《铸造技术路线图》摘录熔模铸造
2019-07-23吕志刚
1 概述
熔模铸造工艺具有铸件表面质量好、尺寸精度高、适用合金种类多、铸件复杂、批量灵活等优势。但是,熔模铸造工艺流程复杂,生产周期长,一般用于附加值相对高的铸件的生产。我国20世纪50年代从苏联引进了用于工业产品铸造的熔模铸造工艺,并开始在航空、汽轮机、汽车、拖拉机等制造领域推广。之后又多次引进相关技术,经过消化吸收及后续自主开发,形成了我国目前的熔模铸造工业体系[1]。一般把我国的熔模铸造工业分成三个类别:采用水玻璃型壳的熔模铸造工艺,采用硅溶胶或硅酸乙酯型壳(现已较少采用)生产高附加值铸件的工艺,和采用硅溶胶型壳生产一般商用铸件的工艺[2]。我国采用硅溶胶型壳工艺生产一般商用铸件的工艺技术日趋成熟,在模料、硅溶胶、型壳耐火材料等原材料生产供应,压蜡、制壳、脱蜡、熔炼、清理等设备开发以及熔模铸造工艺设计优化,现场管理等方面都取得了长足的进步。水玻璃型壳工艺在我国的发展有特定的市场环境条件,技术发展主要体现在低温模料和制壳硬化剂改进、型壳质量控制、生产机械化等方面。
目前,熔模铸件几乎覆盖了航空、航天、军工、能源、石化、交通、工程机械等的各个工业领域及医疗、体育、艺术品等诸多行业。在我国,发展熔模铸造工艺对于“两机(航空发动机和燃气轮机)”工程的建设具有重要战略意义。我国已经明确提出了大涵道比大型涡扇航空发动机、F级及G/H级重型燃气轮机等重点型号的研制路线图[3],对应的高温涡轮叶片、大型整体铸造机匣等高难度铸件的研制是型号成功的重要前提。
在熔模铸造技术的发展中,航空发动机和燃气轮机定向/单晶涡轮叶片熔模铸造技术是先进熔模铸造技术的综合体现,直接促进了熔模铸造在高温合金熔炼及浇注工艺、定向/单晶凝固控制、型壳材料和陶瓷型芯技术等方面的进步。其中,钛合金熔模铸造的技术进步主要在于面层型壳制备和熔炼技术。以氧化钇为耐火材料、醋酸锆为粘结剂的型壳体系得到成功应用,而硅基面层粘结剂的工艺性更优,也受到关注并实际应用。真空自耗电极电弧凝壳炉则是当前钛合金熔模铸造的主要熔炼设备,感应式熔炼设备的研发在积极推进。铝合金熔模铸造除了采用沾浆制壳方式获得铸型,还可以采用石膏作为粘结剂,以灌浆方法制备铸型。石膏型熔模铸造的关键技术之一在于石膏混合料的材料选择和配制,现在已经形成商业化的供应。真空浇注、加压凝固、振动凝固等技术在铝合金熔模铸造中也得到应用。
大型熔模铸造的发展也促进了熔模铸造整体工艺的革新,大型压蜡设备、重载制壳机械手、大型脱蜡釜、加热设备、熔炼浇注设备等不断涌现,有针对性的工艺研究也在持续进行。新材料、新技术的引入对熔模铸造工艺产生积极影响,例如快速成形技术与熔模铸造技术结合,实现了更加灵活的生产组织。基于熔模铸造工艺特点的零件结构优化技术为熔模铸造打开了更广的市场空间。绿色、节能技术保障了熔模铸造可持续发展。
虽然熔模铸造技术不断进步,但随着装备制造业的发展,金属结构件的形状更复杂,精度要求更高,特别是航空航天、军工、能源等产业对铸件的要求更趋于严苛。熔模铸造工艺也面对一些困难和挑战:
1)熔模铸件组织和性能控制更加严格。组织是铸件获得优良性能的保障,但熔模铸造工艺过程中,影响组织的因素多,机理复杂,特别是定向凝固组织和单晶的实现,对于航空发动机和燃气轮机涡轮叶片的高温性能实现具有重要意义。
