小弯头铜管制备工艺及技术研究进展
2021-11-02胡春晖赵森森
胡春晖,赵森森
(江西江铜龙昌精密铜管有限公司,江西 南昌 330000)
在我国,铜管材料一般运用在空调制冷领域,主要运用在两方面,一方面是空调制冷的蒸发器和冷凝器,另一方面是空调的连接管件。铜管材料无论作何种用途,都有一个绕不开的作用,那就是制冷剂的通道。小弯头铜管主要用在蒸发器和冷凝器的连接管上,起到连接弯制内螺纹铜管和铝箔之间的作用。现如今,为了加强铜管的使用寿命和使用体验,部分企业对铜管的厚度和齿形提出了更高的要求。为了降低生产成本,小弯管的生产趋势逐渐趋向于小口径、薄管壁和瘦高齿的新型式样。小弯头铜管的尺寸较过去有所降低,这导致小弯头铜管在制弯过程中容易出现“U”型扁平、外侧管壁过薄等缺陷,这些问题会导致小弯头铜管出现外侧管壁开裂、内侧管壁起皱的现象。因此探究小弯头铜管缺陷的形成原因和弯曲工艺对提高小弯头铜管生产的稳定性具有重要作用,不仅如此,对于生产工厂来说,可以在很大程度上提高小弯头铜管的成品率。的位置会随着铜管的弯曲程度的不同而发生变化。以上是拉应力对小弯头铜管缺陷产生的影响。
1 小弯头铜管缺陷分析
1.1 拉应力对小弯头铜管缺陷的影响
小弯头铜管在发生弯曲形变时,会遵循塑性形变体积不变的原则,导致压缩和拉伸发生在铜管的内侧和外侧管壁。小弯头铜管在受到外力作用发生形变时,外侧管壁会产生拉应力作用,这使得管壁会变薄,会让铜管的外侧管壁产生裂纹的现象。在小弯头铜管内侧管壁受到压应力作用时,管壁会变厚,导致小弯头铜管内侧管壁出现皱纹缺陷[1]。在外侧拉应力和内侧压应力同时产生,使铜管合力受压的情况下,会导致铜管的横向直径增大,铜管的形状会从圆形变为椭圆形,如图1所示。

图1 小弯头铜管
小弯头铜管在产生弯曲形变的过程中随之出现一个最大等效应力的变化过程,在小弯头铜管制弯过程中,最大等效应力是处在铜管的外侧,并且会随着弯曲程度的不同发生位移的现象。这表明,在小弯头铜管的外侧管壁比较容易产生裂纹,而且裂纹
1.2 角度对小弯头铜管缺陷的影响
角度的变化对小弯头铜管也会产生一定的影响,小弯头铜管的不同弯曲角度会产生不同的质量效果。当弯曲角度为180°时,这时小弯头铜管产生的最大等效应力值的范围最大,因此在这时最容易发生外侧管壁开裂的情况,而且裂纹会顺着由外到内的方向扩展。当小弯头铜管的弯曲角度呈45°时,在弯曲点会产生一个质点,该质点会呈现螺旋形的移动轨迹。当弯曲角度增大到90°时,质点的螺旋位移运动从铜管外侧移动到铜管内侧。质点的螺旋式运动会导致在铜管内部出现多个质点,质点的数量增多后,会在铜管内部产生质点堆积的现象,从而使铜管产生管壁加厚、出现褶皱的现象。当小弯头铜管的弯曲角度处于135°~180°之间时,在弯曲处的质点螺旋运动现象就消失了,这说明小弯头铜管最容易发生褶皱现象的角度是0°~90°[2]。这个结果可以为我国小弯头铜管制作工艺的进步提供有效参考,在一定程度上,能够推动我国铜管制备工艺的发展。
2 小弯头铜管制弯成型原理及分类
2.1 小弯管管材弯曲成型分类
在我国的管材领域,存在很多管材弯曲的方法,根据不同管材的材料、规格、弯曲极限等进行分类。按照弯曲形状来分,有矩形管弯曲、不规则截面管弯曲、圆管弯曲;按制弯方法来分,有焊接管弯曲和无缝管弯曲;按弯曲材料来分,有铜管、钢管、钛合金管弯曲等;按铜管是否有填充物进行弯曲情况可分为无芯弯曲和有芯弯曲;按照管材的难易程度来分,可以分为大曲率和小曲率弯曲;按照弯曲时是否需要对铜管进行加热又可以分为室温冷弯和加热弯曲;按照弯曲方式来分,又可以分为纯弯曲、拉弯、绕弯、推弯、压弯、锟弯等[3]。在一般情况下,冷加工的制弯方式就已经能够满足管材的制弯需要,对于批量较小且具有一定长度的管材一般采取人工制弯的方式,对于大批量的管材生产运用专用的弯管设备。对于部分加工硬化严重的管材,为了能够提高管材的塑性程度形变至最大限度,一般会采用加热弯曲的方式来达到这一目的。为了减少管材截面出现畸形的问题,可以在弯曲时对可填充的管材填充填料或者芯棒,可以有效地减少管材横截面出现畸形的缺陷[4]。
