钢轨焊接接头平直度测量方法及效果研究
2019-06-18高彦嵩
高彦嵩
(中国铁路北京局集团有限公司 工务处,北京 100070)
0 引言
钢轨焊接接头外观质量直接关系到列车运行的平顺性,为保证接头外观质量,相关标准要求对钢轨焊接接头外观进行平直度和不平度测量。平直度是测量以接头焊缝为中心两侧各500 mm范围内,轨顶面纵向中心线和轨头侧面工作边上距轨顶面16 mm处的纵向线的偏差;不平度是测量平直度范围内不同小范围的平直度偏差情况[1]。以下对以焊缝为中心两侧各500 mm范围内的平直度测量方法及效果进行研究。
1 研究方案
1.1 测量位置
在中华人民共和国铁道行业标准(简称行业标准)规定的钢轨焊接接头平直度测量位置基础上,增加轨距角处2个位置纵向平直度测量[2]。60N新廓形钢轨焊接接头的平直度具体测量位置见图1。
从图1可见,位置1(轨头R200 mm圆弧)、位置4(工作面)是行业标准规定的钢轨焊接接头纵向平直度测量位置;位置2、3分别对应轨头R60 mm、R16 mm圆弧中心处,是新增测量位置。以下轨头测量以圆弧表示测量位置,即测量R200 mm、R60 mm、R16 mm弧面纵向中心线平直度;测量工作边(距轨顶面16 mm处)纵向线平直度。
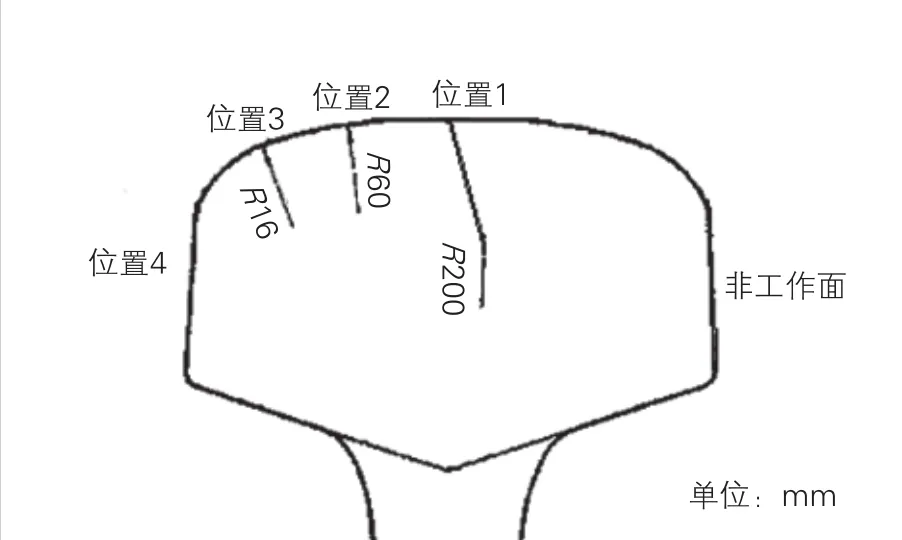
