结晶器铜管内腔加工数控机床结构与工艺研究
2019-07-01魏兆成王敏杰马日光
候 磊,魏兆成,王敏杰,马日光
(大连理工大学 机械工程学院模具研究所,辽宁 大连 116024)
0 引言
连铸工艺是钢铁厂生产钢坯的主要方式,连铸机是其所采用的主要设备,作为连铸机“心脏”的结晶器在连铸过程中充当着重要的角色,其性能不仅决定连铸机的生产能力,还影响铸坯的质量[1]。铜管是管式结晶器中的关键部件,相当于一个高效的热交换器,熔融的钢水由结晶器上端注入至铜管内腔中,经水缝中的冷却水冷却后,钢水凝固为固态的铸坯。铜管内腔多为复杂面或曲面,这对铜管内腔的加工和修复带来了困难[2]。
目前国内对于单件小批量结晶器铜管内腔的修复和加工效率较低,本文所研究的加工方法能在保证精度的情况下提高加工效率,为企业带来经济效益。
1 铜管加工方法选择
结晶器铜管内腔的加工和修复主要包括三种方法,即爆炸法、挤压法和机械加工法。
爆炸法是利用敷在铜管毛坯表面的炸药爆炸所释放出来的冲击能量使铜管毛坯产生塑性变形,直到其与具有标准铜管尺寸和外形的芯棒完全贴合,爆炸结束后便可以得到与芯棒表面形状和尺寸完全一致的内腔[3]。采用该方法加工和修复铜管内腔之前,需获得作为模具的芯棒,故该方法适用于大批量铜管的加工和修复。通过爆炸法可以获得尺寸精度较高的铜管内腔,但国内该项技术尚处于初期,无法成熟运用。
挤压法是利用凸、凹模在卧式或立式压力机上对铜管毛坯进行挤压成型,使铜管毛坯发生塑性变形,进而与具有标准铜管尺寸和外形的芯棒表面贴合,获得的铜管内腔与芯棒表面的形状尺寸相同[4]。与爆炸法相似,挤压过程中需要用到芯棒,故该方法同样适用于大批量铜管的加工和修复。国内主要采用挤压法对铜管进行加工,但通过该方法难以获得高精度铜管。