2.2 小弯管弯曲成型原理分析
管材塑性成形是以管材作为毛坯材料,通过塑性加工的手段生产经过二次加工后的管材零件,在我国被划为深加工的技术范畴。管材弯曲塑形是通过不同的塑形手段,将毛坯管材进行制弯的加工过程,管材弯曲加工在形状、弯曲角度、弯曲半径等方面都有一定的制弯原则,如图2所示。一般通过外力作用实现管材的弯曲变形,小弯头铜管弯曲时因为收到切向拉应力的作用,外侧管壁会产生一定的伸长形变;内侧管壁受到切向压应力的作用产生缩短形变[5]。
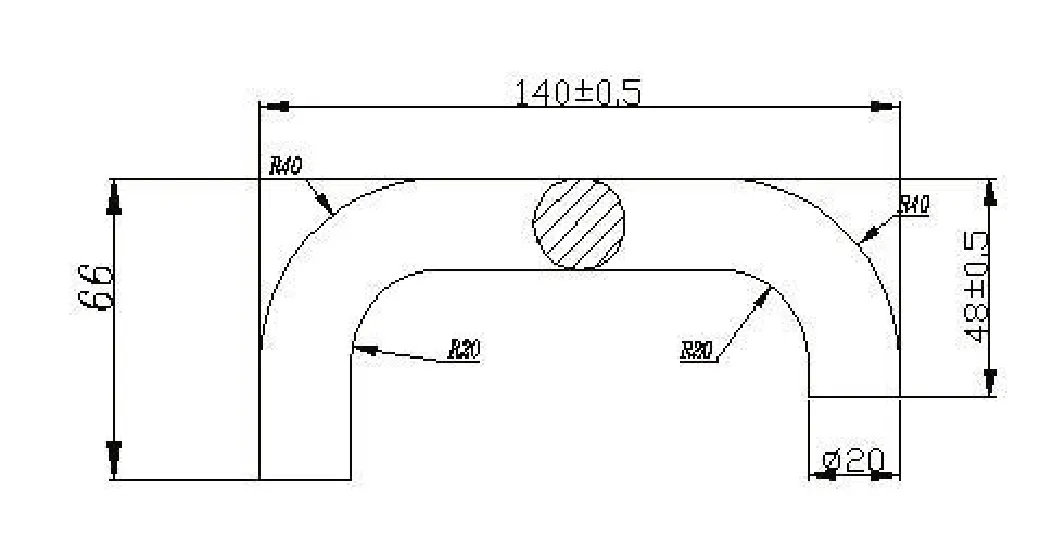
图2 小弯管弯曲成型原理结构图
当小弯头铜管弯曲形变过程结束后,拉应力向压应力方向压缩,使得铜管发生弯曲形变,随着弯曲的进行,形变程度不断加大,管材弯曲会产生弹性变形到塑性变形的转变。整个形变过程由三个阶段组成,分别是弹性变形阶段、弹塑性变形阶段和塑形变形,是一个递进的变形过程。
3 小弯头铜管技术研究进展
3.1 小弯头铜管的绕弯过程
不同的管材的绕弯过程是不尽相同的,在小弯头铜管的绕弯过程中,用于绕弯是芯棒在固定后,位置需要始终保持不变。毛坯管材的一端由防皱块和上压板进行固定,另一端通过压块和弯曲磨具保持夹持状态, 当弯曲角度达到既定要求时,小弯头铜管的绕弯工艺就基本完成[6]。由于铜的可塑性极强,所以弯曲工艺一般选择在室温条件下的冷加工。小弯头铜管作为铜质管材的一种,一般使用的制弯加工工艺就算室温条件下的冷加工,主要运用的模具有弯曲模、芯棒、旋转压块和压力模[7]。小弯头铜管的制备工艺受到很多因素的影响,要严格遵循加工的条件和方法,遵循既定的制弯规则和制弯角度,提高小弯头铜管制弯工艺的水平。
3.2 小弯头铜管的绕弯工艺分析
小弯头通关的绕弯工艺受到多方面因素的影响,比如、应力场因素、应变场因素、壁厚变化因素、截面畸变因素等。小弯头铜管时通过弯曲生产的管材,其成型特点使得在进行制弯过程中容易发生外侧管壁过薄、内侧管壁过厚、截面畸形的现象,甚至会引发管壁出现弯曲开裂、失稳褶皱的状况[8]。这些小弯头铜管存在的缺陷在很大程度上影响了使用效果。绕弯工艺作为小弯头铜管生产过程中的重要环节,我们要给予小弯头铜管绕弯工艺极高的关注和重视。在绕弯过程中,随着弯曲程度的不断增强,当找到一个合理的平衡点时,小弯头铜管的内外侧管壁的变形程度就会逐渐变得平稳、协调,会使的铜管内外侧管壁受到的拉应力和压应力趋于合理状态,使得小弯头铜管内外侧管壁的薄厚情况趋于合理[9]。
4 结语
我国小弯头铜管在当下的应用领域主要是在空调制冷方面,主要的生产企业是铜盘管加工企业,直接运用在铜盘管加工企业的工艺流程中。铜盘管加工企业主要是服务于空调加工企业以及与其配套的生产厂家通过对小弯头铜管制备工艺的研究,可以有效地提高工厂的生产效率,降低人工成本,为生产企业降本增效,大大减少小弯头铜管的退废率。提高小弯头铜管的生产制备工艺水平不仅可以为生产企业提高收益,还能更好地满足市场对于高质量小弯头铜管的需要,因此研究小弯头铜管的制备工艺有非常重要的意义。本文重点分析了小弯头铜管的各项指标,详细对比不同管材之间制弯过程的差异。通过对不同管材进行对比发现,小弯头铜管的制作工艺的水平受到很多因素的影响,比如应力分布、铜管材料、制弯工艺等。我们要从实际出发,具体分析和掌握不同因素对小弯头铜管制作工艺的影响,进一步优化小弯头铜管的制备工艺,生产出优良的小弯头铜管、以满足市场的需求。
