调心滚子轴承实体保持架兜孔整体单拉孔加工工艺
2019-07-23张玉玲王超郭晓玉崔静伟师歌
张玉玲,王超,郭晓玉,崔静伟,师歌
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039;3.洛阳轴承研究所有限公司,河南 洛阳 471039)
调心滚子轴承径向承载能力高,调心性能良好,能补偿同轴度误差,特别适合重载或冲击载荷下的复杂工况,因而得到广泛应用[1-2]。
调心滚子轴承保持架主要分为2类:一类是采用黄铜、青铜及铝合金等材料的车制实体保持架[3],结构多为轴向孔结构,该类保持架质量大,自润滑性能较差,塑性能力差,生产效率低;另一类为低碳钢的冲压保持架,多采用冲压窗形结构,虽拉伸强度高于实体保持架,但受限于冲压工艺,大尺寸保持架的加工精度难以保证[3]。
随着国防工业的发展,高速、高强度、高精度轴承的出现对保持架材料及结构的选用有着较高的要求。现保持架多采用40CrNiMoA材料,该材料强度较高,耐磨性好,但机加工性能差[4]。某新型调心滚子轴承实体保持架结构特殊,通过对拉刀和工装夹具的设计,完成一种新型调心滚子轴承实体保持架的创新加工工艺。
1 保持架结构及加工难点分析
某新型调心滚子轴承保持架的示意图如图1所示。保持架外形呈碗状,结构为整体兜孔,兜孔轮廓横截面为鼓形,两侧面为圆弧面。由于材料强度较高,壁厚为6 mm,且产品精度要求较高,达到P4精度,不宜采用冲压方式加工,也无法从轴向方向进行铣削加工,而采用径向铣削加工兜孔时会在兜孔四角形成圆角,无法满足产品设计要求。
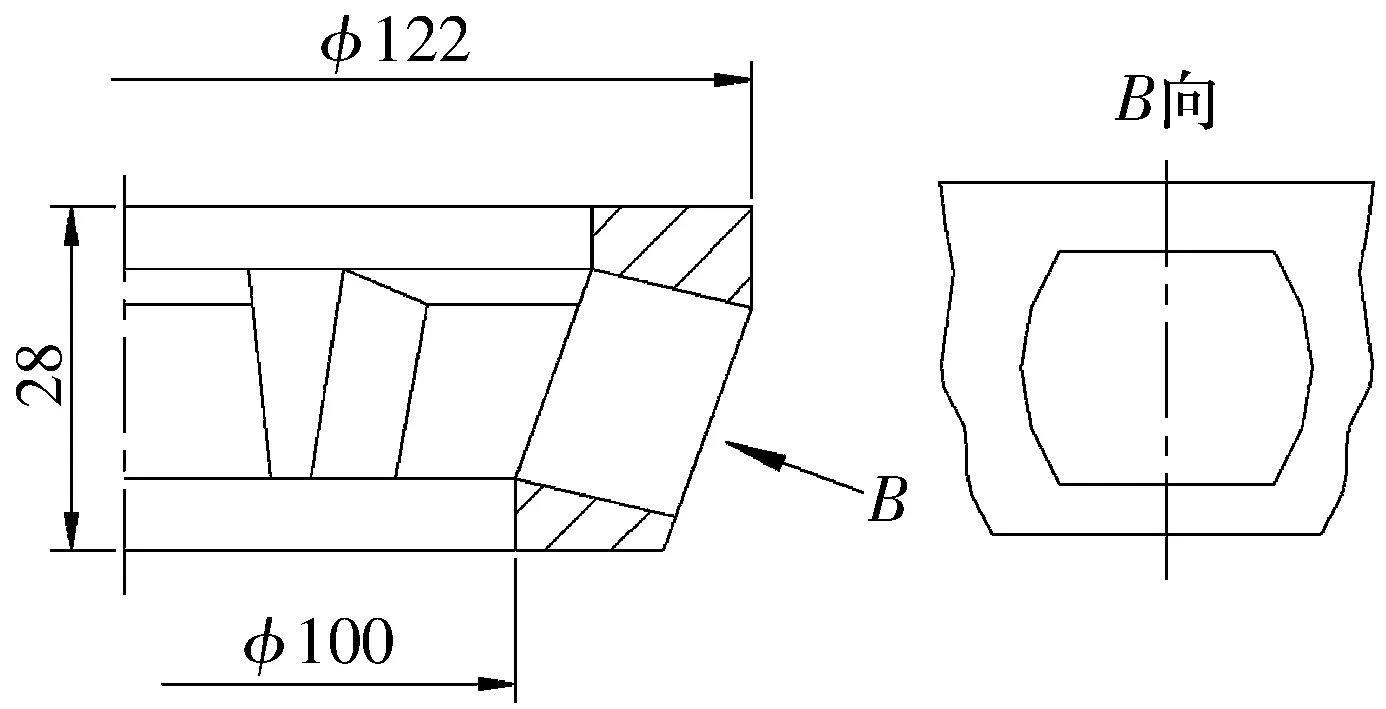
图1 新型调心滚子轴承保持架示意图
采用线切割、电火花等电加工时,兜孔表面会形成40~60 μm烧伤变质层,表面易产生微裂纹,造成保持架强度降低,轴承有潜在的早期失效风险。