机械加工法是利用机床或加工装置对铜管内腔直接进行机械加工,由于铜管内腔属于深孔内腔,故无法使用一般的数控机床或加工中心对其加工,需要设计专用的机床[5-7]。该方法不需要芯棒,不仅能获得高精度的铜管,还缩短了加工周期,适用于单件小批量铜管内腔的加工和修复。
机械加工法是最适合单件小批量铜管内腔的加工方法,关键问题在于专用数控机床的结构和工艺设计。
2 铜管结构工艺性分析
铜管根据截面形状不同分为方坯、矩形坯、圆坯和异型坯铜管,本文以方坯铜管为例进行专用数控机床的设计。图1为弧形方坯结晶器铜管的结构示意图,该铜管具有的工艺性特点为: ①弧形中心线:整个铜管长度方向上的中心线为弧形线,中心线弯曲方向上所对应的铜管内腔面(上下面)为曲面,其余两个面(左右面)为直面。②锥度:沿着铜管长度方向,从进口到出口,铜管的横截面尺寸由大变小,不同铜管具有的锥度值不同,类型也不同,包括单锥度、双锥度、多锥度和连续锥度[5]。
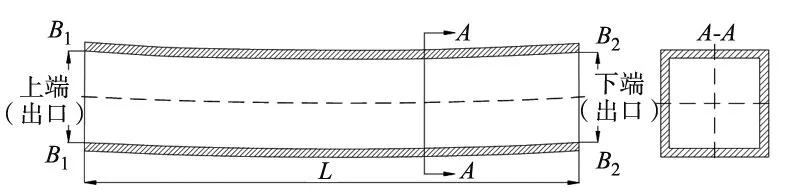
图1 方坯铜管结构示意图
3 专用数控机床结构设计
3.1 加工与运动部分结构设计
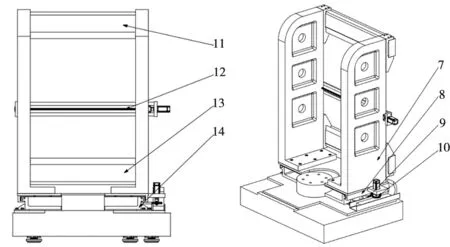
图2为机床的整体外形图,呈立式布置,可加工尺寸范围内的方坯铜管,加工时铜管竖直装入机床中。经过铜管的工艺性分析后可知,铜管内腔属于深孔内腔,要对其加工必须将刀具伸入至铜管内腔中,机床的加工部分结构示意图如图3所示,刀具立柱承载着微型电主轴进入铜管内腔,微型电主轴驱动刀具对铜管内腔进行铣削加工。具体装配关系为机床底座6上固定有刀具立柱5,微型电主轴3嵌入在刀具立柱5的顶部,球头铣刀4安装在微型电主轴3上。为增大机床的整体刚度,刀具立柱的直径在允许的情况下尽量做粗,并且在根部设置加强筋。图4为机床的运动关系结构示意图,其运动形式为工件运动,刀具静止。机床为四轴联动数控机床,具有3个位移坐标和一个旋转坐标,即x,y,z和C(定义:面向机床,水平向右为x轴正向,垂直向上为z轴正向,y轴由右手笛卡尔坐标系确定,C为绕z轴旋转),既可以保证铜管内腔的成型要求,又可以使铜管在一次装夹下完成整个内腔的加工,易于保证铜管内腔的精度。
