PLC及无线通讯技术在选煤集控系统的探讨应用
2019-07-19武琳
武琳

摘要:通過PLC主机完成整个选煤线的顺序控制、闭环控制、状态监测、显示、无线通讯系统和下位机控制系统组成,实现选煤厂生产过程控制,管线敷设量很大程度的减少,减少了电气安装工作量,费用大大降低。解决了通讯线缆布线复杂、电缆损坏率高的技术难题,实现集中控制系统数据无线通讯和自动化水平的提高以及无线网络的覆盖,能够推动选煤行业网络化和自动化技术的进一步发展。
Abstract: It completes the sequence control, closed-loop control, condition monitoring, display, wireless communication system and lower-level machine control system of the whole coal preparation line through PLC mainframe to realize the production process control of coal preparation plant. The amount of pipeline laying is greatly reduced, the electrical installation workload is reduced, and the cost is greatly reduced. The utility model solves the technical problem that the communication cable has complicated wiring and high cable damage rate, realizes the improvement of the wireless communication and automation level of the centralized control system and the coverage of the wireless network, and can promote the further development of the network and automation technology of the coal preparation industry.
关键词:PLC;无线通讯;技术;选煤;集控;应用
Key words: PLC;wireless communication;technology;coal preparation;centralized control;application
中图分类号:TD67 文献标识码:A 文章编号:1006-4311(2019)09-0165-03
0 引言
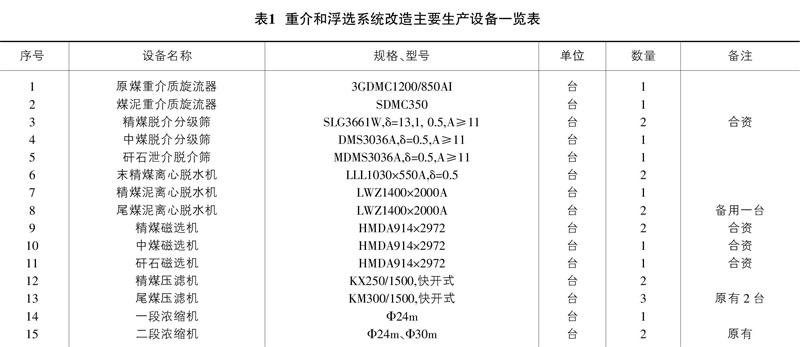
田陈煤矿选煤厂于1994年底建成投产,设计能力为120×104吨/年,采用混合跳汰,粗、细粒煤泥分别由沉降过滤离心机和压滤机回收工艺。煤种为1/3焦煤,主要产品为六级(枣庄1#)冶炼精煤,并具有低灰低硫、高发热量等特点,深受用户欢迎。选煤厂投产后,增加了矿井的经济效益,15年入洗能力一直保持在100×104吨以上,为枣矿集团公司创造了很大的经济效益。05年,由于井下地质条件变化,煤质较差,现有生产工艺已暴露出不适应煤质变化、精煤产率低以及煤泥水处理能力不足等问题。08年,为提高分选精度及精煤回收率,确保产品结构调整灵活、保证产品质量的稳定性,对现有选煤厂进行改扩建,在现有浮选车间增设重介选煤系统和浮选系统,对现有煤泥水系统进行改造扩建。建设规模:重介技术改造工程设计入选能力150万吨/年;煤泥浮选工程设计入选能力30万吨/年;重介质选煤分选下限<0.075mm,+0.25mm级煤泥回收,仅-0.25mm级煤泥进浮选。浮选精煤采用沉降过滤离心机和压滤机联合脱水回收,尾煤泥水采用两段浓缩、两段回收工艺,洗水闭路循环,环保节能。在现有浮选车间布置重介和浮选系统,新建一段浓缩车间和中、矸运储系统、药剂库,扩建调度室、集控室。洗选工艺、设备、管理较为先进,智能化管控现状已不适应创新时代,缺乏集控系统自动化水平以及无线网络智能化。(表1)