2 加工方法的确定
针对加工难点,确定采用拉削加工,由于保持架兜孔中心线与保持架端面呈一定倾斜角度,传统拉削方式无法加工,需采用兜孔整体单孔斜拉削加工工艺,拉刀和拉削工装夹具的设计是加工难点。
2.1 拉刀设计
拉刀材料选用W2Mo9Cr4VCo8,其为钨钼系高碳含钴超硬型高速钢,具有较高的热稳定性、高红硬性、易磨削等特点,在加工超高强度钢等难加工材料时表现出良好的切削性能[5]。
拉削是多齿加工,拉刀后一刀齿比前一刀齿高,其齿形与工件的加工表面吻合,进给量靠后一刀齿的齿升量来实现。拉刀设计时,在一定拉削余量下,齿升量大时所需刀齿数目较少,拉刀长度较短,拉刀刚度较高,但齿升量大,拉削力也大,兜孔表面粗糙度相对较差;齿升量小,则所需刀齿数目较多,拉刀长度较长,拉刀刚度差,加工过程中易发生颤刀现象,影响加工表面粗糙度和几何精度。
综合考虑决定拉刀设计为2把,第1把拉刀(图2)齿形由圆形过渡至鼓形,主要作用是进行粗拉加工,切削开始为圆周方向,单齿齿升量为0.02 mm,齿距为3.5~5.0 mm,以保证足够容屑空间,拉刀圆形齿前角设计为10°,以增加切削刃强度,每齿开3个断屑槽,间隔为120°,前后齿相互交错。随着切削齿形状过渡为鼓形,切削量相对较小,齿升量设计为0.04 mm,前角设计较之前大,以提高切削齿的锋利度,完成粗拉加工及后续定位加工。

图2 第1把拉刀
第2把拉刀(图3)设计为精拉齿和校正齿,精拉齿单齿齿升量0.03 mm,前、后齿相互交错,随着切齿逐步过渡到成形孔,齿升量逐步减少。
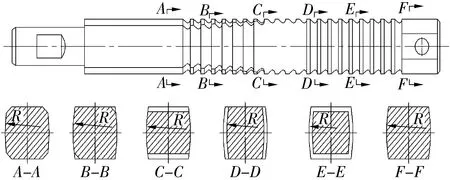
图3 第2把拉刀
校正齿主要起光整作用,目的是提高拉孔过程中被加工孔的几何精度及表面粗糙度,齿与齿之间无切削量,齿数设计为20个。