2)复杂陶瓷型芯制造和脱芯技术需求更加迫切。陶瓷型芯是熔模铸造形成内腔的重要手段。陶瓷型芯的难度在于既要保证力学强度,还要有利于从铸件中脱除。如何平衡型芯抗破坏和变形能力与方便脱除的矛盾是工艺难点。当铸件内腔结构日趋复杂时,对陶瓷型芯的成形工艺也会提出更大挑战。
3)大型铸件生产中需要适用装备和采用相应工艺措施。尺寸精度控制、金属液充型能力和补缩能力保证等技术手段也要相应提高。
4)熔模铸造的数字化、智能化存在挑战。由于熔模铸件形状复杂、热型浇注、充型方案多样等特点使其模型的边界条件更加复杂,材料热物性参数对铸造过程的模拟结果影响更大。熔模铸件的合金种类也更多,关键热物性参数的获得和特殊条件下工艺模型的建立是技术难点和需要解决的问题。熔模铸造因为工艺环节多,人为因素对整个工艺的可靠性影响大,通过机械化、特别是智能化改造,有利于熔模铸造工艺技术水平的整体提升,但实现上存在技术难度。
5)绿色铸造的挑战。为了适应不断提高的环保要求,型壳材料的回用和废物利用问题,废水、废气处理,除尘,噪音控制等仍需关注和进一步解决。
总体看,熔模铸造工艺面对问题和挑战,仍在不断寻求突破,整体向铸件要求极端化,合金种类多样化,工艺手段综合化和过程控制精细化方向发展。
2 关键技术
2.1 定向、单晶空心叶片制造技术
2.1.1 现状
随着航空发动机和燃气轮机涡轮前端工作温度的不断提升,定向/单晶叶片的生产已经成为产业竞争的重要一环,而定向/单晶凝固控制技术成为关键技术。我国从20世纪60年代中铸造出第一代空心镍基高温合金涡轮叶片,随后开始定向凝固合金和叶片的研制,目前已经有了系列的定向和单晶合金,并掌握了定向/单晶凝固控制技术。水冷结晶快速定向凝固技术已经较为成熟,而为了实现高的凝固前沿过冷度,液态金属冷却定向凝固等新技术和装备在不断研发中[4]。与此同时,为了适应定向凝固过程中金属液保持高温时间长,对型壳和型芯高温性能要求高的条件,研制了适用的铸型材料和陶瓷型芯材料及制备工艺。
在燃气轮机领域,为了提高燃机效率,航空叶片制造技术向燃机领域拓展,用于燃机的高温涡轮叶片也开始采用定向/单晶技术。
为了更好地研究工艺参数对凝固组织的影响,减少实际生产中的试错过程,缩短产品试制周期和降低成本,国内的研究者开展了合金凝固组织的计算机模拟工作,模拟不同抽拉速度下叶片内部的温度分布,模拟叶片的微观组织演变。
2.1.2 挑战
伴随着航空发动机和燃气轮机工作效率不断提升的需求,叶片工作温度还在不断提升,相应的定向及单晶叶片制造技术面对的挑战是:
1)随着叶片结构的变化,特别是重型燃气轮机叶片尺寸大,单晶控制难度增大,为了更好地实现定向凝固及单晶制备,需要高温度梯度的定向凝固设备和对工艺参数进行更加精准地控制,减少和抑制由于工艺环境和形状界面变化对凝固组织的影响。另外,为了实现更优高温性能的合金,以及减少昂贵合金元素添加等因素,高温合金的研发仍在进行,结合新合金的凝固控制工艺研究仍需细致开展。
2)组织形态是定向/单晶是叶片获得优异高温性能的重要条件,而组织的检查和评价是对叶片工作可靠性保障的重要基础。组织检测及性能评价能力需要进一步提高。
2.1.3 目标
1)预计到2020年,要达到的目标:
定向叶片生产技术更趋成熟,成品率提升。单晶叶片满足航空发动机研制和生产需求,定向、单晶叶片技术能够满足F级重型燃气轮机制造需求,叶片合格率超过70%.