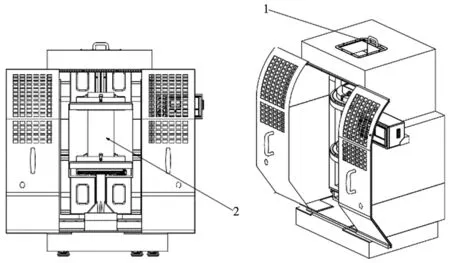
1.机床天窗 2.结晶器铜管 (a) 机床主视图 (b) 机床轴测图 图2 机床整体外形图
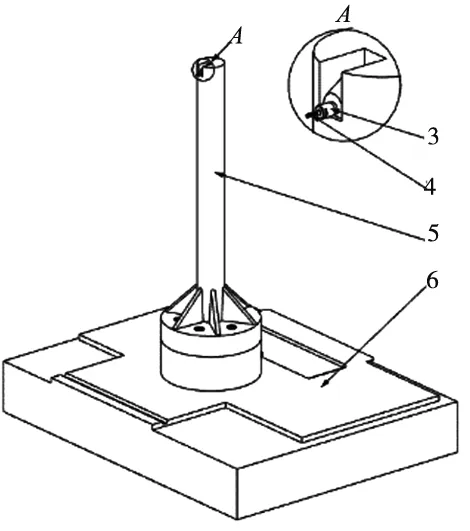
3.微型电主轴 4.球头铣刀 5.刀具立柱 6.机床底座
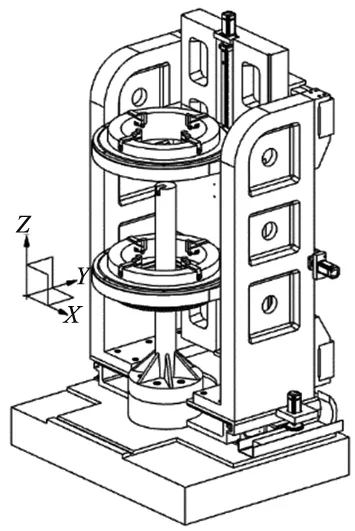
图4 运动部分结构示意图
3.2 机床装配连接
结晶器铜管内腔加工数控机床主要包括加工部分、x向运动部分、y向运动部分和z、C向运动部分。图5为y向运动关系结构示意图,机床的y向运动由滑板8与底板14之间形成的移动副实现,由齿轮10与齿条9配合驱动滑板8做前后直线运动,底板14固定在机床底座6上,齿条9安装在底板14的右侧,齿轮10安装在滑板8的电机驱动轴上,立柱7与滑板8通过螺栓连接固定。
7.立柱 8.滑板 9.齿条 10.齿轮 11.上立柱滑轨 12.x向丝杠 13.下立柱滑轨 14.底板图5 y向运动结构示意图
图6为x向运动关系结构示意图,机床的x向运动由立板15与立柱7之间形成的移动副实现,由x向丝杠12与x向螺母16配合驱动立板15做左右直线运动,x向丝杠12安装在立柱7中部,x向螺母16安装在立板15的背面中部。
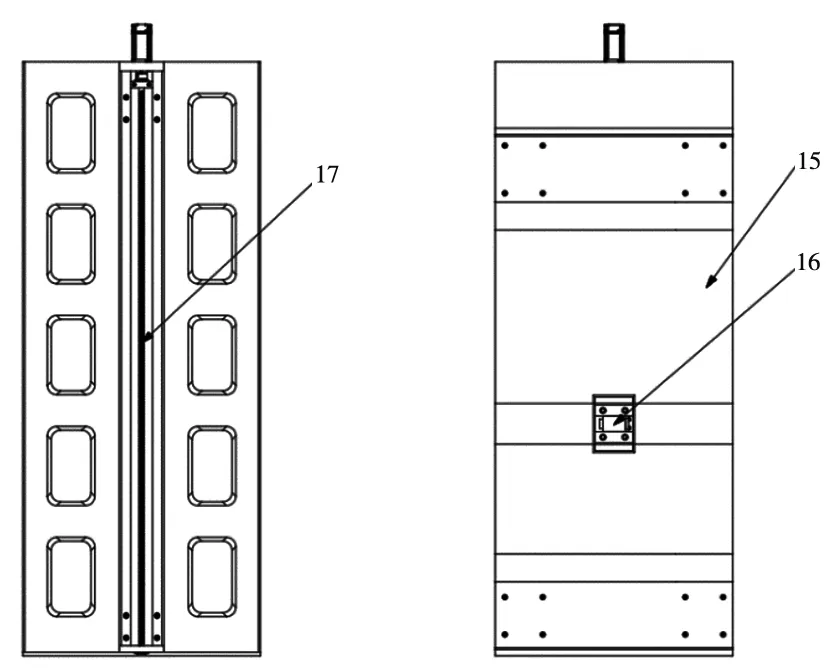
15.立板 16.x向螺母 17.z向丝杠图6 x向运动结构示意图
图7为z、C向运动关系结构示意图,机床的z向运动由立板15与U型板22之间形成的移动副实现,由z向丝杠17与z向螺母18配合驱动U型板22做上下直线运动,z向丝杠17安装在立板15中间位置,z向螺母18安装在U型板的背面中部。
