湿式氧化工艺处理丙烷脱氢装置含硫废碱液的工业应用*
2019-08-01邓德刚秦丽姣
周 彤,邓德刚,秦丽姣
(中国石化大连石油化工研究院,辽宁大连 116045)
丙烯是一种重要的化工原料,其用量仅次于乙烯,除用于生产聚丙烯外,还是多种化工产品的主要原料[1-3]。近年来,随着聚丙烯等衍生物需求的迅猛增长,市场对丙烯的需求量也逐年递增。与传统生产丙烯的工艺相比,丙烷催化脱氢制丙烯工艺具有丙烯产率高、设备投资少等优势,能有效地利用液化石油气资源使之转变为有用的烯烃。在目前已工业化的丙烷脱氢制丙烯工艺中,又以UOP公司的Oleflex工艺应用最为广泛[4]。
Oleflex工艺在生产丙烯的同时会产生一股碱洗废液,该废碱液是由丙烷脱氢反应器和催化剂再生装置中所含的酸性废气(H2S和CO2)经碱洗塔内一定浓度的氢氧化钠溶液洗涤吸收后产生的[5]。此类废碱液含有高浓度的COD和硫化物,且具有较强的腐蚀性,若处理不当会影响企业废水的达标排放。
湿式氧化工艺是在一定的温度和使溶液保持在液相的压力条件下,以空气或氧气为氧化剂,将液相中溶解态或悬浮态的有机物氧化分解成无机物或小分子有机物的方法[6]。中国石油化工股份有限公司大连石油化工研究院从上世纪80年代开始从事含硫废碱液湿式氧化处理工艺的研究,对不同种类的炼油废碱液进行了湿式氧化工艺的试验室研究和工业化应用[7]。2013年研究团队针对市场需求开发了以湿式氧化工艺为核心的丙烷脱氢废碱液处理技术。2015年6月,工业化装置投入使用,运行情况良好,各项指标均达到设计要求。
1 废碱液排放情况
国内某石化企业年产丙烯66×104t,丙烷脱氢反应器和催化剂再生装置产生的酸性气体经碱洗装置吸收后年排放废碱液6 400 m3,通过采样分析,确定了废碱液的设计水质,如表1所示。
其中Na2S和NaHS的测定采用GB4178-1984《工业硫氢化钠中硫氢化钠和硫化钠含量的测定》规定的方法;COD的测定采用GB11914-1989《水质 化学需氧量的测定 重铬酸盐法》规定的方法,S2-的测定采用HJ/T60-2000《水质 硫化物的测定 碘量法》规定的方法,TDS(总溶解固体)的测定采用HJ/T51-1999《水质 全盐量的测定 重量法》规定的方法。

