中温固体氧化物燃料电池BaO-CaO-Al2O3-B2O3-SiO2玻璃合成工艺的优化
2019-06-05罗凌虹刘亮光王乐莹吴也凡
秦 莹,罗凌虹,刘亮光,王乐莹,程 亮,徐 序,吴也凡
(景德镇陶瓷大学,江西省燃料电池材料与器件重点实验室,江西 景德镇 333001)
0 引 言
固体氧化物燃料电池(SOFC)是一种能够将化学能通过电化学反应直接转化为电能的高效、绿色的发电装置,与传统能源转换装置相比,其具有低污染和高能量转化率等特点,因此成为能源研究领域的热点[1-2]。SOFC主要分为管式和平板式两种构型,而对于当今能源发展领域而言,更倾向于应用平板式SOFC,其原因在于平板式SOFC以元件制造及装配简单、造价低廉和电流密度较高等特点都优于管式SOFC[2-4]。近年来,平板式SOFC的商业化趋势虽然越来越明显,但其在实际生产过程中依然存在着大量的问题,其中之一即封接性问题,在平板式SOFC电堆设计中必须确保每块电池的边缘实现气密性封接以避免阳极侧的燃料气体与阴极侧的空气混合和泄漏[5-6]。目前关于封接材料的研究主要集中于刚性封接材料、压缩封接材料与柔性封接材料,而其中玻璃及玻璃-陶瓷(刚性封接材料)被认为是最具有商业化前景的SOFC密封材料,原因在于良好的密封材料必须满足SOFC在工作条件下的极端条件,如(1)密封材料的热膨胀系数(CTE)必须与燃料电池的元件(电解质、金属连接板)(9.5×10-6~11.5×10-6K-1)相匹配;(2)在燃料电池的元件上具有良好的润湿性;(3)具有电阻率高的特点(> 104Ω.cm),以避免短路;(4)在氧化或还原气氛中不与相邻元件反应,即具有良好的兼容性以及高的稳定性;(5)在工作温度下无扩散至相邻的电池元件中(即确保合适的粘度);(6)容易变形但又能承受一定的外压;从以上几个方面考虑只有玻璃-陶瓷材料能够满足上述要求[2-9]。
目前,国内外对(BaO,CaO)-Al2O3-SiO2和ROAl2O3-SiO2-B2O3(R = Ba,Ca,Sr,Mg)系封接材料的研究较多[2,8-12]。大多数人主要集中于封接材料的制备、性能及在长期测试条件下封接材料与各元件之间的界面反应,而很少有人注意到不适当的熔融工艺对玻璃封接材料在封接应用上的影响。当熔融温度较高时,高温熔融玻璃过程中氧化铝坩埚的腐蚀会导致玻璃成分发生变化;而当温度较低时,在玻璃熔化过程中某些玻璃成分并未完全参与玻璃的网络成键,从而影响其在燃料电池封接玻璃应用中的性能,如这些情况的出现有可能改变封接玻璃的CTE,导致封接过程中产生裂纹和剥离。因此有必要研究熔融工艺对玻璃性能的影响,进而对于提高封接玻璃在SOFC领域的实际应用具有重要意义。
在本文中,主要是通过改变玻璃的最高熔融温度和保温时间来研究玻璃的CTE和粘度,而后通过高温显微镜研究BaO-CaO-Al2O3-B2O3-SiO2玻璃随着温度不断升高时所对应的形状和润湿角的变化,通过分析比较进而选择最佳的制备方案。最终将优化后的BaO-CaO-Al2O3-B2O3-SiO2玻璃在750 ℃空气气氛中保温100 h后利用扫描电子显微镜(SEM)和能量分析(EDS)来研究界面元素的扩散情况。
