细小砂芯模具的优化设计及制芯方法
2019-07-15张俊
张 俊
(广西玉柴机器股份有限公司,广西 玉林537005)
铸造模具[1]是铸造过程中必不可少的部分,其主要作用是制造砂芯,从而进行产品毛坯的生产。铸造模具一般都安装在射芯机[2]上使用,通过射芯机来实现射砂及顶芯过程,射芯机的主要结构包括上芯盒、下芯盒、射砂系统和顶芯系统等四大组成部分。
顶芯系统[3]通常是由一定数量的顶芯杆和顶芯板组成。顶芯杆一般装于顶芯板上,顶芯板按照一定的顺序顶出砂芯,一般的顶芯顺序主要有三步,它们分别是:首先是侧向顶芯,其次是上部顶芯,最后是下部顶芯。砂芯最终是由下顶芯板将其顶出至一定高度,再借由人工或机械设备将砂芯取出,从而完成整个制芯过程。故下顶芯板上的下顶芯杆的合理布置对砂芯的顺利及平稳顶出就显得至关重要。
由于砂芯在横向和纵向的尺寸比例较大,砂芯在一定程度上不能平稳顶出,因此铸造模具通常只用来生产形状较大的砂芯。然而,受铸造产品设计等因素的影响,铸造工艺中往往存在着许多细小的砂芯,相比于形状较大的砂芯,这些细小砂芯更难以通过下顶芯杆实现平稳顶出。遇到此种情况时,目前的解决方法一般是更改已经设计好的产品结构,舍弃设计最佳的产品结构,或者是采用更复杂、更昂贵的砂来进行制芯的制造方法,来实现砂芯的顺利制芯。这不仅给产品的设计带来了不便,还增加了产品设计成本和生产成本。这无疑在一定程度上制约了模具行业的发展。
针对上述问题,本文提供一种细小砂芯顶芯结构及制芯方法,旨在解决细小砂芯无法平稳顶芯的难题,为细小砂芯提供一种简单、易操作的顶芯机构及制芯方法,解决因细小砂芯存在而导致产品设计成本和生产成本增加的问题,为细小砂芯模具的设计及制芯方法提供了可行的技术参考。
1 顶芯结构
本文以公司某款柴油机气缸体产品上的细小砂芯为例,如图1所示,提供了一种细小砂芯顶芯结构。

图1 某款柴油机气缸体产品上的细小砂芯
如图2所示,如果按照传统的模具设计方法,只能在图中的三个位置布置几乎在同一条直线上的三根顶芯杆,虽然这样也能实现此细小砂芯的制芯,但主要有两个问题:
(1)三根基本在同一直线上的顶芯杆,无法平稳的将砂芯顶出,砂芯容易掉下去而摔烂报废;
(2)为了降低砂芯报废的风险,只能使用更昂贵的砂来提高砂芯的耐摔性,增加制芯成本。

图2 传统方法设计的顶芯杆布置
为了解决细小砂芯不能平稳顶芯的难题,降低制芯成本,对细小砂芯模具进行了优化设计。
如图3~图5所示,本细小砂芯模具顶芯结构,包括上芯盒、下芯盒、下顶芯杆、下顶芯杆压板以及下顶芯板。在下顶芯杆上设计有辅助顶芯的顶芯凸台,顶芯凸台伸入模具型腔内部,保证顶芯时细小砂芯不会因自身重力或其他原因而失去平衡导致砂芯掉落,甚至摔坏。而且,因有辅助顶芯凸台的存在,顶芯杆的数量较传统的设计方法少一根,只需布置两根即可。下顶芯杆通过下顶芯杆压板紧固于下顶芯板上。下顶芯杆的下端设计有扁位和安装法兰,用以配合下顶芯杆压板将下顶芯杆安装和固定于下顶芯板上。下顶芯杆的中部设计成台阶结构,便于设计不同大小的下顶芯杆,同时可保证下顶芯杆的强度。下顶芯杆压板上设计有一个U型槽和一个直槽,用以固定下顶芯杆。

图3 本细小砂芯顶芯结构示意图

图4 下顶芯杆结构示意图
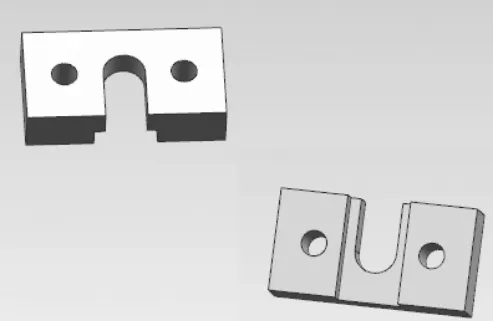
图5 下顶芯杆压板结构示意图
下顶芯杆下端的安装法兰通过下顶芯杆压板上的U型槽装入下顶芯杆压板,下顶芯杆上的扁位对应于下顶芯杆压板上的直槽,通过下顶芯杆压板上的直槽将下顶芯杆安装固定于下顶芯板上。通过这种安装固定方法,下顶芯杆在使用过程中不会因松掉或转动而影响其使用。
通过上述细小砂芯模具结构优化设计,可以保证细小砂芯能顺利的平稳顶芯,而且不会因砂芯掉落而造成报废,从而降低制芯成本。
2 制芯过程
利用上述细小砂芯模具的顶芯结构,可以顺利实现此细小砂芯的制芯,具体步骤如下:第一,将模具装入到射芯设备上,调试好;第二,混砂、射砂。可以用较为廉价的砂代替传统模具结构中昂贵的砂,达到降低成本的目的;第三,模具射完砂后,上顶芯板将上芯盒形成的砂芯顶出,随后上芯盒在设备的驱动下移至指定位置,整个细小砂芯留在下芯盒上,由下顶芯板顶出;第四,下顶芯板在设备推力的作用下往上升,直至下顶芯板将砂芯顶出至合适高度;第五,取出砂芯;第六,配砂;第七,将取出的细小砂芯用配好的砂填实,待砂芯硬化后即可获得完整的细小砂芯。以完成整个细小砂芯的制芯过程。
顶出砂芯时,传统的细小砂芯模具顶芯结构中因没有顶芯凸台的存在,细小砂芯在顶出过程中或顶出后很容易会失去平衡而掉落。优化后的模具结构因下顶芯杆上辅助顶芯凸台的存在,故能保证细小砂芯平稳顶出且不会摔落,从而提高制芯成品率,降低制芯成本。
3 结束语
本细小砂芯顶芯结构及制芯方法。通过在下顶芯杆上设计有辅助顶芯的顶芯凸台,保证细小砂芯的平稳顶出,而后用砂将细小砂芯上多余的孔填实,从而获得完整的细小砂芯。应用该结构及方法,可以有效解决因细小砂芯不能平稳顶芯而不能正常制芯的难题,具有结构简单,装拆灵活,顶芯效率高,砂芯质量好,经济效益显著等优点,为细小砂芯模具的设计及制芯方法提供了可行的技术参考。