表1 废碱液水质
2 废碱液湿式氧化处理工业装置
2.1 装置的规模及组成
装置设计处理量为1.5 t/h,年处理能力为12 000 t(运行时间以8 000 h计),操作弹性为正常处理能力的50%~110%,运转方式为间断开工、连续运转。
本装置由湿式氧化单元、冷却单元、中和单元组成,其中包括湿式氧化反应器、循环冷却塔、换热器、空气增压机、加碱泵、废碱液进料泵、循环泵、中和泵、浓硫酸泵和氧化后废碱液输送泵等设备及储罐。
2.2 产品规格
根据设计要求,需保证装置出水中S2-在10.0 mg/L以下、COD在500 mg/L以下;氧化尾气中H2S浓度符合GB14554-1993《恶臭污染物排放标准》的二级标准,非甲烷总烃浓度符合GB16297-1996《大气污染物综合排放标准》。
2.3 工艺流程
根据装置出水水质要求,研究团队通过小试试验确定了湿式氧化工艺的最佳反应条件(反应温度190 ℃、反应压力3.0 MPa),并开发了丙烷脱氢废碱液“加碱中和-湿式氧化-酸化中和”处理技术,工业化装置工艺流程如图1所示。

图1 丙烷脱氢废碱液处理装置工艺流程
废碱液来自生产装置,经进料泵加压后进入湿式氧化反应器内筒与外筒之间的环系,与反应器内的高温物料混合并发生氧化反应。由于原料废碱液中的碱浓度较低,为了保证反应过程在碱性条件下进行,需要补充一定量的氢氧化钠溶液。湿式氧化工艺氧化所需空气经空气增压机加压后进入反应器内筒的下部。当开工或原料COD浓度低时,为了保证反应温度,需要向反应器内通入蒸汽。在反应器内,由于空气的提升作用,物料一边反应一边向上流动,到反应器的上部,一部分作为内回流流向内筒与外筒之间的环隙,剩余的废碱液和空气从反应器的顶部排出,经减压后进入循环冷却塔。进入循环冷却塔下部的物料首先进行气液分离,液体流至塔底,经换热器冷却后一部分作为冷进料返回到循环冷却塔的中上部,另一部分排至储罐。在循环冷却塔塔底分离出的气相混合物向塔的上部移动,并与回流的冷碱液接触,气相混合物中的水蒸气和挥发性有机物被冷凝冷却,回到塔底,剩余的气相混合物进入循环冷却塔的上部与脱盐水接触,进一步净化后从塔顶排出。氧化后,废碱液与98%浓硫酸通过管道混合器混合,调节pH值为6~9后作为装置产品送出。