图1 钢轨焊接接头平直度测量位置
1.2 测量工具
由于电子平直度测量仪的局限性,在位置1、4采用电子平直度测量仪进行钢轨焊接接头测量,在位置2、3采用钢板尺和塞尺测量平直度[3]。
1.3 测量地点及接头种类
选择管内主要干线A线和B线(根据研究需要,略去具体线路名称)作为钢轨焊接接头平直度测量地点,测量的钢轨焊接接头包括厂焊、现场移动闪光焊和现场铝热焊。
1.4 测量标准
测量位置1、2、3处的平直度标准比照行业标准中轨顶面平直度标准,位置4处的平直度标准比照行业标准中工作面平直度标准,具体数值按不同钢轨焊接接头种类要求执行[4],钢轨焊接接头平直度测量标准见表1。
1.5 测量接头数量
测量A线钢轨焊接接头146个,其中:厂焊62个、移动闪光焊62个、铝热焊22个。测量B线钢轨焊接接头239个,其中:厂焊106个、移动闪光焊92个、铝热焊41个。
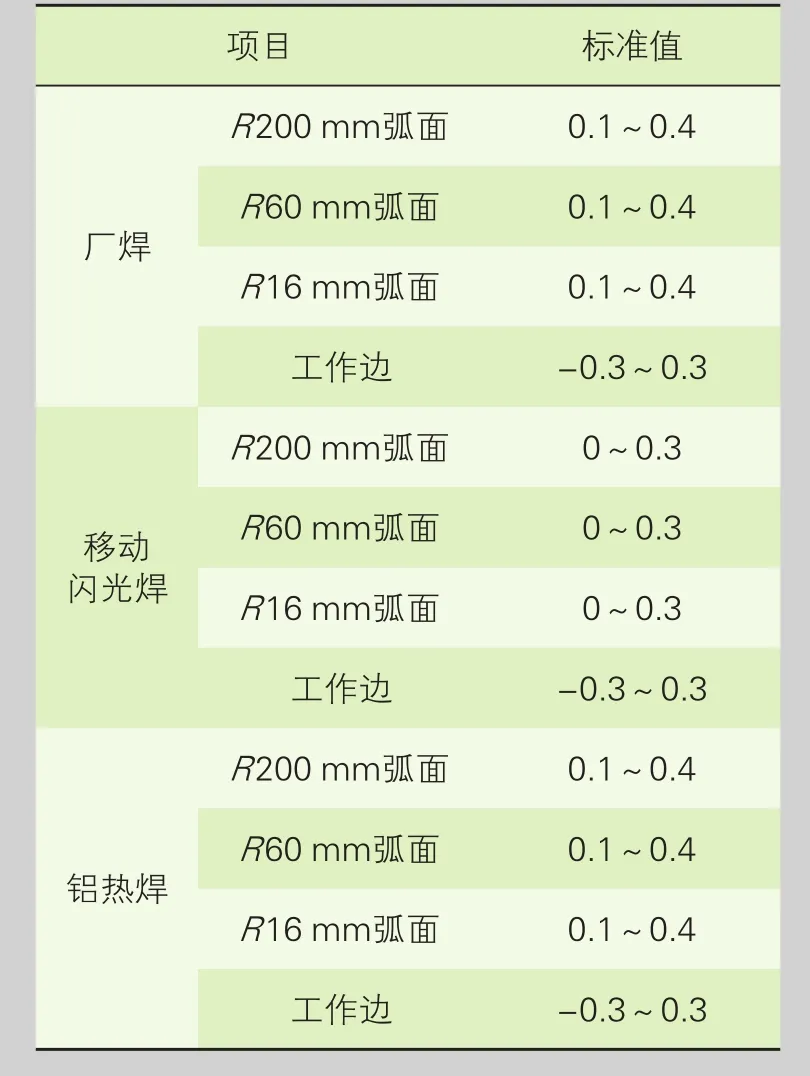
表1 钢轨焊接接头平直度测量标准mm
1.6 测量时段
本次研究确定的测量时段均为钢轨焊接接头上线1个月后,且于未进行预打磨前进行,由此既可研究钢轨焊接接头上线后平直度状态,又可对发现问题通过预打磨进行消除处理。需注明的是,研究中发现的轨顶面和工作边平直度不合格的接头,后续均经过整治处理,达到平直度合格标准。
