小龙虾产品品质影响因素研究进展
2019-07-09易梦媛杨品红周顺祥
贺 江 易梦媛 郝 涛 杨品红 周顺祥
(1. 湖南文理学院生命与环境科学学院,湖南 常德 415000;2. 环洞庭湖水产健康养殖与加工湖南省重点实验室,湖南 常德 415000;3. 湖南省水产高效健康生产协同创新中心,湖南 常德 415000;4. 顺祥食品有限公司,湖南 益阳 413200)
小龙虾是克氏原螯虾(Procambarusclarkii)的俗称,属于高蛋白低脂肪的高营养特色水产品,因对外界环境适应能力强而易于养殖。近年来,多地将小龙虾养殖业作为产业扶贫项目进行重点扶持,进而促进其迅速发展;在此背景下小龙虾加工业也受到了重视,风味小龙虾、虾尾、虾仁等相关产品已见诸市场。随着消费者对食品品质的要求日益增高,提升小龙虾产品的品质成为确保产业健康发展的核心。
食品品质是一个综合概念,大致可细分为营养品质、安全品质和感官品质3个方面。就小龙虾而言,养殖环节、加工环节、贮藏环节均能够对其产品品质的各个方面产生显著影响(图1)。例如,养殖环境会决定小龙虾的重金属污染水平等安全品质;熟制入味过程则会影响小龙虾的风味等感官品质;而贮藏条件则可通过影响小龙虾产品中蛋白质的降解等而决定其营养品质。国内外学者围绕小龙虾品质已经进行了一系列的研究,本文将在前人研究的基础上,探讨小龙虾品质在从养殖到餐桌全过程中的形成和影响规律,以期为小龙虾产品品质的控制和提升提供理论和技术依据。
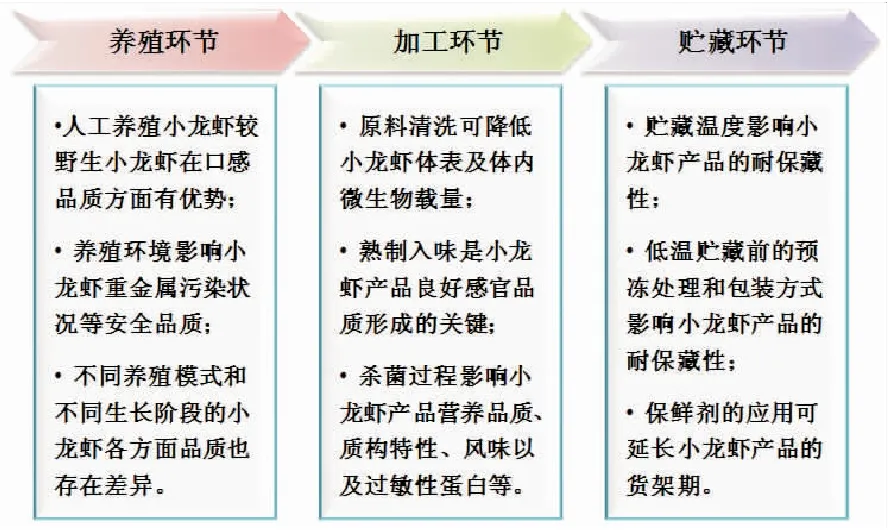
图1 不同环节对小龙虾产品品质的影响
1 养殖环节对小龙虾品质的影响
1.1 养殖与野生小龙虾的品质对比
消费者普遍认为野生鱼虾的品质要优于人工养殖鱼虾。但研究[1]证实,稻田精养的小龙虾在体长、体重、可食体重、螯夹臂展、螯夹重等指标上要优于自然放养的小龙虾,且稻田精养小龙虾的肝胰腺较为发达,更符合大部分消费者对小龙虾的食用习惯及口味需求。小龙虾鲜美程度与其所含游离氨基酸(free amino acid,FAA)存在很大关系。虽然野生小龙虾头部FAA含量普遍大于养殖小龙虾;但养殖小龙虾的虾肉中FAA含量要高于野生小龙虾,基于味道强度值(taste active value,TAV)的分析也表明养殖小龙虾比野生小龙虾更鲜甜[2]。以上分析表明,养殖小龙虾与野生小龙虾相比,在感官品质方面具有一定的优势。
1.2 养殖环境对小龙虾安全品质的影响
养殖环境对小龙虾品质的影响不言而喻,例如水体环境中的农药残留、重金属等污染物能在小龙虾体内富集,进而影响安全品质。小龙虾被认为可作为环境中重金属污染水平的指示生物[3-4],“小龙虾重金属污染严重”的说法也大肆流传。基于实际养殖环境[5]和人工模拟水环境[6-7]的研究均表明,小龙虾对重金属的富集程度与养殖水体中的浓度呈正相关。不同地区因社会经济和工业化发展水平不同,导致其环境中重金属污染状况也不同,因此产地地理位置与小龙虾对重金属的富集有强相关性[8]。Kouba等[9]对欧美等产区的小龙虾进行了重金属污染情况的概述,中国学者[10-13]也在近年来重点关注了小龙虾的重金属污染状况,表明不同养殖环境来源的小龙虾中都含有一定量的重金属残留。