1 实 验
1.1 实验试剂与仪器
本实验所用到的化学试剂为:二氧化硅(SiO2),分析纯,国药集团化学试剂有限公司;碳酸钙(CaCO3),分析纯,国药集团化学试剂有限公司;氧化铝(Al2O3),分析纯,上海久亿试剂有限公司;硼酸(H3BO3),分析纯,天津市恒兴化学试剂制造有限公司;碳酸钡(BaCO3),分析纯,国药集团化学试剂有限公司;碳酸钠(Na2CO3),分析纯,天津市东丽区天大化学试剂厂;无水乙醇(C2H5OH),分析纯,国药集团化学试剂有限公司;聚乙烯醇缩丁醛(PVB)。所使用的试验设备如下:ACCULAB VICON电子精密天平;QM-3SP2型行星式球磨机;DHG系列电热恒温鼓风干燥箱;1600 ℃高温井式电炉;769YP-15A粉末压片机;采用德国Netzsch公司的402E热膨胀仪测定样品的线膨胀系数;采用JSM-6700 F扫描电镜观察晶体形貌。
1.2 玻璃样品制备
以固体氧化物燃料电池(SOFC)封接玻璃BaOCaO-Al2O3-B2O3-SiO2体系的某配方进行研究。采用本实验室前期研究的配方[9],具体配方如下:28.7mol% SiO2、3.9mol% Al2O3、25.6mol%H3BO3、28.7mol% BaCO3、12.4mol% CaCO3、0.7mol% Na2CO3。
通过改变玻璃的最高熔融温度和保温时间分别制定了三种不同的熔融工艺作为研究对象,A工艺为最高温度1300 ℃,保温1 h;B工艺为最高温度1400 ℃,保温1 h;C工艺为最高温度1400 ℃,保温3 h。按照相同的制备过程利用A、B、C三种不同的熔融工艺分别得到A、B、C三个玻璃样品。
将淬火得到的玻璃样品进行球磨干燥,并将得到的玻璃粉末与粘结剂聚乙烯醇缩丁醛(PVB)进行造粒,压制成尺寸为5 mm×5 mm×20 mm的条状,然后用快速升温炉在850 ℃下保温30 min后自然冷却,然后将条状样品进行热膨胀系数的测量,得到玻璃样品的CTE、转化温度Tg和软化温度Ts。利用Vogel-Fulcher-Tamman(VFT)公式[9]计算玻璃样品的粘度。再通过高温显微镜观察在升温过程中玻璃的形变过程。
为了研究玻璃与氧化钇稳定的氧化锆(8YSZ)的连接性能,将封接玻璃与8YSZ电解质进行封接处理。先将其加热至850 ℃保温30 min后降温至750 ℃保温100 h。使用SEM和EDS研究经热处理后玻璃层与8YSZ/ Ni-YSZ阳极半电池两者界面间的微观结构,分析其界面元素的扩散情况。
2 结果与讨论
2.1 热膨胀系数(CTE)
三种不同工艺条件下制备的玻璃的热膨胀曲线如图1所示。A、B、C三条曲线分别代表三种工艺得到的玻璃样品的热膨胀曲线。
