不锈钢螺钉卡死现象工艺分析与预防方法
2022-04-02郭远波毛久兵许梦婷
郭远波,毛久兵,许梦婷,李 尧
(中国电子科技集团有限公司第三十研究所,四川 成都 611730)
不锈钢螺钉因其不易生锈、耐腐蚀、结构简单、装卸方便,且已经标准化,在电子装备中广泛应用。为了不污染电子装备,不锈钢螺钉在装配过程中未使用润滑剂,因此,不锈钢螺钉在装配或拆卸过程中容易发生卡死现象[1-6]。卡死容易造成不锈钢螺钉装配或拆卸困难,甚至造成螺钉断裂,需要采用切割、钻削等破坏性手段将螺钉取出,并嵌入钢丝螺套[7],这将对电子装备的生产和质量造成严重影响,因此,急需对不锈钢螺钉卡死现象的影响因素展开分析,并提出预防措施。
不锈钢螺钉卡死机理是因为不锈钢螺钉牙纹表面的氧化膜在螺钉装配预紧过程中发生破坏,使得螺纹间发生阻塞或剪切,进而发生沾黏现象,随着螺钉锁紧,受力增大,最终导致不锈钢螺钉弯曲卡死,尤其是不锈钢紧固件之间更容易造成卡死甚至断裂现象[8-9](见图1)。本文将从不锈钢螺钉装配和拆卸过程涉及到的人、机、料、法、环、测等环节分析不锈钢螺钉卡死因素,并提出预防措施。
1 原因分析
为了分析造成不锈钢螺钉在装配和拆卸过程中出现卡死甚至断裂现象的原因,确定了不锈钢螺钉装配和拆卸过程中人、机、料、法、环、测中可能造成不锈钢螺钉卡死的14个因素,并绘制了因果分析图(见图2)。
通过对14个因素进行现场调研、分析,螺钉性能及装配或拆卸参数(如螺钉拧紧力矩值和拆卸力矩值、螺钉预紧装配角度、电动工具速度)均可能是造成螺钉卡死甚至断裂的主要因素,后期还需要通过试验来进一步验证。
1.1 螺钉性能检测
随机选择装配或拆卸过程中卡死率较高的M3×8型号的不锈钢十字槽盘头螺钉进行化学成分、力学性能(如抗拉强度和破坏力矩)检测与分析(见表1和表2),判定其是否满足GB/T 9074.4规格要求。利用Agilent 5100光谱仪和T-HCS500A高频红外碳硫分析仪进行化学成分检测。从送样的不锈钢螺钉中分别选择4个螺钉测量其破坏力矩和抗拉强度。根据国标GB/T 3098.6—2014《紧固件机械性能 不锈钢螺栓、螺钉和螺柱》第5章节和第6章节进行判定,化学成分和力学性能均符合标准要求[10-11]。