虽有研究[9,14]表明小龙虾对重金属的富集主要集中在肝胰腺和鳃,而肌肉中较少,但膳食风险评估表明,重金属污染对小龙虾的高消费群体来说存在一定的健康风险,尤其是砷的污染[15-16]。小龙虾的微生物污染问题也受到消费者广泛关注,针对中国浙北地区的一项监测[17]表明,副溶血性弧菌与铜绿假单胞菌是小龙虾体内主要的污染菌,其检出率分别为24.5%,22.1%。养殖环境与小龙虾的微生物污染程度有密切关系,针对中国淮安地区的一项检测[18]28-30表明,外坏境水体中致病菌的总检出率为22.50%,与此相对应的小龙虾中致病菌总检出率为41.43%。
1.3 养殖模式与生长阶段对小龙虾品质的影响
各地因地制宜建立了多种小龙虾养殖模式,如稻虾综合种养、池塘养殖、湖汊养殖等,其中稻虾综合种养占到小龙虾养殖面积的70%左右。养殖模式不同势必会影响小龙虾的生长,进而影响其品质。研究[19]发现稻田养殖小龙虾的虾肉在营养价值和食用品质方面要优于清水养殖小龙虾,主要表现为经蒸煮处理后其硬度、黏力、内聚力和胶着性均显著增加,蛋白质含量高于清水虾而水分含量低于清水虾,可溶物的电导率和总固形物含量也高于清水虾。虽然消费者一般倾向于选择个体大的小龙虾,但从含肉率、粗蛋白含量、脂肪酸的营养价值(主要是二十碳五烯酸(EPA)与二十二碳六烯酸(DHA)的含量)来看,幼虾营养价值相对高于红壳成虾[20]。
2 加工环节对小龙虾品质的影响
2.1 原料清洗过程对小龙虾品质的影响
由于小龙虾的生长环境复杂,其体表和体内一般携带较多的微生物,甚至致病性微生物,因此原料清洗过程在小龙虾加工工艺中非常重要。流水净化系统是国外常见的虾类净化体系[21],可有效降低小龙虾的细菌载量,处理12 h后腮部细菌总数可降低1.05 lg(CFU/g)[22]。超声波处理能够显著增强流水净化效果,2次超声处理可使虾壳肉、腮部和肠道中细菌载量分别降低2.18,2.23,1.01 lg(CFU/g)[22]。但温和气单胞菌(Aeromonassobria)、阴沟肠杆菌(Enterobactercloacae)、黄杆菌(Flavobacteriumgranuli)和腐败希瓦氏菌(Shewanellaputrefaciens)仍然是净化后小龙虾残留的优势种群,还需在后期加工中针对性地采取控制措施[22]。
2.2 熟制入味过程对小龙虾品质的影响
虽然熟制入味加工环节对小龙虾的药物残留[23]、重金属残留[24]等安全品质会产生一定的影响,但其对小龙虾感官品质的影响最为显著。盐水煮制是小龙虾加工的必需环节,可赋予虾鲜亮的色泽,并破坏虾体的自溶酶;还可减少微生物数量,降低后续杀菌负担。相关因素对产品感官指标的影响顺序为煮制温度>煮制时间>食盐浓度[25];采用沸盐水时,盐的质量浓度5 g/dL,盐煮10 min即可使产品获得较好的口感,虾肉口味不至于过咸或过淡,也不至于太硬或太柔软[26]20-22[27-28]。利用蒸汽进行热加工处理是与煮制相对应的一种方法,但两种方法处理后制作的冰冻整只虾在质构、色泽、风味等品质方面并无显著差异[29]。