三种玻璃在刚性条件(20-558 ℃)下线性部分的斜率表示玻璃的热膨胀曲线,从图1中可知,A、B和C三种玻璃的CTE为5.4×10-6K-1、10.3×10-6K-1和10.9×10-6K-1,由于SOFC组分的CTE接近10.2×10-6~11.5×10-6K-1,故从热膨胀系数这一角度分析可知,B、C两种玻璃更加适合SOFC的封接,而样品A的CTE明显与相邻元器件的CTE不匹配。A玻璃的CTE明显低于B和C玻璃的CTE的原因可能是A玻璃的熔化温度较低,无法满足所有组分都能进入玻璃内部参与网络成键,例如碳酸钡的分解温度较高(1450 ℃),导致1300 ℃时玻璃中的一些碳酸钡没有完全分解,从而残留于淬火玻璃内部,降低了玻璃的热膨胀系数[13]。
根据三种玻璃的热膨胀曲线可以分别得到三个玻璃样品的特征温度Tg和Ts,其Tg值分别为558 ℃,587 ℃,564 ℃,而Ts值分别为640 ℃,633 ℃,> 800 ℃。从燃料电池的封接角度观察,燃料电池在封接温度时必须确保玻璃能够软化即软化温度点较低,而在工作温度(750 ℃)下又具有一定的强度,故基于此,为了避免封接玻璃在操作温度下(750 ℃)粘度过小所以其软化温度Ts应接近或略小于工作温度(750 ℃)。故综上所述,B玻璃-陶瓷的优点更加明显。
2.2 用A、B、C玻璃热膨胀系数计算粘度
热膨胀系数和黏度是一体的,根据玻璃的热膨胀曲线可以获得三个玻璃样品的Tg和Ts。玻璃在转化点和软化点时的粘度值固定不变,即与其他因素无关[14]。图1中B曲线在587 ℃以上弯曲,在633 ℃下降,这种现象与玻璃的转变有关,而玻璃粘度的计算可基于对这条曲线的分析而得到,故先以B玻璃为例计算其粘度值。
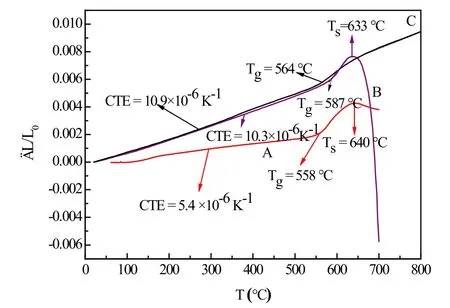
图1 A、B、C玻璃在850 ℃保温30 min后的热膨胀曲线Fig.1 Thermal expansion curves of glass samples A, B and C at 850 °C for 30 min
玻璃的粘度范围很广,为了探索温度与粘度之间的关系,需要对不同区域复杂的玻璃进行不同的研究。基于热膨胀结果的粘度计算方法的精度虽然不高,但对于粘度测量来说是最方便、最有意义的方法。已知,B玻璃的Tg和Ts分别为587 ℃和633 ℃。
根据Mott and Gurney[15]曾提出的一种液体理论,即假临界温度(Tk)与绝对熔点(Tm)之间的关系:

后来Beaman证明了这个方程[9,16-18],并发现这个方程可以应用于聚合物玻璃系统,同时它也适用于无机复合玻璃,Tm被液体温度Tl替换后该方程仍然成立。将Tk看作Tg,修改后的方程为:

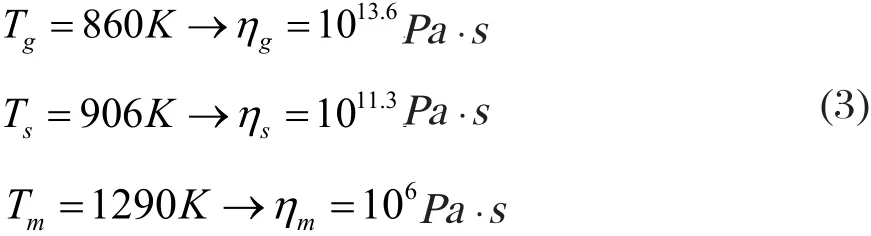
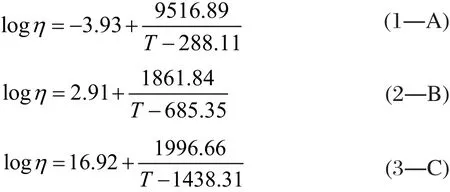
因此可以算出B玻璃的Tm= 1290 K,即Tm= 1017 ℃,与实验数值999 ℃相近。因此获得了玻璃的转化温度、软化温度、和熔化温度三种温度,所以B玻璃的对应值为:
然后根据Vogel-Fulcher-Tamman(VFT)方程[9]:

其中,A1、B1和T0均为常数。利用(4)式中各参数的关系,分别进行计算,可以得到相应的常数,从而确定了三种玻璃的粘度与温度的关系:
其中,(1-A)代表A玻璃的温度与粘度的关系,(2-B)是与B玻璃有关的方程,(3-C)是关于C玻璃的方程。