随着可编程控制器功能的不断完善,PLC 技术在选煤厂集中控制领域运用越来越广泛,我国选煤控制网络化和自动化技术进入新的阶段。原煤洗选要经过较为复杂的工艺流程,整个过程需要采集近千条信号。重介质旋流器选煤技术以其分选效率高、处理能力大等优势越来越受到人们的重视,市场份额逐年提高。为保证重介质选煤能够获得优质、稳定的产品及提高分选效率,选煤过程中一些主要工艺参数必须控制在最佳范围内。因此,现场较多设备分布分散,使用线缆将各处设备信息接入全厂集中控制系统,现场施工量大且费用较高,采用电缆连接,带来通讯线缆布线复杂,电缆损坏率高,维护不方便的技术难题。不断提高与改进重介质选煤工艺参数自动测控系统的功能尤为关键。
1 技术措施方案
该系统技术是克服现有技术中选煤厂通讯线缆布线复杂、电缆损坏率高的技术难题,实现了选煤厂集中控制系统数据无线通讯和自动化水平的提高以及选煤厂厂区范围内无线网络的覆盖,推动我国选煤厂网络化和自动化技术的进一步发展。解决的技术问题在于针对上述现有技术中的不足,提供一种基于PLC的选煤厂集控系统,用于远程监视设备运行状态并进行自动化控制。(图1)
基于PLC的選煤厂集控系统,包括PLC主机,PLC主机通过模拟量输入分别与密度计、液位计和磁含量计连接用于信息采集,PLC主机通过模拟量输出与PLC控制器连接用于设备控制,PLC主机还连接有工业用计算机用于远程集控,由原煤生产系统及外调煤、上煤、反煤系统组成集中控制系统,通过PLC主机完成整个选煤线的顺序控制、闭环控制、状态监测及显示。具体的PLC控制器分别连接有分流箱和加水阀门,并通过PROFIBUS-DP网络与PLC主机连接。PLC主机连接有用于采集设备运行状态的数字量输入和数字量输出。PLC主机连接有报警装置用于在设备故障时发出声光报警。分流箱和加水阀门均连接有用于集中就地切换的就地箱。PLC主机通过ESM电气交换机模块与集控室的工业用计算机连接。选煤集控系统采用的网络为ROFIBUS-DP和以太网。基于无线通讯的选煤厂PLC 集中控制系统,包括综合管理系统、生产监视系统和现场控制系统,综合管理系统由数据工作站、网络控制柜、系统运行机组以及用于综合管理的工业电脑通过工业以太网相互连接组成,其中,数据工作站通过工业以太网经网络控制柜接收现场控制系统的数据信息,它们之间采用工业屏蔽双绞线相连;系统运行机组与现场控制系统通过数据线和工业屏蔽双绞线相连,完成对控制系统的驱动、启停;工业电脑通过工业屏蔽双绞线与网络控制柜中的网络交换机相连。数据工作站用于完成存储选煤厂各类数据,包括传感器采集的洗选设备运行参数、闭路电视采集的洗选监控画面、报警记录、检修记录以及各类工作计划报表;网络控制柜内部包括网络交换机和路由器,提供选煤厂的网络运行平台、数据交换和网络运行监控;系统运行机组提供控制系统各程序的安装、运行平台;所述工业电脑通过浏览器依靠厂区工业以太网链接到上位机监控界面,用来实现随时对选煤厂各生产过程进行监视;生产监视系统由摄像机、闭路电视、投影仪、工业计算机以及打印机相互连接组成,其中,摄像机与工业计算机通过VGA 视频线相连,闭路电视和投影仪通过HDMI 视频线与工业计算机相连,打印机通过USB 数据线与工业计算机相连,实现对选煤厂生产过程的监控以及完成打印工作计划报表工作;现场控制系统由下位机控制总站、下位机控制分站以及用于采集煤炭洗选设备运行参数,管道压力以及仓位信号的各类传感器组成;系统下位机控制总站通过RS485/232 数据线与下传数传电台相连接;下位机控制分站通过RS485/232 数据线与上传数传电台相连接;数传电台和上传数传电台之间通过无线通讯模块连接进行数据传输;下位机控制总站通过RS485/232 数据线与工业计算机相连(图2所示)。
2 应用实例