小龙虾加工过程中,入味方式包括腌制、煮制、浸渍、真空渗透等。腌制入味工艺中,相关因素对产品感官指标的影响顺序为蔗糖浓度>腌制时间>食盐浓度;按腌制时间1 h、蔗糖浓度4%、食盐浓度2%加工时,产品色泽均匀、质地优良、口感细腻、风味独特[25]。煮制入味应用较为广泛,但会导致肉质下降,且难以规模化生产。因此浸渍入味工艺受到关注,浸渍温度和时间对小龙虾的入味效果有显著影响[30],在4,12,20 ℃下分别浸渍15.0,10.5,9.0 h均可达到理想的入味效果,且产品质构及风味要优于传统煮制入味的产品。一定的真空度有利于提升入味效果,使产品具有更好的风味、滋味和质构特性[31]。
小龙虾产品的大部分风味成分是在加工过程中所形成[32-34],对小龙虾产品风味贡献较大的挥发性物质主要是醛类化合物、含氮类化合物、少数烯酮类化合物以及长链脂肪酸的酯类化合物。不同加工方式会产生不同的风味物质,例如在油炸小龙虾中可检测到较高含量的 2,5-二甲基吡嗪,赋予产品浓郁的烤香和肉香风味;而在微波小龙虾中可检测到含量较高的吡咯和较少量的2-乙酰基噻唑,分别赋予产品甜的微弱焦香的特征和坚果香与谷物香的特征[26]24-26。
2.3 杀菌过程对小龙虾品质的影响
对餐饮市场进行调查发现,熟制加工后的小龙虾样品中菌落总数和大肠菌群残留量依然较高,且偶有致病菌检出[18]30-38;因此,虽然清洗、熟制等过程均可减少小龙虾微生物载量,但仍需通过杀菌工艺使产品达到卫生标准要求。采用巴氏杀菌处理的即食小龙虾在氨基酸组成及含量、质构特性、风味成分含量等方面要优于高温高压杀菌处理[35];而与一次性升温杀菌工艺相比,由于多阶段升温杀菌工艺可缩短产品处在高温的时间,因而可减少对虾肉肌纤维的破坏,改善产品质构[26]22-24。辐照杀菌和超高压杀菌等非热杀菌技术在小龙虾加工中也受到广泛关注。与高压灭菌相比,6 kGy的辐照灭菌能更好地抑制储藏期虾肉含水量下降和色泽发暗的现象[36]。适宜的辐照处理还可增加虾肉中水解氨基酸和呈味氨基酸的量,从而改善产品的口味[37];对小龙虾致敏性蛋白质也可起到降解作用,从而提高产品安全性[38]。应用超高压工艺进行小龙虾虾仁的生产,在达到商业无菌的同时,可控制产品解冻损失率和蒸煮损失率,并使产品具有较好的感官品质[39];此外,还可缩短小龙虾脱壳时间、提高虾仁得肉率[40-41]。
3 贮藏环节对小龙虾品质的影响
3.1 冷藏和冻藏对小龙虾品质的影响
在25 ℃条件下小龙虾产品的总体可接受性会随着贮藏时间的延长而下降,对于油炸加工产品因表面油脂氧化而导致下降趋势更快[26]26-29,因此一般采用低温环境对其进行贮藏。小龙虾虾尾在冰温存储条件下铵态氮、三甲胺态氮以及pH先缓慢上升,随后迅速上升,提示存在蛋白质降解和微生物的生长[42]。以熟制麻辣小龙虾为对象的研究[43]表明,产品在4 ℃冷藏和-18 ℃冻藏时保质期分别为4周和4个月,期间产品菌落总数<4.7[lg(CFU/g)],TVB-N值<30 mg/100 g,pH值处在弱碱性范围。此外,在冷藏前3周内食盐含量逐渐升高(达1.99%),之后变化不显著(P>0.05),而冻藏时食盐含量变化缓慢,可维持在1.6%~1.8%。
