小直径直管冷装工艺方法
2019-07-24王艳华于均刚
王艳华 于均刚
哈电集团(秦皇岛)重型装备有限公司 河北秦皇岛 066206
接管的连接方式由最早的间隙装配与焊接结合,后来变化为胀接与焊接结合,再到现阶段的冷装与焊接结合,而最被认可的连接方式便是冷装与焊接的结合。
1 前期准备
提到冷装,大家都不陌生,是一种过盈配合的方式,是利用温度变化影响尺寸来实现装配,但对于小直径直管冷装来说,难度较大。冷装一般从以下几个方面考虑与准备:
(1)冷装要求的过盈量的确定;
(2)冷却介质的选择;
(3)冷却时间与接管外径变化的关系;
(4)冷却后置于空气中接管外径的变化情况,即接管冷却后,允许装配时间的确定。
2 设计过程
对于制造厂,过盈量的要求需要满足设计图纸及设计技术条件的要求,基本是确定值,那接下来的问题就是如何去实现。同时冷却介质温度较低的一般有液态氧、液态氮,而对于实体制造厂来说,液态氮温度比较适合,而且液态氮较为安全,故一般选用液态氮做为冷却介质。小直径直管液氮冷却直径变化量极小,同时从液氮中取出后对温度的变化极为敏感,冷装难度较大。例如φ30-φ35的小直径接管要求的过盈量为0.005mm-0.025mm,理论计算在液态氮中冷却后的直径变化约0.1mm左右,因此必须试验确定小直径直管液氮冷却取出置于空气中后,接管外径随时间的变化规律,同时试验期间,还要验证冷装的效果(例如贴合程度)及冷装的残余应力测试。因冷装的过盈量较小,冷装孔加工精度无法满足要求,则只能选择针对加工后冷装孔的实际孔径尺寸,配加工对应冷装直管的外径。考虑制造厂对设备的生产制造周期均较长,过盈量极小,孔径测量时的工件温度与对应配加工的接管加工时的工件温度不同,温度将产生一定的尺寸变化,会超过过盈量要求,故孔径测量时,同时记录待测工件的工件温度,配加工接管外径测量时,接管温度必须与对应孔的工件温度基本相同,同时对孔及管做好对应标记,冷装时按对应关系进行冷装。
3 实验分析和结果
冷装试验时,使用专门的液氮冷却装置,具有冷却保温防飞溅作用,同时满足冷装管的清洁要求。试验发现,小直径接管在液氮中浸泡不少于25分钟后,由液态氮中取出的5秒内,直径就会回弹至少0.03mm。而较为适合装配的孔轴直径差应≥0.05mm,因此对于小直径接管的装配时间要求极为严格,待冷装接管由液氮中取出至装配妥当过程的时间必须控制在5秒内,否则极易出现卡死(即未冷装到要求位置,便卡死在孔内,无法继续装配也无法拔出)现象。
对冷装试验件,选择实际过盈量较小的进行剖开验证,贴合程度满足要求。
对冷装试验件,选择实际过盈量较大的按RCC-M MC1362沸腾氯化镁试验进行残余应力评估,结果残余应力不大于150MPa,满足要求。冷装过程中,任何参数或者操作的控制不当都会造成接管装配位置的误差,导致发生冷装卡死风险,且后续接管的取出难度较大,存在接管报废的风险,是制造中的极大难点。考虑冷装存在一定的卡死风险,冷装试验期间,也提前准备了返工预案,并进行了冷装卡死返工试验(例如机加去除卡死接管等),为确保设备的制造提供技术支持。

图1 液氮冷却装置
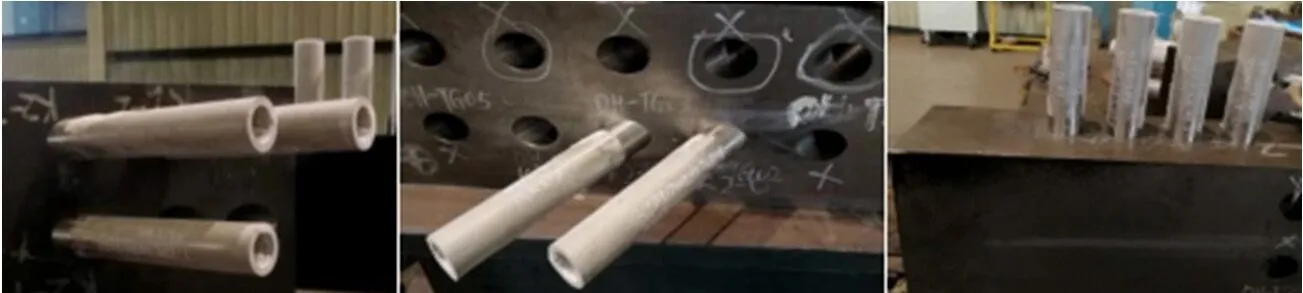
图2 部分冷装试验图
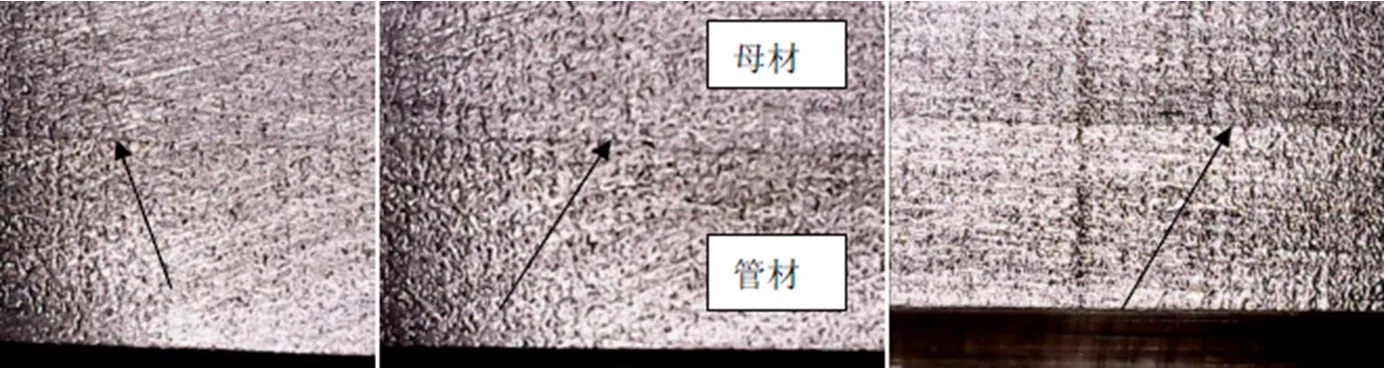
图3 剖开试验图(放大至少20倍)

图4 卡死接管机加取出图
4 结语
经过以上试验以及产品最终验证,冷装虽然能够减小残余应力,但是冷装管直径越小,液氮冷缩量越小,冷装难度就会随意增大。因为小直径冷装管的冷装风险较大,冷装过程中需要清洁控制,粉尘残渣均会导致冷装卡死,同时掌控冷装孔与管的配加工对应配对、冷装管浸泡时间、取出后冷装操作时间是重点。