该系统提供了一种基于无线通讯的选煤厂PLC 集中控制系统(如图3 所示),主要由综合管理系统1、生产监视系统2 和现场控制系统3 组成。其中综合管理系统1 由数据工作站4、网络控制柜5、系统运行机组6 以及总工和厂长用于综合管理的工业电脑7 通过工业以太网相互连接组成,考虑到各服务器与总工和厂长用于综合管理的工业电脑7 之间物理距离短,本系统综合管理系统1 各组成部分通过工业以太网实现数据通讯,具体通过工业屏蔽双绞线进行连接。其中,数据工作站4通过工业以太网经网络控制柜5 接收现场控制系统的数据信息,它们之间采用工业屏蔽双绞线相连;系统运行机组6 与现场控制系统3 通过数据线和工业屏蔽双绞线相连,完成对控制系统的驱动、启停;工业电脑7 通过工业屏蔽双绞线与网络控制柜5 中的网络交换机相连。数据工作站4 用来完成存储选煤厂各类数据,包括传感器14 采集的洗选设备运行参数、闭路电视9 采集的洗选监控画面、报警记录、检修记录以及各类工作计划报表等。网络控制柜5,内部包括网络交换机和路由器,提供选煤厂工业以太网和工业无线网的运行平台、数据交换和网络运行监控。系统运行机组6 提供控制系统各程序的安装、运行平台。总工和厂长的工业电脑7 通过浏览器依靠厂区工业以太网链接到上位机监控界面,可以实现随时对选煤厂各生产过程进行监视。生产监视系统2 由摄像机8、闭路电视9、投影仪10、工业计算机11 和打印机12组成,其中,摄像机8 与工业计算机11 通过VGA 视频线相连,闭路电视9 和投影仪10 通过HDMI 视频线与工业计算机11 相连,打印机12 通过USB 数据线与工业计算机11 相连,完成对选煤厂生产过程的监控以及完成打印各工作计划报表等工作。其中摄像机8、闭路电视9 和投影仪10 完成对选煤厂生产过程的画面采集并在集控中心实现画面显示与危险报警等。而工业计算机11 用来安装上位机控制系统,实现对选煤厂生产过程的控制,包括设备启停、过程控制以及报警处理等。打印机11 实现集控中心各类工作计划报表的打印。现场控制系统3 由下位机控制总站13、分站以及用于采集煤炭洗选设备相关数据的各类传感器组成,完成对选煤厂生产设备的控制。系统下位机控制总站13 安装有无线通讯模块并通过数据信号线与下传数传电台16 相连接。下位机控制分站14 也安装有无线通讯模块并通过数据信号线与上传数传电台15 相连接。下位机控制总站13 连接的下传数传电台16 和下位机控制分站14 连接的上传数传电台15 之间通过上述无线通讯模块所构成的无线局域网相连接,进行数据传输。其中传感器用于采集现场煤炭洗选设备的运行参数,管道压力、仓位等信号。本实用新型将基于无线通讯的PLC 集中控制系统应用于选煤厂,解决了通讯线缆布线复杂、电缆损坏率高的技术难题,实现了选煤厂集中控制系统数据无线通讯和自动化水平的提高以及选煤厂厂区范围内无线网络的覆盖,能够推动我国选煤厂网络化和自动化技术的进一步发展。
3 技术应用效果
PLC主机采用S7-300,PLC控制器采用ET200M,与现有技术相比,本技术具有的有益效果:基于PLC的选煤集控系统采用ROFIBUS总线结构,以及成熟的以太网技术,使得现场管线敷设量很大程度的减少,同时也进一步减少了电气系统的安装工作量,电缆购置费用和安装主附材费用比传统控制方式降低30~40%。本技术对参控设备都设置了就地控制箱,有效保证系统正常运行以及进行调试检修工作。系统运行良好,可靠性高,而且程序简洁,维护方便,保证了装置的长周期运行,经济效益高。无线通讯的PLC 集中控制系统应用于选煤厂,解决了选煤厂现场布线复杂,电缆损坏率高的技术难题,减少施工量、维护工作量和基建成本。本系统技术通过下位机总站S7-300 PLC与ET200M分布式I/O分站之间数据的无线传输,可为选煤厂厂区范围内后续营建无线网络覆盖打下技术基础,使厂区范围内无线设备的运用成为可能,使田陈煤矿不断创新发展,实现降本增效、快捷高效的洗煤、运销一体化流程,促使煤炭洗选行业网络化和自动化技术更上一个新的台阶。
参考文献:
[1]尹丽娜,等.Viaul c++在煤机监控系统中的应用[J].煤炭机械,2012,33(3):197-198.
[2]刘凤,等.洗煤厂集中自动化控制系统设计[J].煤炭机械,2013,34(6):255-258.
[3]李晓磊.洗煤厂集中控制系统的优化设计探讨[J].工业技术,2014(6):102.