2 测量结果
2.1 A线
2016年11月,采用四位置测量法对A线钢轨焊接接头进行测量。数据处理上,选取每个接头不同位置平直度测量数值最高或最低点数值作为研究数据,分别形成厂焊、移动闪光焊和铝热焊测量结果(见图2—图4)。

图2 A线厂焊接头平直度测量结果

图3 A线移动闪光焊接头平直度测量结果
对A线测量结果数据进行汇总,得A线所有钢轨焊接接头平直度不同测量位置总体情况。A线钢轨焊接接头平直度测量结果见表2。
由图2—图4及表2的测量结果分析可知,采用四位置测量法测出的A线钢轨焊接接头平直度呈现以下特点:
(1)R60 mm弧面平直度数值与R200 mm弧面相近、R16 mm弧面平直度数值与工作边相近;
(2)按照R200 mm弧面平直度标准测量出的R16 mm弧面平直度不合格数量较多;
(3)现场的移动闪光焊和铝热焊接头不合格比例高于厂焊接头。
2.2 B线
为深入研究钢轨焊接接头四位置测量法的效果,优化调整各种焊接方式。
2017年3月,在B线进行钢轨焊接接头外观质量测量,并增加了样本数量,数据选取与A线一致,厂焊、移动闪光焊和铝热焊测量结果见图5—图7,并形成所有接头平直度总体情况(见表3)。
由图5—图7及表3分析可知,B线钢轨焊接接头平直度呈现以下特点:
(1)不合格数量明显减少,尤其是R60 mm弧面和工作边平直度不合格数大幅下降;
(2)R60 mm弧面平直度数值与R200 mm弧面相近、R16 mm弧面平直度数值与工作边相近的趋势更加显著;
(3)现场焊接方式所有位置平直度总体质量出现提升。
3 实施效果及优化措施
以上是实施钢轨焊接接头平直度四位置测量法的总体结果,下面分析该方法对发现钢轨焊接接头外观质量问题、改进钢轨焊接接头外观质量的效果,并提出针对性优化措施[5]。

图4 A线铝热焊接头平直度测量结果
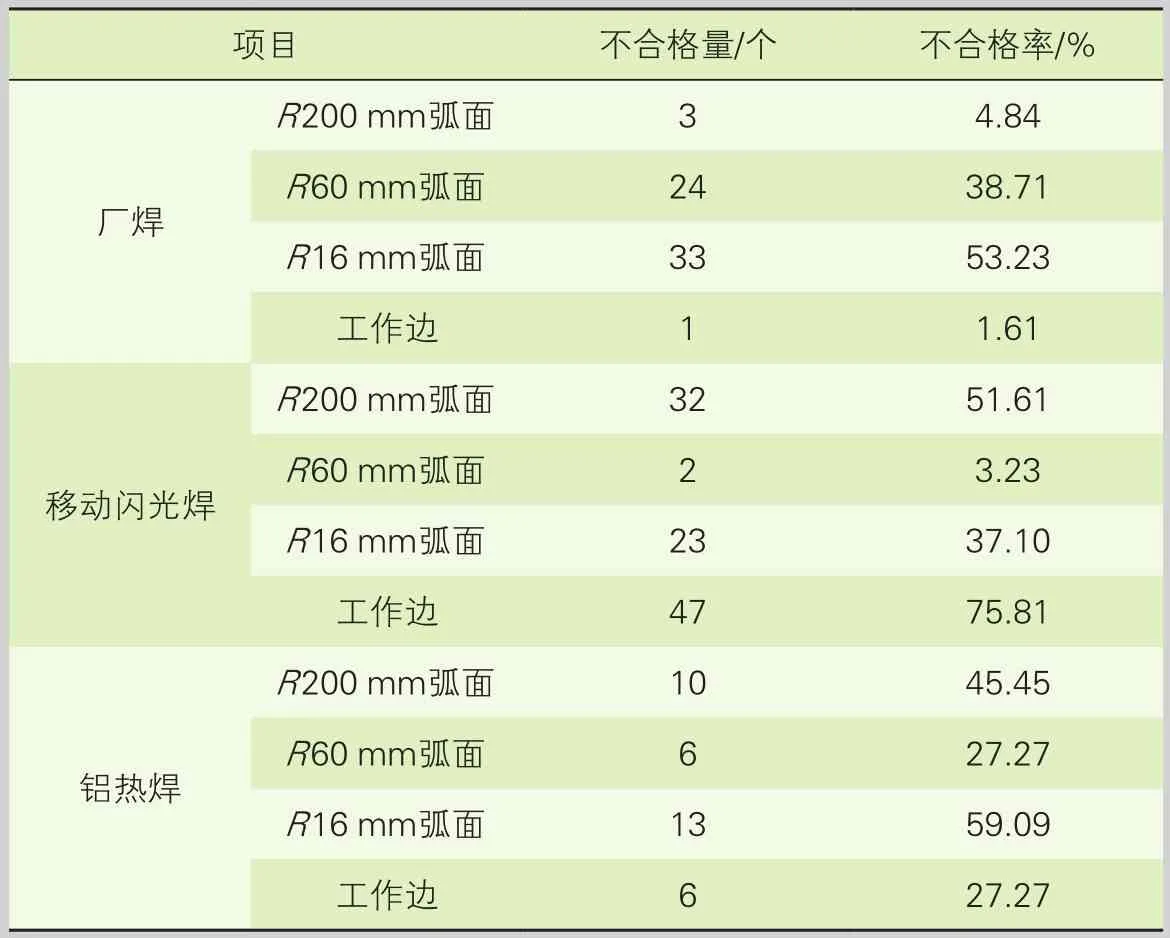
表2 A线钢轨焊接接头平直度测量结果汇总
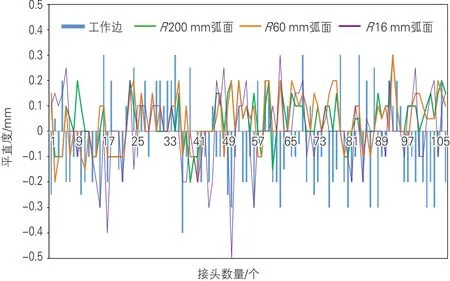
图5 B线厂焊接头平直度测量结果
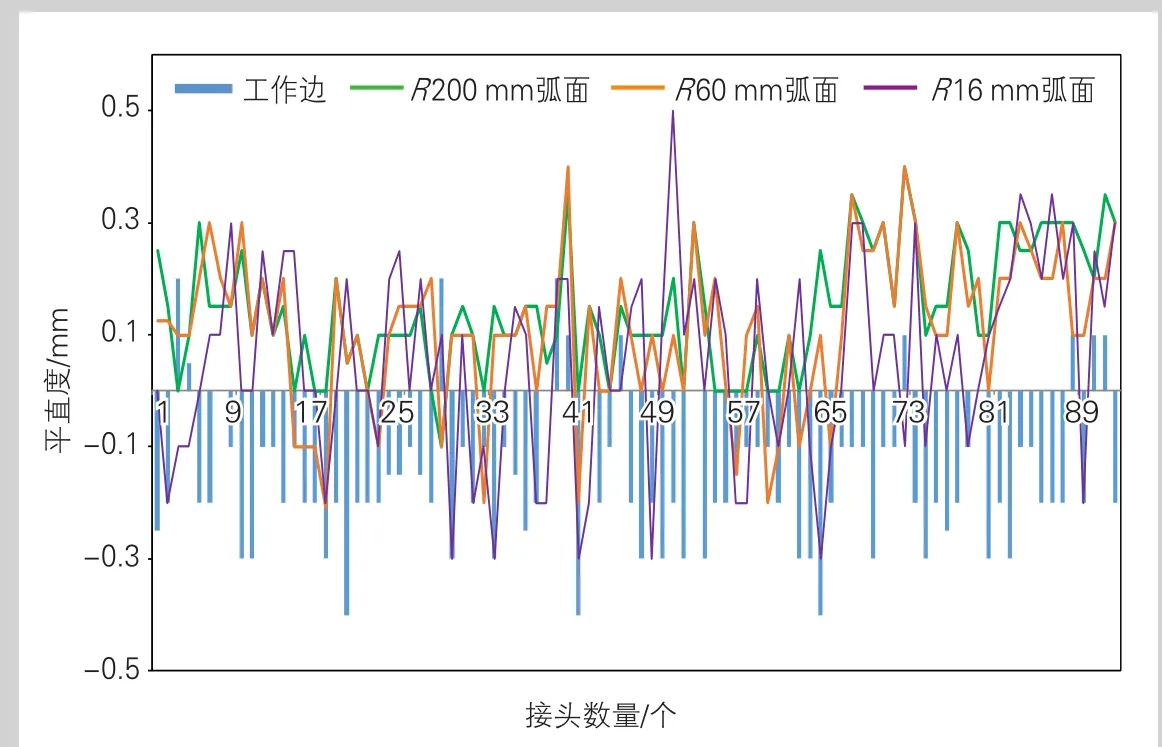
图6 B线移动闪光焊接头平直度测量结果

图7 B线铝热焊接头平直度测量结果
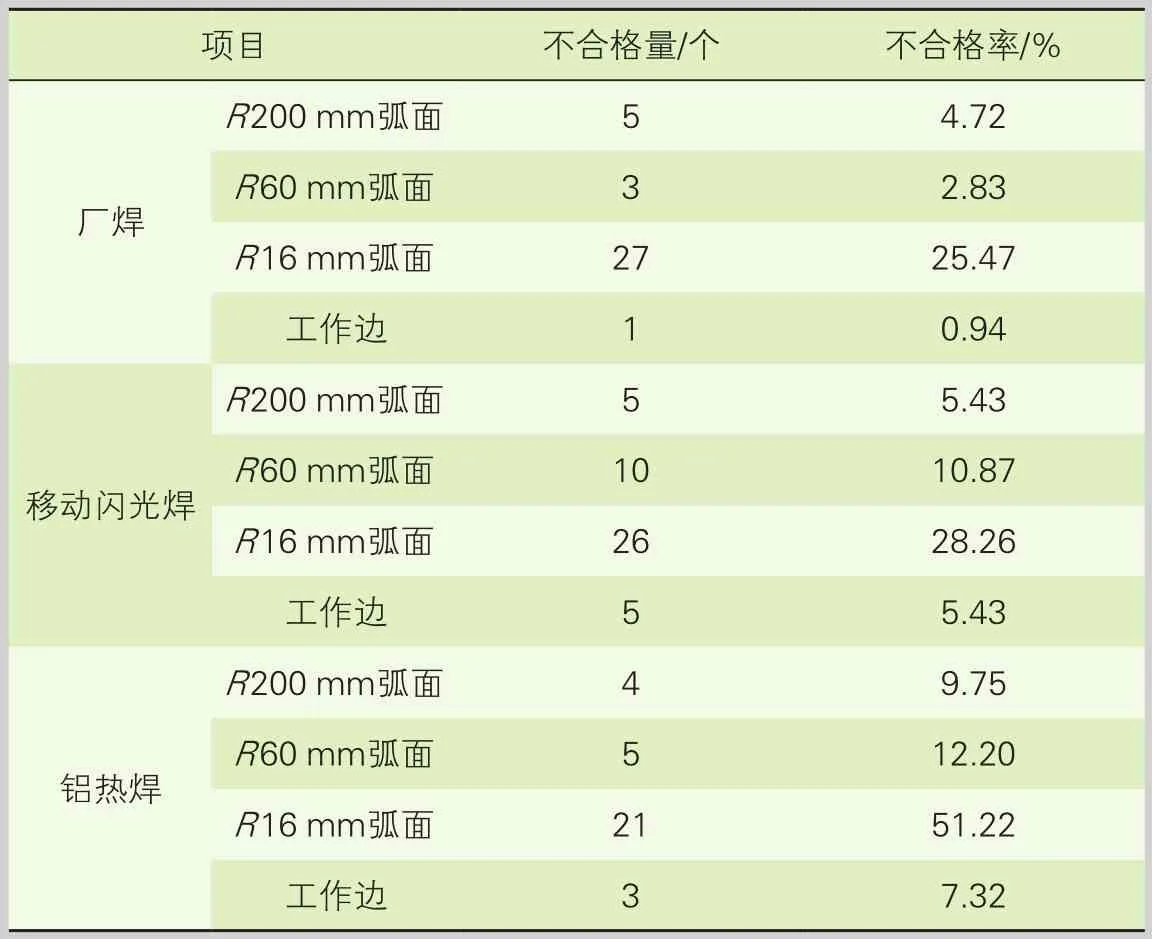
表3 B线钢轨焊接接头平直度测量结果汇总
3.1 接头位置行车光带
线路光带在钢轨焊接接头处易出现不连续情况,通过现场勘查分析,除钢轨焊接接头打磨不到位所引起光带不连续或偏移外,钢轨母材廓形不一致、钢轨母材扭曲,都可能导致光带不连续或偏移情况发生。为减少对接头位置处行车光带不利影响,可采取改进接头打磨质量、优选钢轨母材廓形、矫直钢轨母材扭曲等方式处理。