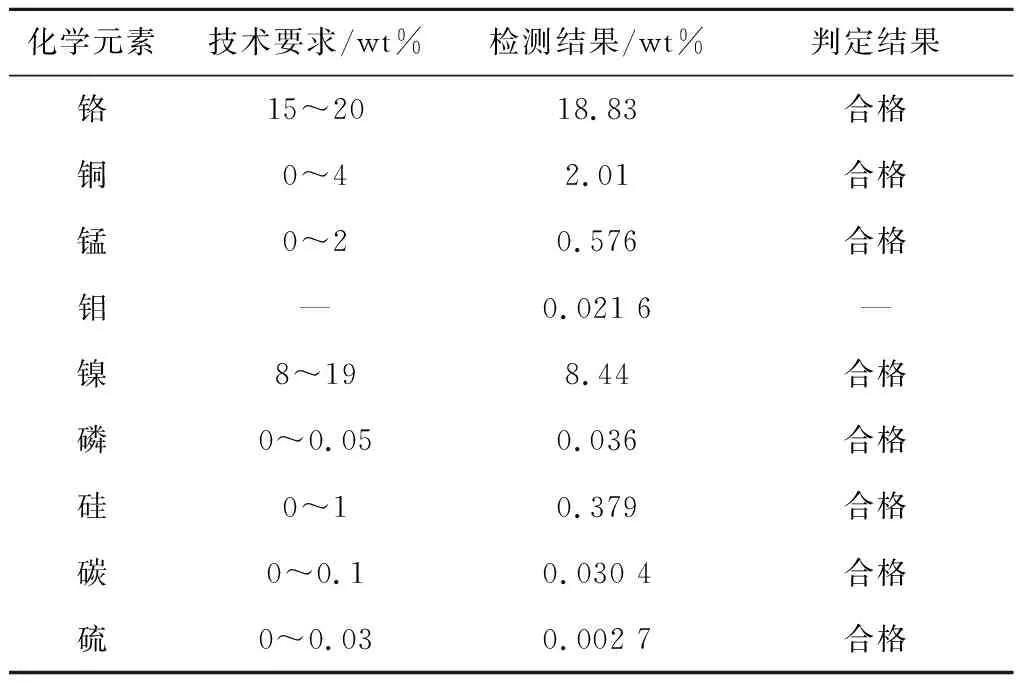
表1 M3×8不锈钢螺钉化学成分检测结果

表2 M3×8不锈钢螺钉力学性能检测结果
1.2 螺钉装配或拆卸参数
为了确认螺钉装配或拆卸参数对不锈钢螺钉卡死或断裂的影响,设计了验证试验。试验方案如下:在6 mm厚的不锈钢板材上加工M3的螺纹通孔,装配力矩值分别选择8.0和10.0 kgf·cm,装配角度分别为非90°(小角度倾斜)和90°;装配速度分别为高速档和低速档;拆卸方案均为90°拆卸,针对不同力矩值和速度分为3种:高速拆卸、低速拆卸和低速大力矩松动后停顿再拆卸。高速和低速拆卸力矩刻度值与装配力矩刻度值一致,低速大力矩值为12 kgf·cm(见表3)。M3×8不锈钢螺钉非90°装配如图3所示。
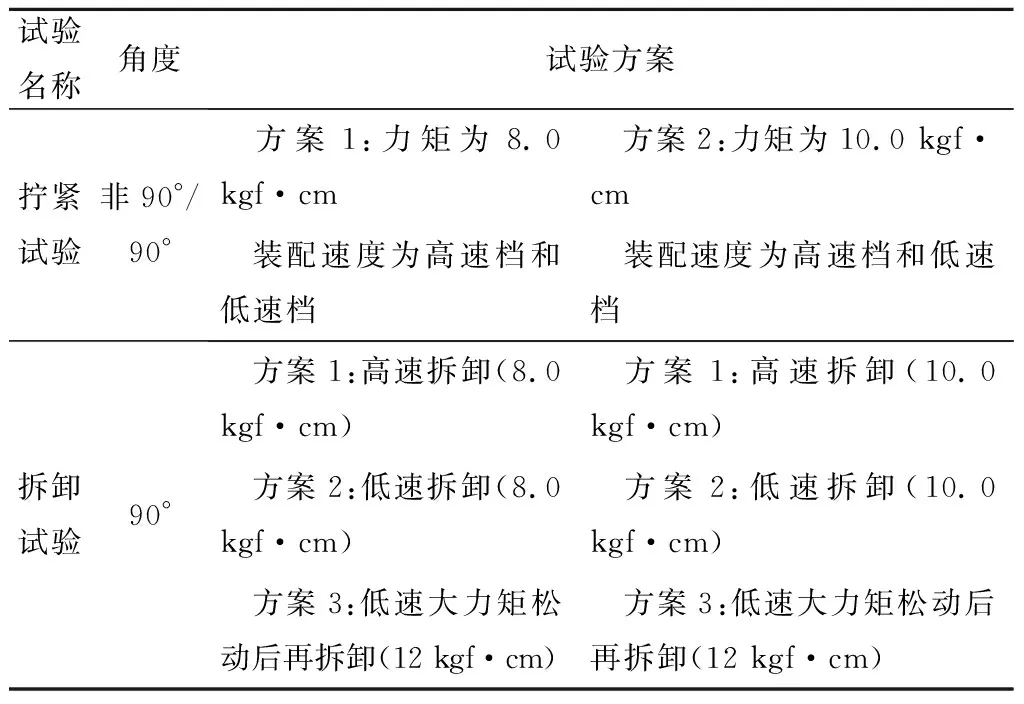
表3 不锈钢螺钉装配/拆卸参数表
表4为不锈钢螺钉第一次预紧装配和拆卸的数据统计结果,通过数据统计发现,螺钉在非90°装配中,均会出现卡死现象。当装配力矩值为8.0 kgf·cm时,高速档装配的卡死率为5%,低速档卡死率为1.7%,高速档的卡死率高于低速档的卡死率;当装配力矩值为10.0 kgf·cm时,高速档装配的卡死率为3.3%,低速档卡死率为6.7%,低速档的卡死率高于高速档的卡死率。对完成装配的不锈钢螺钉按照表3进行拆卸,均未出现卡死现象。同时,参照表3的不锈钢螺钉的装配/拆卸参数,在90°装配角度时,均未出现不锈钢螺钉卡死现象。在不锈钢板材上又进行了多次的非90°预紧装配和拆卸的试验,发现在预紧装配和拆卸过程中均会出现卡死现象,且卡死率随着装配次数增加而增加。