2.4 主要设备
丙烷脱氢废碱液处理装置中的主要设备见表2。
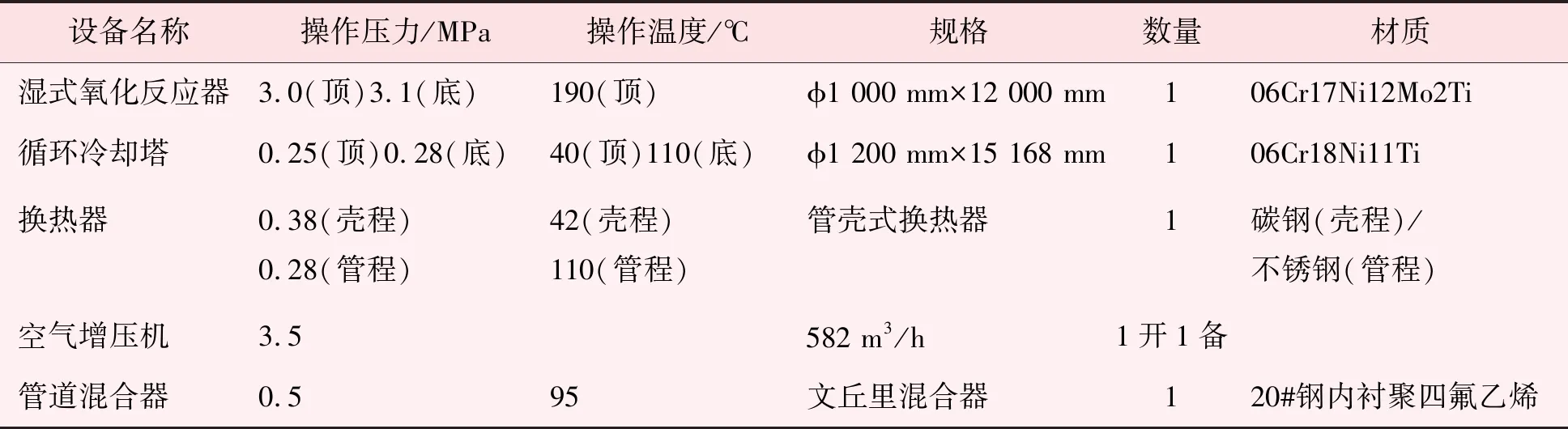
表2 装置主要设备
2.4.1湿式氧化反应器
湿式氧化反应器是带有一个内筒的鼓泡流内循环反应器[8]。废碱液通过反应器上部2个对称的进料口进入反应器内外筒间的环隙,压缩空气和蒸汽以鼓泡流方式从反应器底部进入内筒。由于反应器内筒和内外筒间气含率的不同和内筒中空气的提升作用,在反应器内形成了高温内循环,利用内回流的热量加热原料废碱液,同时也利用回流区中的氧对废碱液中的污染物进行氧化。
2.4.2循环冷却塔
湿式氧化反应器出口物料是高温气液混合物,若采用间接换热的方式需要庞大的换热面积。本工艺采用循环冷却塔对反应后物料进行直接冷凝冷却。根据尾气中污染物的性质,循环冷却塔在对反应后物料进行冷凝冷却的同时,通过对其内部结构的设计实现了利用氧化后废碱液的剩余碱度对尾气进行碱洗、然后水洗的工艺,尾气可达标排放。
2.5 装置的安全措施
本装置处理的物料是丙烯生产装置产生的含硫废碱液,其中含有高浓度的硫化钠和硫氢化钠,具有很强的腐蚀性;同时由于该工艺的操作条件比较苛刻(190 ℃,3.0 MPa),为确保装置操作过程中的安全可靠,针对废碱液水质和处理装置的特点,采取了如下安全措施。
a)在装置运转过程中,湿式氧化反应器的压力、温度,循环冷却塔的压力、温度、塔底液位,空气增压机的压力、流量,废碱液进料泵的压力、流量等均设置在线监测报警。
b)所有带压设备设置安全阀,防止设备压力超高时发生爆炸。
c)废碱液储罐、中和罐以及氧化后废碱液储罐设置氮气保护并配备消防水管线。
d)废碱液储罐、氧化后废碱液储罐及浓硫酸罐设置蒸汽伴热和保温,中和后废碱液储罐只保温不伴热,所有输送管线进行防烫保温或隔热处理。