机床的C向运动由U型板22与上下空心盘21、23之间形成的转动副实现,由蜗轮20与蜗杆19配合驱动上下空心盘21、23做绕上下空心盘21、23中心线的旋转运动,蜗轮20固定在下空心盘23的下侧,蜗杆19安装在U型板22下端电机的驱动轴上。
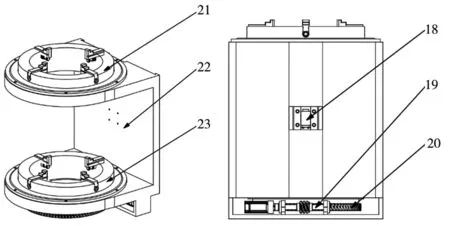
18.z向螺母 19.蜗杆 20.蜗轮 21.上空心盘 22.U型板 23.下空心盘图7 z、C向运动结构示意图
3.3 铜管的装夹与定位
图8为铜管的装夹与定位示意图。上下空心盘21、23上各安装有4个卡爪24,借助于卡爪24的夹紧力对铜管进行装夹,该装夹方式操作简单且夹紧可靠。下空心盘23上安装有定位底板25,借助于定位底板25的凹槽结构对铜管进行定位,具体为定位底板25中间加工出一个带台阶的凹槽,该凹槽的外形尺寸与铜管下端一致,鉴于不同形状的铜管具有多种型号,所以需要为各种型号的铜管定制定位底板,凹槽中间贯通,这样可以使刀具伸入到铜管内腔中实现机械加工,凹槽的台阶负责支撑铜管,其宽度为铜管厚度的一半,这样既达到了支撑铜管的目的,又不会出现干涉刀具对铜管下端内腔加工的情况,该定位方式原理简便且定位准确。
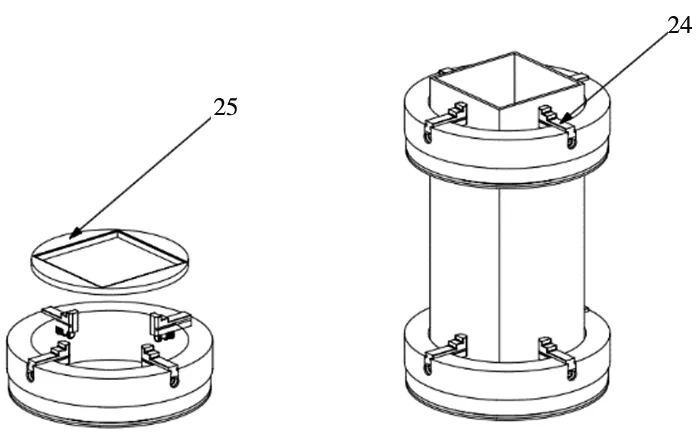
24.卡爪 25.定位底板图8 机床装夹定位示意图
4 专用数控机床工艺研究
4.1 机床的对刀方式
4.1.1X、Y、Z方向对刀
定义铜管的工件坐标系位置,如图9,即X向分中、Y向距基准面20mm处、Z向对底为零,具体为X方向上的坐标零点位于铜管内腔的左右对称面内,Y方向上的坐标零点位于距Y向基准面20mm处的面内,Z方向上的坐标零点位于铜管的下端面内。
