量均值为33.3%,主要为δ相,而平行细纹颗粒区含锡量达到46.5%,应为η相与ε相的混合相,镀锡后的打磨工序磨掉了光滑区的高锡相,如η相与ε相,而未触及凹槽中低凹的平行细纹颗粒区。

表2 Mbelt-3板带表面宽凹槽打磨光滑区与平行细纹颗粒区的SEM-EDS分析结果Table 2 SEM-EDS analysis of the surface of long wide line on the Mbelt-3 (%)
使用怎样的刻制方法会形成中间宽、两端窄并收尾及有横向细纹的梭形饰线?玉器纹饰研究表明,有两种方法可以在其表面形成此种形状的纹饰[18]:1)手刻,使用硬度极高的石片(如燧石、黑曜石、玛瑙、水晶等)的尖端,在玉材表面刻出阴线纹饰;2)砣刻,现代砣具在玉材平面上刻出的饰线[19]与学者们的攻玉模拟实验[20](图8a)都表明,砣刻的饰线呈现出两端尖浅与中间宽深的特点。这两种形状的纹饰在古代石器(图8b)[21]、玉器(图8c)[19]表面上很容易见到,镀锡青铜板带表面宽凹槽的制作,是否也使用了与玉石器纹饰加工工艺近似或相同的工具呢?
玉石器上两种刻制饰线最基本的差别在于[18]:砣具加工阴饰线纹槽内确可看到整齐的横向细纹,而手刻饰线则会有凌乱的磨痕。宽凹槽两端尖浅和中间宽深,且底部平滑,横向细纹平行,其加工工具则极有可能为砣具,只是刻制时不使用琢玉砂,而直接使用砣具。EDS结果显示,青铜板带基体为铜锡铅合金,Cu 83.96%、Sn 9.51%、Pb 6.52%,其中较高的铅含量降低了基体的硬度,硬度较高的石质砣具,甚或使用春秋战国时期已出现的渗碳钢来制作的砣具用以加工纹饰亦有可能。这种砣具比起玉石器纹饰加工的砣具更厚大些,砣刻时通过固定器物移动砣具或者固定砣具移动器物而形成阴刻饰线(图8a)。古代确有使用砣具制作青铜器铭文[22-23],也有模拟实验[23]表明使用金属砣具在青铜器表面加工阴饰线纹其纹槽内可留下整齐的横向细纹加工痕迹(图8d)。因此宽凹槽表面的横向细纹应为砣刻而成,砣刻将多余的青铜剔除而形成凹槽,基体受力甚微,基体金相组织不会发生明显改变,这也解释了为何宽凹槽饰线较其他三种饰线嵌入基体更深,但靠近饰线下方区域金相组织并未出现滑移线、孪晶等加工痕迹,仍完全为铸态组织。
3 结 论
本研究借助三维视频显微镜、扫描电子显微镜与能谱仪观察分析甘肃天水地区采集的三件春秋战国时期镀锡青铜板带表面纹饰构成、加工微痕,并利用金相显微镜观察其中一件样品基体其金相组织,得到如下结论:
1) 青铜板带表面几何纹饰由四种饰线构成:短直线、长直线、曲线、宽凹槽。
2) 青铜板带表面纹饰中短直线、长直线、曲线饰线均为錾制,所使用刀刃剖面呈“V”形的“一”字形錾刀。用打錾手法形成长短与粗细略有不同的短直线;錾刀首尾相接的手法形成较长直线,对于一些偶尔失误的区域则使用刃部较小的錾刀修正;对弧线构图,则倾斜錾刀打錾使短直线首尾部分重叠而形成曲线。青铜板带表面纹饰中间宽、两端窄并收尾的宽凹槽饰线使用了砣刻工艺。
3) 短直线、长直线、曲线为“錾”击型饰线,器表受压凹入形成饰线,此过程中金属基材发生变形,靠近加工部位金属基体金相组织表现为晶粒碎小,镀锡过程加热退火后,晶内可见滑移线,出现孪晶,但远离饰线区域基体仍为铸态组织。宽凹槽为砣“刻”型饰线,形成饰线部位的金属被剔出,器物受力轻微,基体金相组织一般不会发生较大改变,仍呈铸态组织。
致 谢:中国文化遗产研究院沈大娲副研究员,国家文物局水下文化遗产保护中心张治国副研究员,国家海洋博物馆杨恒在实验中给予帮助,在此表示感谢!