3.2 线路条件
线路条件对钢轨焊接接头外观质量具有较多影响:
(1)接头附近扣件扣压力对R200 mm弧面平直度产生影响,当接头位置扣压力大、接头两侧位置扣压力小时,出现接头R200 mm弧面测量结果为负值情况;
(2)轨距大小会对工作边平直度产生影响。
应采取施工中保持轨距均匀、扣件扣压力保持一致等措施减少线路条件影响。
3.3 四位置平直度不同特点
通过四位置测量法发现不同位置平直度呈现以下特点:
(1)R200 mm、R60 mm弧面平直度数值相近,且易出现低于标准数值下限0.1 mm的不合格接头;
(2)R16 mm弧面由于半径小,弧面变化快,紧邻工作边,其受力情况与工作边趋同,所以不仅R16 mm弧面平直度数值与工作边相近,从单个接头的1 m范围内测量曲线看,R16 mm弧面平直度线型与工作边平直度线型也较为接近。
钢轨焊接接头四位置平直度线型特点见图8。
针对以上特点,为了既满足标准要求又接近实际,可采取以下措施:
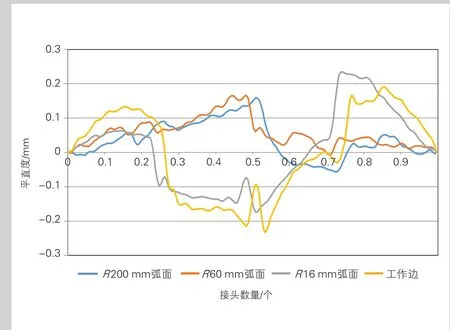
图8 钢轨焊接接头四位置平直度线型特点
(1)将R200 mm、R60 mm弧面平直度预留量偏高设置,焊接过程将平直度下限设置高于0.2 mm;