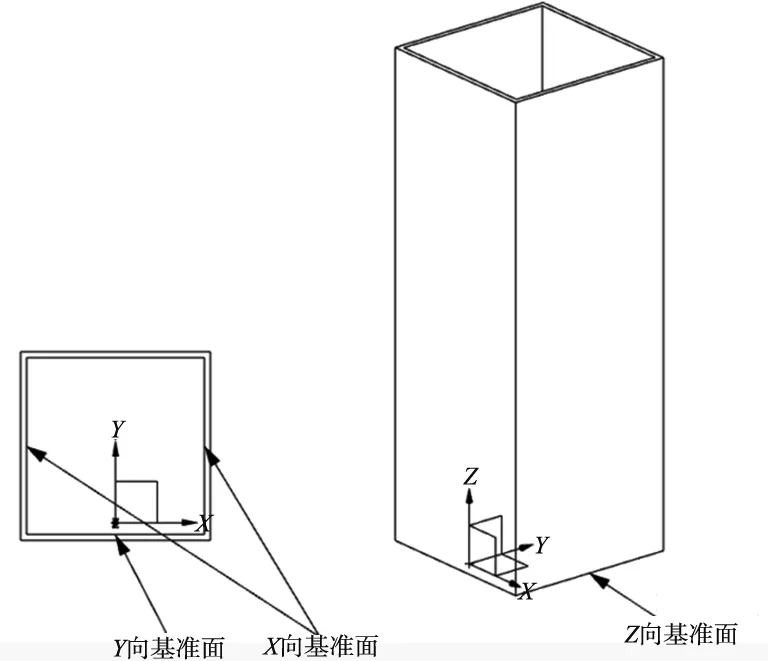
图9 工件坐标系位置示意图
如图10所示,机床的X、Y、Z向对刀由雷尼绍公司生产的触发式测头来完成,测头测针选用星形测针,在XY平面内安装3根。
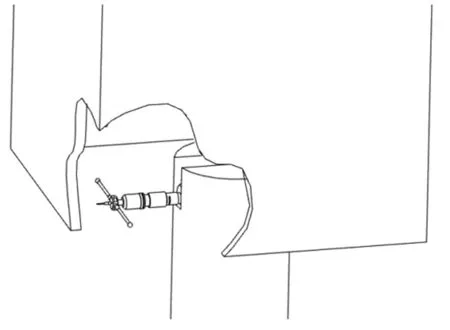
图10 机床X、Y、Z向对刀示意图
(1)X方向对刀
测头安装在微型电主轴上,移动铜管使其内腔左壁与左侧测针的测球接触,得到测头发出的信号后,记录此时机床数控系统上的绝对坐标值X1,同理,使铜管内腔右壁与右侧测针的测球接触,得到绝对坐标值X2,见图11,则工件坐标系的X方向偏置为(X2-X1)/2,即G54的X值。
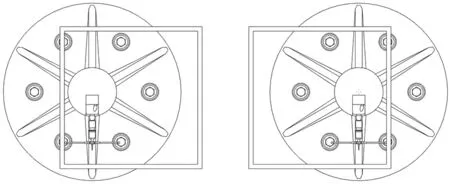
图11 X方向对刀示意图
(2)Y方向对刀
如图12所示,移动铜管使其内腔前壁与前方测针的测球接触,得到信号后,则工件坐标系的Y方向偏置为-20,即G54的Y值,由于测针与球头铣刀的长度不同,需测量二者之间的差值,输入至刀具补偿中。
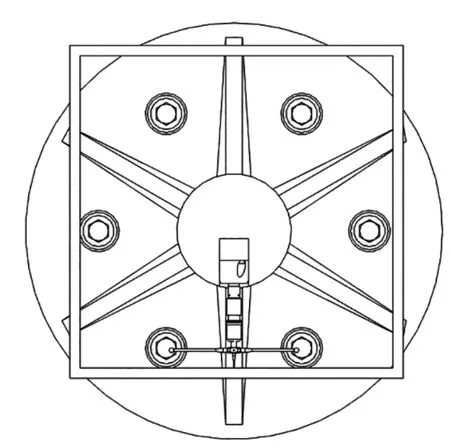
图12 Y方向对刀示意图
(3)Z方向对刀
如图13所示,移动铜管使其下端面与前方测针的测球接触,得到信号后,则工件坐标系的Z方向偏置为-R/2,即G54的Z值,R为测头的半径。
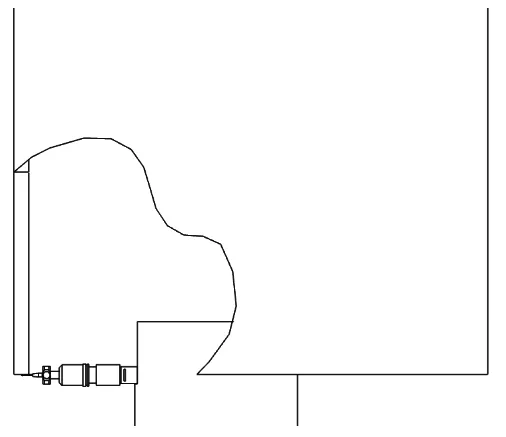
图13 Z方向对刀示意图
4.1.2C方向对刀
该机床属于4轴联动数控机床,相对于3轴数控系统增加了一个C轴回转坐标,使得刀具轴线的控制更加灵活,一次装卡就可以完成整个铜管内腔的加工,由于增加了一个回转坐标,故该机床的数学模型相对3轴联动的数学模型要复杂许多,但同时该机床也可以增加高档功能RPCP,这里针对是否增加RPCP功能提出两种C方向的对刀方法。