3.2 预冻和包装处理对小龙虾品质的影响
产品进入贮藏阶段之前会先进行低温预处理,而不同的预冻处理方式也会影响产品品质。基于氨基酸和脂肪酸组成分析表明,-60 ℃速冻处理最适宜,而液氮处理对营养成分有较强的破坏作用[44-45]。产品在低温存储时的包装形式也会影响其贮藏过程中的品质变化。采用聚氯乙烯薄膜常规好氧包装(AP)的小龙虾虾尾在2 ℃下贮藏时无明显蛋白水解,而气调包装(MAP:80% CO2/10% O2/10% N2)和真空包装(VP)样品中有多种分子量水平的蛋白质发生了降解;但与此不相符的是MAP样品在贮藏10 d后韧性增加,提示贮藏期间小龙虾肌肉结构的变化还受到其他理化机制的影响[46]。
3.3 保鲜剂的应用对小龙虾品质的影响
在贮藏过程中配合使用适宜的保鲜剂,可使小龙虾产品品质在更长时间内保持稳定。对小龙虾优势腐败菌的抑制效果进行筛选,表明脱氢乙酸钠、山梨酸钾、ε-聚赖氨酸均具有较好的保鲜效果[47-48]。考虑到单一保鲜剂的效果有限,复配使用保鲜剂是趋势。以山梨酸钾 0.50 g/L、脱氢乙酸钠0.31 g/L、ε-聚赖氨酸0.21 g/L和壳聚糖2.84 g/L进行复配时,可有效减缓小龙虾产品感官品质的下降,微生物数量、TVB-N值、K值、pH值、TBA值等指标的变化均得到抑制,常温即食小龙虾的货架期可由6 d延长至30 d[47-48]。
4 展望
国内外学者围绕小龙虾产品品质的影响因素进行了较为深入和广泛的研究,为产品品质的控制与提升奠定了良好的理论基础和技术依据。但品质是一个较为复杂的概念,而消费者对品质的要求也日益增高;所以仍需加强对小龙虾产品品质形成和控制方面的研究,以满足行业发展之需。具体可从如下几个方面着手。
(1) 重视良种繁育。种苗是决定小龙虾产品品质的内在基础,急需加强小龙虾遗传机理的相关基础研究,为小龙虾优质种苗的选育提供支撑。如基于对小龙虾抗病相关基因进行研究[49-51],结合分子育种技术,可选育出高抗病性品种,进而可减少养殖过程中的药物投入。
(2) 加强养殖研究。养殖标准化程度不高导致小龙虾原料市场产品品质良莠不齐,急需建立小龙虾养殖的准入机制,推进小龙虾养殖技术标准的研究与示范。小龙虾专用饲料开发及饲料添加剂的应用也需要加大研究力度,如在成虾饲料中添加0.5%~1.5%的壳聚糖,可对小龙虾起到一定的免疫保护作用,增强其消化生理机能[52]。
(3) 创新加工工艺。小龙虾加工工艺在整个食品加工业中仍较为落后,需要在加强小龙虾加工过程中品质变化规律等理论研究的基础上创新小龙虾加工工艺。如利用臭氧水对小龙虾进行清洗除可起到杀菌作用,还能有效降解农残、氯霉素等[53];应用热风-微波联合干燥技术可使小龙虾虾干具有良好的色泽、质构和吸湿性[54]。
(4) 突破贮藏技术。应用冻藏等技术可使小龙虾产品货架期达到6个月左右,但成本较高,需要通过协同冻藏方式、包装方式以及保鲜剂等来构建高效、低成本的小龙虾产品贮藏技术。如应用电解功能水制冰替代传统冰来对小龙虾产品进行贮藏可获得更佳的效果[55]。