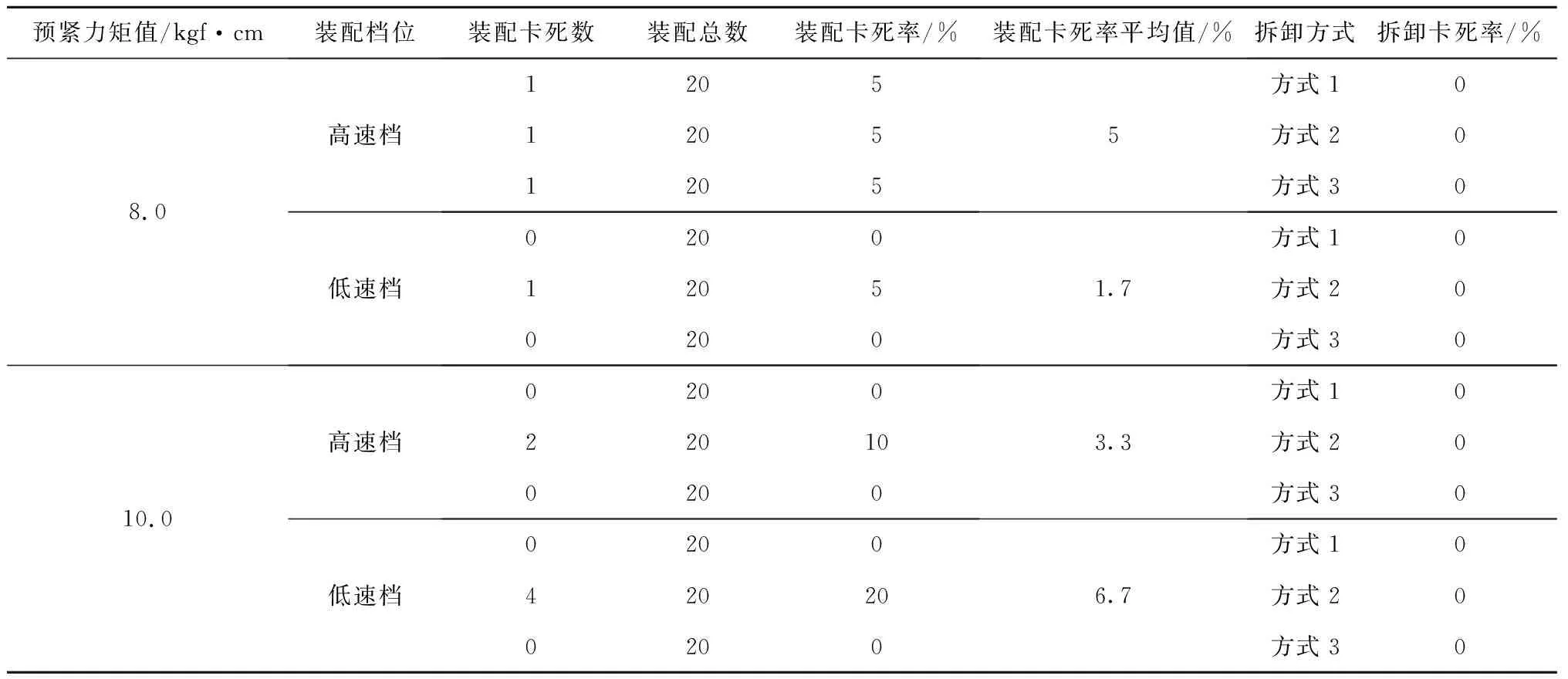
表4 不锈钢板材非90°装配与90°拆卸卡死率
参照表3在不锈钢板材上进行多次的90°预紧装配和拆卸时,均未出现不锈钢螺钉卡死现象。因此,认为不锈钢螺钉卡死原因为在装配时,螺钉与螺纹孔不垂直,螺纹之间受力不均,产生了相互的挤压力,并破坏了表面的氧化层,产生黏着磨损,从而造成不锈钢螺钉的卡死。
为了避免操作人员因为疲劳原因造成非正常装配动作,尤其是非90°预紧装配,可采用螺钉装配工装来保证螺钉预紧装配过程中的垂直度(见图4)。
2 预防方法
不锈钢螺钉卡死甚至断裂现象,虽属于小概率事件,但可对电子装备的生产造成严重影响。本文根据不锈钢螺钉卡死机理及试验结果,针对电子装备的不锈钢螺钉装配卡死现象提出的预防措施如下。
1)控制装配角度。从上述试验可知,不锈钢螺钉非90°装配是造成螺钉卡死的主要原因。操作人员每天从事大量的螺钉装配任务,难免存在精力有限,注意力不集中,造成螺钉倾斜装配情况。可利用螺钉垂直装配工装来保证螺钉装配角度,杜绝人员非合格装配动作。
2)控制装配速度。降低预紧和拆卸速度,可降低螺纹牙间的温度,从而减轻黏着磨损,降低不锈钢螺钉装配发生卡死的几率。目前,电动装配工具多为恒定转速(高速或低速),利用装配速度可分段控制装配工具,合理控制装配速度,并保证装配效率。
3)螺纹表面质量检验和管控。若螺纹表面有异物或牙型粗糙,会增加摩擦力,同样会造成螺钉的卡死。应做好螺纹孔清洗工作,保证螺纹牙型间洁净无金属屑末;螺孔加工工具应进行定期校准,不满足要求应进行报废,保证螺纹表面质量。
3 结语
不锈钢螺钉在电子设备中应用广泛,本文从螺钉卡死现象出发,综合分析了造成螺钉卡死现象的原因,发现非90°装配造成了螺纹之间受力不均,产生挤压力,破坏了表面的氧化层,产生黏着磨损,从而造成不锈钢螺钉的卡死。为了避免不锈钢螺钉卡死问题,应积极采取预防措施,降低螺钉的卡死率,保证电子设备的正常生产与交付。