(1)具备RPCP功能
RPCP(Rotation Around Part Center Point)[8]是5轴机床(双转台结构)工件旋转中心编程的简称,该功能是为了补偿工件旋转所造成的平动坐标的变化。由于机床的回转中心与铜管编程时的回转中心不重合,故转动坐标的运动会引起工件坐标系原点的位移,而具备RPCP功能的数控系统会自动计算并保持回转轴中心与工件的相对位置,转动坐标的每一个运动都会被XYZ坐标的一个直线位移所补偿。简而言之,具备RPCP功能的数控系统可以使该机床像3轴加工一样,先输出程序,且不需要进行C方向对刀。
(2)不具备RPCP功能
不具备RPCP功能的数控系统要求机床的转轴中心相对于工件的位置值正好等于书写程序时所考虑的数值,而且工件的每一次装夹调整都必须重新书写程序。简而言之,必须先装夹工件,然后进行对刀操作,这里必须进行C方向的对刀,最后根据C方向的对刀数据输出编程。
图14为C方向对刀的原理图,该方法基于3点坐标定圆心原理[9]。如图所示,设测针的测球球心位于工件坐标系原点A(0,0),O(a,b)为测针的旋转中心,测球球心由第一个位置A向右旋转α角度至第二个位置B(x1,y1),由第二个位置B向左旋转2α角度至第三个位置C(x2,y2)。A、B、C的坐标与圆心O坐标满足以下关系:
a2+b2=R2,
(1)
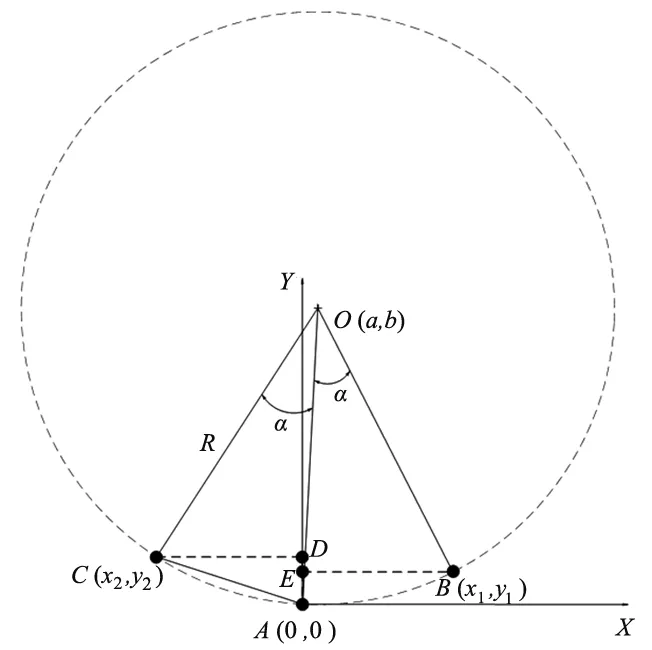
图14 C方向对刀原理图
由三角形ABD和ACD的勾股定理可得以下关系式:
(2)
将方程组(2)代入方程组(1)中,求解得到圆心O在工件坐标系下的坐标值a、b:
(y1
由a、b的表达式可以看出,确定了预设角度α之后,只需要测量出第2位置点(B点)、第3位置点(C点)与第一位置点(A点)的y方向的距离,即可得到圆心O的坐标值。