2)预计到2030年,要达到的目标:
全面掌握单晶叶片生产技术,成品率与国际先进水平相当。满足G/H级重型燃气轮机生产和未来研制要求。计算机对微观组织演变的模拟技术成功应用于工艺开发实践中。
2.2 大型、薄壁、复杂熔模铸件近净成形技术
2.2.1 现状
为了满足航空、航天装备轻量化的需求,零件功能集成化和部件整体化带来了对大型精密铸件生产的现实需求,如航空发动机机匣、航天发动机进气道等,这些用于高端装备的零件,往往又同时具有形状复杂、薄壁的特征。国际上生产的大型钛合金铸件直径达2 m,最小壁厚1~2 mm.国内的大型熔模铸件生产也已专业化,装备方面配备了适合大尺寸蜡模压制的压蜡机、重型制壳机械手、大型真空熔炼装备等。工艺方面也针对大型蜡模模具的设计、大型蜡模的拼接以及蜡模、型壳、铸件尺寸的变化规律等进行了探索,通过实践总结了金属液的充型、补缩规律,进一步完善熔模铸造条件下的铸件工艺设计,基本满足了我国新型航空、航天等领域的装备研制和传统型号的生产需求。
2.2.2 挑战
随着新型航空、航天装备研发的不断推进,铸件的尺寸更大,同时对铸件的尺寸精度、表面质量、内在质量的要求更加严格,相应的熔模铸造技术面对的挑战是:
1)适用性大型装备及工装的研发。铸件大型化同时带来蜡模、型壳的大型化。在熔模铸造全工艺链条上,工艺装备都需要有相应的大尺寸物料容纳能力,以及蜡模、型壳、铸件单体重量增加带来的原材料供应和夹持、装载等适应能力。在压蜡机、制壳机械手、真空熔炼装备等关键工艺装备方面需要相应的调整。对于一些关键的熔模铸件,热等静压是必要的后处理工艺,所以需要大装载空间的热等静压设备。
2)大型铸件的精度控制和内在质量保证。大型、复杂铸件的尺寸检查和形状矫正难度加大,需要对其在全工艺链条中的尺寸变化规律有更深入的理解和有效的控制才能从源头提高精度。而铸件内在质量也与诸多工艺因素有关,包括金属液-型壳作用,外来杂质控制,金属液补缩。同时由于充型路径复杂,金属液流动路径长带来的不同铸件部位性能的一致性控制等问题凸显。
3)对于大型铸件生产,提供高稳定性的型壳涂料体系也成为挑战。大型铸件的制壳需要大型涂料桶,涂料单次装载量大而更换周期长,需要更加稳定的涂料体系,以防止由于涂料性能变化影响型壳质量或由于涂料失效导致大量浪费。
2.2.3 目标