(2)将R16 mm弧面平直度标准调整为与工作边一致,由此更能客观评测反映R16 mm弧面平直度。
4 结论
(1)采用四位置测量法能全面客观评测钢轨焊接接头外观质量。该方法测量钢轨焊接接头外观平直度,一是增加了钢轨焊接接头纵向平直度测量项目;二是为提升钢轨焊接接头外观质量提出指向;三是对优化焊接工艺流程提供了重要参考。总之,四位置测量法对完善钢轨焊接接头外观质量客观评测提供了依据。
(2)可参照行业标准确定轨距角新增2个平直度测量参考标准。以60N新廓形钢轨为例,目前,铁路行业和中国铁路总公司企业标准未明确R60 mm、R16 mm弧面平直度标准,该研究可依照轨顶面中心线即R200 mm弧面纵向平直度标准作为轨距角R60 mm弧面纵向中心线平直度标准,而轨距角R16 mm弧面纵向中心线平直度标准比照工作边平直度标准执行。
(3)改进优化各种焊接方式工艺流程。针对厂焊接头顶面易出现下限不合格的问题,将出厂平直度标准下限由0.1 mm提升至约0.2 mm。针对现场焊出现的不合格量大的问题,一是避免R200 mm弧面、R60 mm弧面平直度负值,将上拱量在现有基础上小幅提升;二是根据现场作业环境复杂、线路条件影响大的特点,应采取制定个性化工艺流程、规范线路施工作业等措施保证焊接外观质量。