本文所设计机床的刀具静止,工件做旋转运动,如图15所示,由相对运动转化可得,y1值为(Y1-Y0),y2值为(Y2-Y0)。Y0为测球位于初始位置(球心位于工件坐标系原点,旋转角为0°)时距铜管内腔的垂直距离,Y1为铜管由初始位置顺时针旋转α角度时测球距铜管内腔的垂直距离,Y2为铜管由初始位置逆时针旋转α角度时测球距离铜管内腔的垂直距离。
Y0的具体测量方法为,铜管处于初始位置,移动铜管使测头与铜管内腔接触,获得接触信号后记录y向所移动的距离,即Y0;Y1的具体测量方法为,将铜管由初始位置顺时针旋转α角度,分别沿x和y方向移动铜管,使其内腔与测头接触,记录x向和y向的移动距离,即AC和AB。由三角形ABC的几何性质,可解出AD的长度值,即Y1;Y2测量方法与Y1相同。
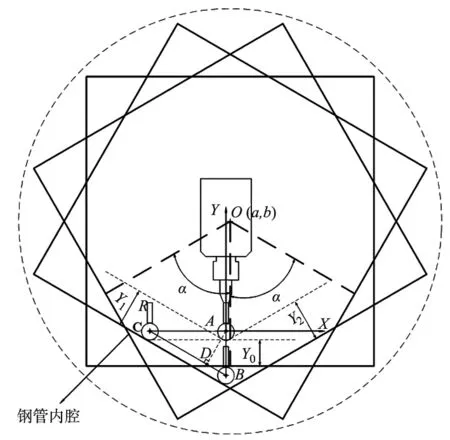
图15 C方向对刀示意图
4.2 基于VERICUT的加工仿真验证
4.2.1 虚拟加工仿真
(1)NX输出机床模型
将上述设计的专用数控机床NX模型拆分为6个部分,即基础件、X线性件、Y线性件、Z线性件、C旋转件和夹具。利用NX的模型导出功能将以上6个部分分别输出为STL格式的模型。
(2)定义机床组件逻辑结构
为正确地实现虚拟机床的仿真加工,需对机床组件的逻辑结构准确定义[10]。根据所设计机床的运动关系,确定各机床组件相互间的子父级关系,由此定义其逻辑结构,如图16所示。
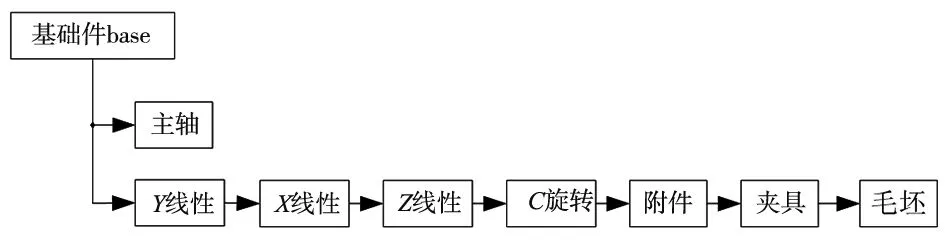
图16 机床组件逻辑结构图
(3)导入程序
利用NX的编程模块,生成铜管内腔的加工程序,经后处理后导入VERICUT仿真文件中。指定上文所述工件坐标系位置,铜管内腔曲面为复杂曲面,故选择多轴铣中的“可变轮廓铣”加工策略,加工刀具为D5的球头铣刀,设置相关参数,生成刀具路径,如图17所示。