1)预计到2020年,要达到的目标:
满足大涵道比大型涡扇发动机研制需要,整体铸造机匣直径超1 300 mm.提高量产发动机型号机匣等大型铸件成品率。
2)预计到2030年,要达到的目标:
稳定批量供应大涵道比大型涡扇发动机商业运营需要,整体铸造机匣直径超1 500 mm.在大型、薄壁、复杂铸件生产方面形成专业力量,完善材料、装备、工艺体系。产品质量接近或达到国际先进水平。
2.3 钛合金新型熔炼方法及面层材料与型壳技术
2.3.1 现状
钛合金比强度高,耐腐蚀,在航空、航天、航海等领域均有重要应用。但是钛合金熔液具有高活性,会与绝大多数耐火材料反应。钛合金熔炼和对应的熔模铸造面层材料和制造技术成为关键技术。我国通过技术引进和自主开发相结合,成功开展了高惰性氧化物陶瓷型壳的钛合金熔模铸造工艺的研究工作,实现了原材料的国产化,为我国航空、航天工业提供了稳定的铸件供应。为了降低制壳材料成本和获得更加稳定的粘结剂,国内的研究单位也开展了多种粘结剂和耐火材料的开发及生产验证。
钛合金熔模铸造的熔炼、浇注设备也对钛合金熔模铸造的生产具有决定性作用。真空自耗电极电弧凝壳炉仍然是主流设备,而可以实现更大金属液过热度的感应熔炼设备尚处于开发过程中。由于钛合金金属液流动性不佳,在充填复杂、薄壁铸件时,多采用离心浇注。针对离心条件下的金属液充填特征、组织状态、缺陷规律等,研究者开展了系统工作。
Ti-Al基金属间化合物的应用中,相应的熔模铸造工艺与钛合金也具有一定共通性。但针对Ti-Al合金的铸造特性,更多的工艺研究仍需进行。
2.3.2 挑战
作为一种重要的轻金属,钛合金在高端装备中的应用得以不断拓展,但钛合金本身是一种高活性金属,在铸造工艺实现中面对的挑战是:
1)需要工艺稳定性高的面层型壳体系。目前广泛采用的面层型壳体系存在涂料稳定性差,面层型壳易剥落等缺陷,容易引发钛合金铸件内部夹杂。钛合金熔体与面层的界面反应形成的污染层对铸件力学性能有影响,反应机理及相应的工艺控制手段也是需要着重解决的问题。另外,随着装备可靠性要求的提高,对铸件缺陷的标准制定也需要开展研究,研究缺陷对铸件性能的影响规律。热等静压是提高钛合金关键铸件可靠性的手段,缺陷的修复机制也需要深入研究。