e)所有废碱液储罐设置新鲜水线,检修时需对设备内部进行冲洗。
f)所有储罐设置液位高低限报警。
2.6 装置处理效果
装置于2015年3月开工至今运行稳定,2017年7月对装置进行了标定,标定期间的操作条件见表3。
标定期间的原料水质见表4。
标定期间的装置出水和尾气排放情况见表5和表6。表6中,尾气中硫化氢分析方法为亚甲基蓝分光光度法,其检出限为0.003 mg/m3。
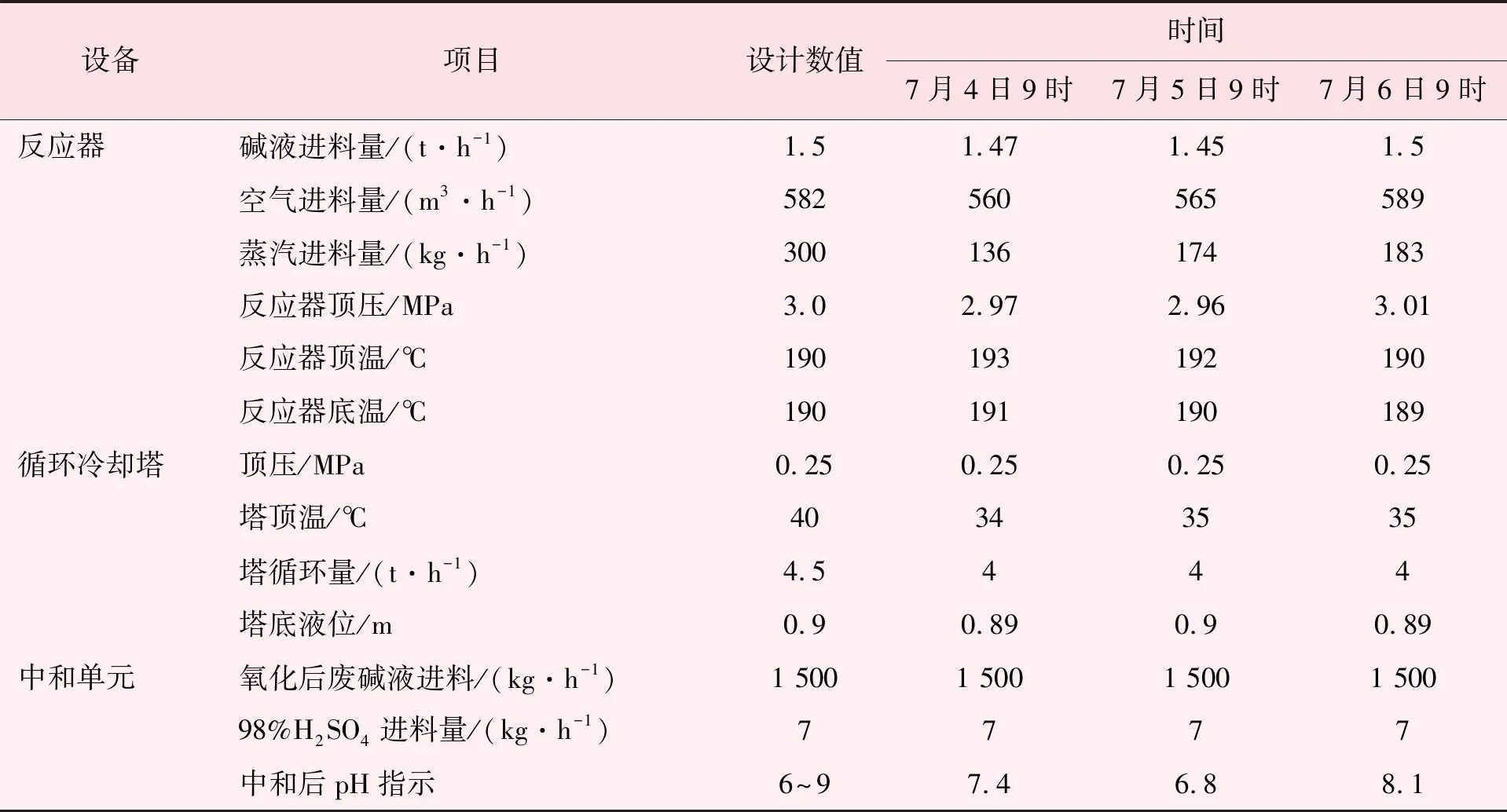
表3 丙烷脱氢废碱液湿式氧化处理装置标定期间操作条件

表4 标定期间原料废碱液水质
由表5、表6可以看出,在反应温度190 ℃、反应压力3.0 MPa的操作条件下,丙烯废碱液经湿式氧化工艺处理后,出水COD<200 mg/L,S2-<1.0 mg/L,装置出水远低于设计要求(S2-<10 mg/L、COD浓度<500 mg/L)。装置尾气中硫化氢未检出,符合GB14554-1993的二级标准,非甲烷总烃浓度符合GB16297-1996。
2.7 装置能耗
装置标定期间的能耗见表7。

表5 标定期间装置出水水质

表6 标定期间装置尾气排放情况 mg/m3
为了保证达到设计的处理效果,本工艺要求控制反应过程在一定温度和压力条件下进行,且利用空气中的氧气作为氧化剂来处理废碱液中的有机和无机还原性物质,因此装置的能耗主要包括非净化风、电能和蒸汽。

表7 装置能耗数据统计 mg/m3
3 结论
a)“加碱中和-湿式氧化-酸化中和”组合工艺处理丙烷脱氢废碱液是可行的,经本工艺处理后,出水S2-浓度小于1.0 mg/L,COD去除率大于99%,完全脱除废碱液的恶臭气味,装置出水经多效蒸发单元或冷冻结晶单元[9]进一步处理后可实现废碱液的零排放。
b)采用以湿式氧化工艺为核心的丙烷脱氢废碱液工业化处理装置已建成并投用3套,装置运行稳定,均达到设计要求,经济效益和社会效益显著。
c)以湿式氧化工艺为核心的丙烷脱氢废碱液处理技术的成功开发,为此类废碱液的高效处理提供了一条新途径,具有广阔的应用前景。