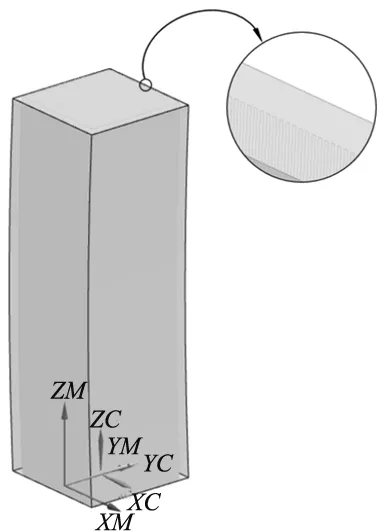
图17 刀具路径图
(4)加工仿真
机床仿真控制器选用hei530,刀具和工件坐标系设置完成后,开始进行加工仿真[11],图18为仿真过程。
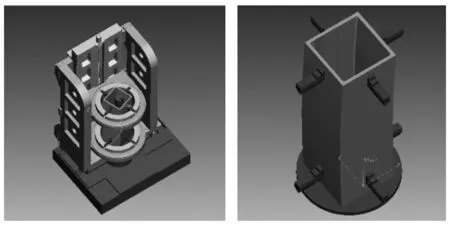
图18 加工仿真过程图
4.2.2 仿真结果验证
(1)碰撞检测
碰撞检测可以验证加工程序和机床运动关系、结构尺寸的正确性,依据图19所示内容设置碰撞检测,将仿真方式设定为碰撞时停止仿真,观察整个过程是否存在碰撞。整个内腔加工完成后,发现并无出现碰撞,可确定刀具轨迹无明显错误,机床运动关系合理,结构尺寸符合要求。
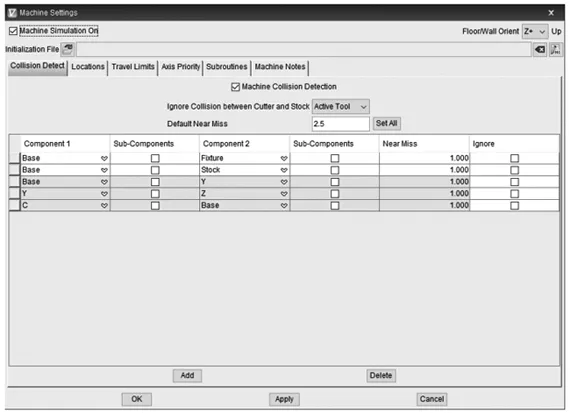
图19 碰撞检测设置
(2)过切、残余分析
过切、残余分析可以验证运行所编程序能否得到符合要求的铜管内腔,根据工厂的铜管零件图尺寸要求,图纸上最小公差为±0.1,设置残余和过切允许值为0.1,经分析计算,得到结果,如图20所示,可以发现在允许值得范围内不存在残余和过切,证明所编程序基本可以满足铜管内腔尺寸要求。
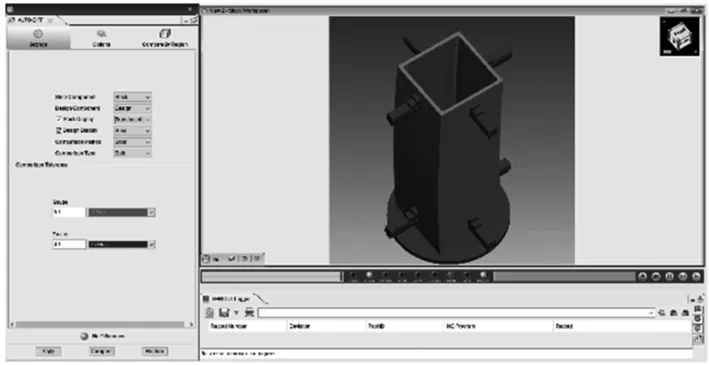
图20 残余、过切检测验证
5 结论
(1)针对单件小批量结晶器铜管内腔加工效率低的问题,设计一种专用的数控机床,该机床通用性强,可加工不同截面形状的铜管内腔,结构方面充分考虑了铜管装夹的方便性和定位的准确性,且保证在一次装夹下完成整个铜管内腔的成型加工,避免了多次装夹造成的精度下降。
(2)基于所设计的专用数控机床,进行了铜管内腔的工艺研究。文中所提出的对刀工具和对刀方法可快速地完成对刀操作,提高了加工效率。借助于VERICUT的仿真加工功能,根据碰撞和残余、过切的检测结果,验证了加工程序与机床运动关系可以满足铜管内腔成型要求。