2)开发新型大容量钛合金熔炼设备。合格的金属液是获得高质量铸件的基础。钛合金熔炼具有较大的困难。感应熔炼钛合金是目前关注的热点,当前的感应熔炼设备能够实现的熔炼量还偏低,可浇注的铸件重量受到制约。
2.3.3 目标
1)预计到2020年,要达到的目标:
现有工艺稳定性提高,铸件成品率提升。满足航空航天装备研发和现有装备批量生产需求。对钛合金熔模铸造常见缺陷有更深入理解。
2)预计到2030年,要达到的目标:
钛合金面层涂料稳定性和型壳质量提高,根据不同性能要求形成多种涂料体系。钛合金熔炼工艺和设备取得突破,铸造成本下降,在更多领域得到应用。Ti-Al金属间化合物熔模铸造工艺成熟。
2.4 熔模铸件复杂内腔成形用的陶瓷型芯制备技术
2.4.1 现状
熔模铸造之所以能够成形高复杂形状铸件,合理使用陶瓷型芯是重要的工艺手段。陶瓷型芯根据铸件内腔形状预先制备,在压制熔模时与熔模合为一体,经过制壳脱蜡后,陶瓷型芯与型壳共同构成铸型,铸造后陶瓷型芯从铸件中脱除,这样大大降低了铸件内腔的制壳难度,能够形成复杂而细小、狭窄的内腔形状。熔模铸造发达国家的陶瓷型芯技术相对成熟,并形成了专业化商品供应。我国在陶瓷型芯研究方面也开展了长期研究,特别是针对定向和单晶叶片的陶瓷型芯。为了满足长周期热作用下陶瓷型芯稳定性要求,针对陶瓷型芯基体材料和矿化剂、型芯孔隙率控制方面进行探索,硅基陶瓷型芯已经应用于实际生产,铝基陶瓷型芯的性能也在不断改善。为了实现陶瓷型芯的良好脱除,多采用物理脱芯和化学脱芯联合的方法,利用化学腐蚀、液流冲击等手段,采用专用的脱芯装置。
2.4.2 挑战
陶瓷型芯是熔模铸造工艺实现复杂内腔的重要手段,特别是对于具有复杂内腔的铸件如叶片等而言,陶瓷型芯技术是关键技术之一。随着铸件内腔结构复杂性和质量可靠性的提高,陶瓷型芯面对的挑战是:
1)解决高复杂形状陶瓷型芯的成形问题。为了应对更高温度下工作的挑战,航空发动机及燃气轮机的涡轮叶片冷却结构由传统的对流、回流、气膜冷却向发散冷却、层板冷却方式改进,叶片由单层壁向双层壁、多层壁发展[5],内腔结构的复杂性提高带来陶瓷型芯的结构更趋复杂。制造形状复杂、具有更多微细结构的陶瓷型芯成为新的挑战。传统制芯工艺的提升,或者新的制芯工艺的提出成为需要解决的问题。