2.2 工装夹具设计
传统保持架拉削工装为支承盘压盘结构,支承盘下端与机床导轨连接,上部与工件内径配合,压盘置于工件上,下端与工件内径配合,通过工装夹具上方机床上龙门架延伸出的固定螺栓紧固,传统拉削夹具示意图如图4所示。

1—压盘;2—工件;3—拉刀4—支承盘
由于保持架外形为碗状,兜孔与传统保持架直兜孔不同,有一定倾斜角度,无法采用传统拉削夹具,因此需要重新设计拉削工装夹具。
新设计的工装夹具(图5)由过渡转盘、支承盘、压盘、压杆等构成。
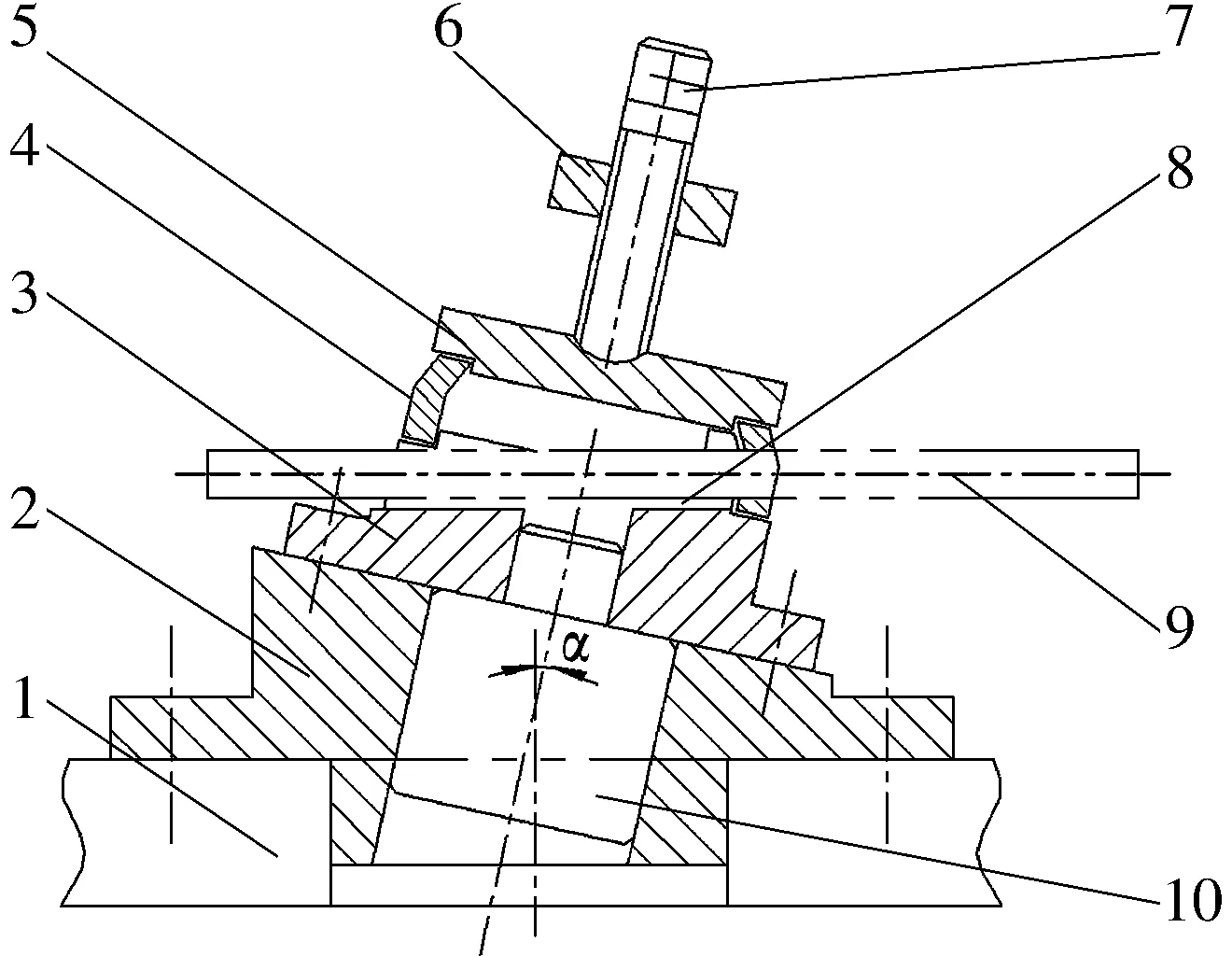
1—机床导轨;2—过渡转盘;3—支承盘;4—工件;5—压盘;6—龙门架;7—压杆;8—空刀槽;9—拉刀;10—定位轴
过渡转盘通过定位轴用螺钉与机床导轨固定连接,其工作面与导轨面成α角(和工件兜孔中心线与端面的夹角一致),其上的定位轴与机床导轨面具有α角。支承盘通过定位轴定心,并采用螺栓与过渡转盘固定,支承盘的工件支承面与导轨面的夹角同样是α;支承盘内的贯穿槽与工件支承面成α角,其空刀槽宽度比兜孔尺寸略大,作用是拉刀在拉削过程中从中穿过,而不与支承盘干涉。空刀槽通过夹具定位后与机床导轨保持水平,从而保证拉刀在水平方向上运动。在拉刀入口处有一与保持架内径形状相似的鼓形台阶,是为了防止拉削过程中工件的变形。
当拉刀前引导部分穿过待加工工件的兜孔后,拉刀由右向左运动,使拉刀可以进行1个孔的拉削。利用兜孔与端面的夹角使拉刀拉削孔后从工件另一端面下方引出,使得拉刀逐齿切削工件,完成工件的拉削过程。
4 结束语
通过设计新型拉刀及工装夹具,采用保持架兜孔单孔斜拉削的加工,在调心滚子轴承保持架兜孔加工方面实现了创新。实际加工产品兜孔精度达到产品要求,并顺利交付用户。