2)制备型芯工作强度与脱除性综合优化的陶瓷型芯的挑战。满足型芯在压蜡、制壳、浇注过程中的抗破坏能力和提高型芯从金属铸件中脱除性能一直是陶瓷型芯面对的突出矛盾,尚没有很好的解决方法。随着型芯结构日趋复杂,矛盾更加突出。需要从陶瓷型芯强度形成机制出发,通过对陶瓷型芯成分的组分设计,优化陶瓷型芯的组织、性能和通过制造方法的革新控制型芯孔隙率,在强度和脱除性方面寻得更好的平衡。
3)陶瓷型芯的脱除工艺与装备的挑战。陶瓷型芯的脱除依靠专门的装备,脱芯效率与脱芯工艺和相应的装备有直接关系。型芯高效率脱除对于降低生产周期具有重要意义。型芯脱除后的型芯残留检测方法也需要特别关注。
2.4.3 目标
1)预计到2020年,要达到的目标:
陶瓷型芯的专业化生产和供应更趋完善。硅基陶瓷型芯应用比较成熟,铝基或其他高温稳定性更好的陶瓷型芯进一步开发。陶瓷型芯技术满足目前航空发动机和F级燃机空心涡轮叶片的需求。
2)预计到2030年,要达到的目标:
陶瓷型芯满足下一代航空发动机和G/H级燃机涡轮叶片冷却孔腔制造要求。高温稳定性好的陶瓷型芯制造工艺成熟。结构复杂的陶瓷型芯制备工艺成熟,快速成形技术在陶瓷型芯制造中得以应用。型芯脱除工艺和装备更新,脱除效率得以提高。
2.5 熔模铸造工艺的机械化、自动化、信息化、智能化改造
2.5.1 现状
熔模铸造工序流程长,影响铸件质量的因素多,工艺稳定性对铸件质量影响大。实现机械化、自动化不仅有利于降低操作人员劳动强度,更有利于减少人工干预,对高精度的工艺质量控制具有重要意义。我国不同类型企业的装备水平差别比较大。面向航空、航天、燃气轮机供应高附加值铸件的企业多装备有现代化的装备,关键装备包括压蜡机、制壳机械手、干燥线、脱蜡釜、焙烧炉、熔炼浇注装置、后处理装备及各种分析、检验设备。一般商用铸件的铸造企业,考虑到资金投入限制,工艺设备在参数控制精度、自动化程度等方面降低要求,压缩了设备投入,降低运行成本。
熔模铸造生产的数字化也是行业关注的焦点。针对熔模铸造工艺的温度场、流场、应力场和组织场的模拟软件开发持续进行,为熔模铸造工艺设计数字化提供了好的基础。另一方面,结合熔模铸造企业管理,信息化采集和管理软件也不断进步。
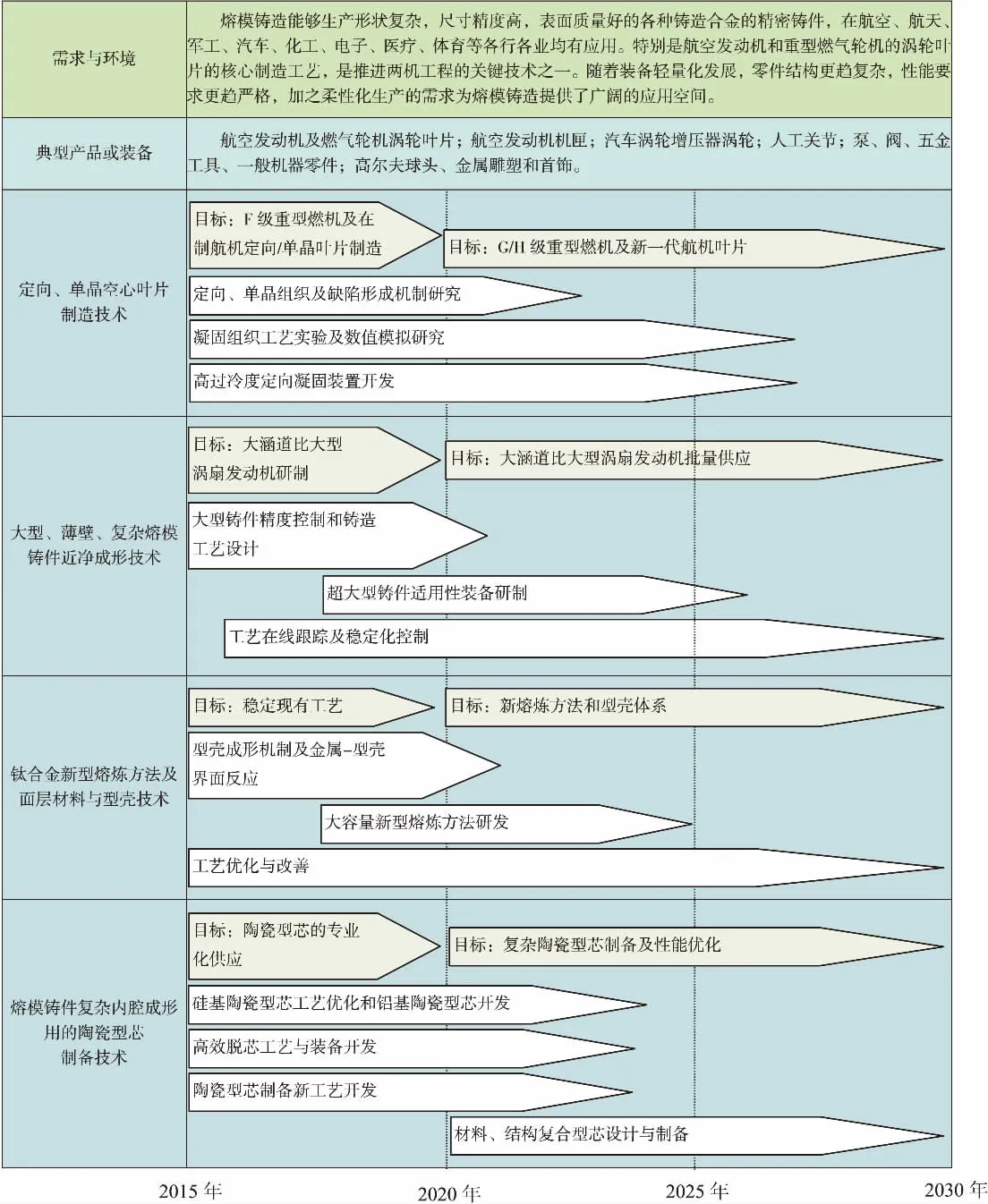
图1 熔模铸造技术路线图
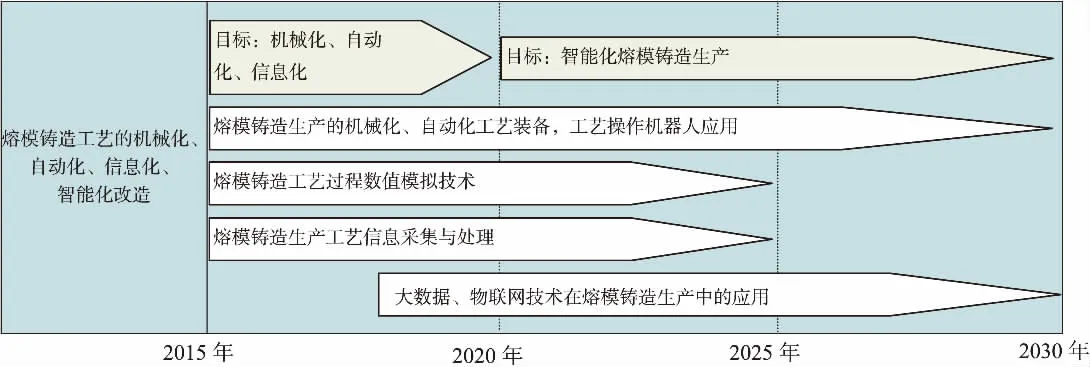
图1 熔模铸造技术路线图
快速成形技术同样具有制造复杂形状的优势,相对而言,高分子材料的快速成形技术更加成熟。用快速成形方法制造熔模,进而采用熔模铸造复制金属铸件的工艺已经在工业生产中成功实践。能够自动完成数据采集、分析、集成,并对工艺进行反馈,驱动工艺装备操作的智能化熔模铸造生产模式正在逐步形成。
2.5.2 挑战
为了实现熔模铸造的工艺稳定性和可靠性,工艺的控制更加重要。随着铸件要求的提升,熔模铸造工艺在机械化、自动化、信息化和智能化方面面临的挑战是:
1)针对长流程、多物料的生产过程的工艺跟踪与数据采集存在难度。熔模铸造是个高分子、陶瓷、金属材料成形方法的集成,工艺过程经历多个工艺黑箱,工艺的数据采集具有一定难度。而缺乏工艺数据的支撑,制造过程的智能化就缺乏基础。
2)针对复杂形状的适用化装备开发有挑战。熔模铸造的工艺特点决定了其生产的铸件往往具有形状复杂的特点。特别是在多品种、小批量的情况下,工艺装备对加工对象的形状适应性就非常重要,需要一定的柔性化系统。
3)采集熔模铸造工艺数据并进行有效挖掘存在挑战。熔模铸造生产中,在诸多工艺环节中产生大量的工艺数据,熔模铸造的经验性数据依然是工艺优化提升的重要基础。如何有效地采集和管理数据,开展必要的整理和挖掘,不断丰富工艺知识库是需要解决的问题。针对物料种类多、工艺环节多的特点,加强过程跟踪,借助物联网技术,推动制造过程智能化也非常必要。
4)快速成形工艺与熔模铸造的深入结合存在挑战。在熔模铸造工艺进步中,应发挥不同工艺方法的各自优势,推动快速成形制造熔模的高精度、低成本、高效率发展。探索快速成形技术在型壳(铸型)、型芯制造中的应用。
2.5.3 目标
1)预计到2020年,要达到的目标:
在工艺操作方面,更大范围实现机械化操作,减少人工。快速成形技术与熔模铸造工艺进一步融合,分步骤实现工艺数据的全过程采集和分析,流场和温度场数值模拟软件在更多企业得到应用。
2)预计到2030年,要达到的目标:
在熔模铸造企业全面实现信息化集成,大数据技术在企业经验数据管理开发中得到应用,数值模拟技术进一步提升,在组织、性能模拟预测方面有更大范围应用。企业内实现物联网,实现智能化生产和组织,适应多品种小批量的快速工艺设定,优化工艺路径,快速实现铸件供应。建立完整的工艺和铸件标准体系,实现柔性化生产。
3 技术路线图
熔模铸造技术路线图如图1所示。