如图2所示,在封接温度850 ℃时,A、B、C玻璃的粘度值分别为107.5dPa·s、107.1dPa·s、1010.6dPa·s。对于封接材料的应用要求,封接玻璃材料的粘度值需要在106-109dPa·s范围内,A、B玻璃符合应用要求,而C玻璃的粘度值高于所需的粘度值,不适合用于封接材料。
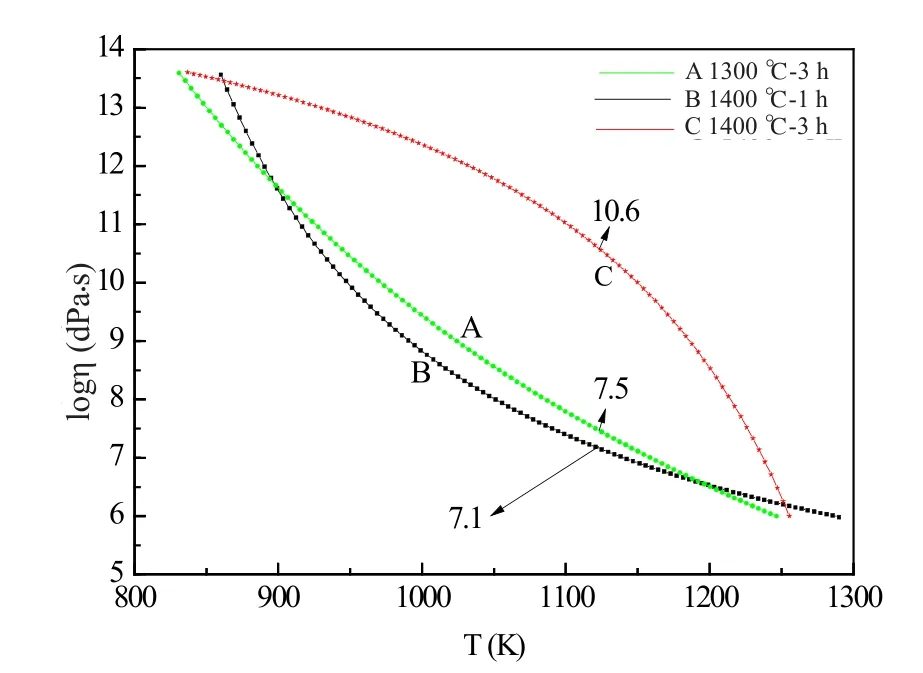
图2 A、B、C三个样品的温度-粘度图Fig.2 Temperature-viscosity diagram of samples A, B and C
2.3 润湿性能
图3(a)表示通过A工艺制备的圆柱形玻璃的高温显微镜照片,图3(b)显示了B玻璃的形状和润湿角的变化,由于C玻璃在1000 ℃之前没有出现软化,所以未显示由C工艺制备的玻璃的高温显微镜照片。C玻璃的软化温度较高可能是由于坩埚的腐蚀,导致在玻璃中引入了一些Al2O3杂质,增强了玻璃的网络结构,由于其软化温度较高,故C玻璃达不到良好的密封效果。而如图3(a)所示,A玻璃的形状在550-923 ℃的温度范围内变化很快,玻璃在660 ℃达到最大收缩,并在690 ℃开始软化,在750 ℃达到球形温度。当温度高于750 ℃时,一旦在封接玻璃上施加一定的负载,容易导致其整体塌陷,形成流动性,从而对电池元件造成破坏。此外,玻璃在900 ℃出现了明显的膨胀,可能是玻璃内部残留的碳酸钡分解产生气体导致,随着隔热时间的延长,这种现象会变得更加明显,导致玻璃密度降低,玻璃密度的降低严重影响了玻璃的密封效果[13]。
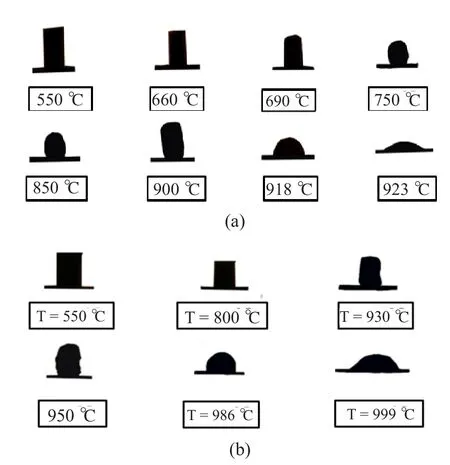
图3 (a) A玻璃的形状和润湿角的变化;(b) B玻璃的形状及润湿角的变化Fig.3 (a) The change in shape and contact angle of glass A;(b) The change in shape and contact angle of glass B
随着温度的升高,B玻璃的体积收缩明显,图3(b)中最大的差异发生在800 ℃和930 ℃之间。玻璃的润湿角是随时间和温度变化,表1中列出了在高温显微镜下A和B玻璃的温度和相应的润湿角。如表1所示,B玻璃在986 ℃之前,所测量的所有角度均不小于90°。如图3(b)所示,B玻璃的半球温度为986 ℃,因此986 ℃的接触角是转折点。在986 ℃以下,角度逐渐增大,在930 ℃左右达到最大值。在986 ℃以上,角度下降,小于90 °说明其润湿性良好。虽然在986 ℃之前接触角大于90 °,但在实际操作中依然可以实现封接材料与电解质之间的紧密封接,因为封接材料在实际应用中不仅有来自相邻组件或外部负载的压力,而且接触区域的状态可能会由于存在负载而发生变化。以上分析表明B玻璃在整个过程中都能很好地粘附在8YSZ上,在工作温度(750 ℃)下可以避免玻璃在8YSZ表面自由扩散。
2.4 界面微观结构与分析
比较了三种工艺条件下玻璃的CTE、粘度和高温显微镜的结果,发现工艺B得到的B玻璃最符合封接要求。因此,下面主要研究B玻璃的封接界面。图4为B玻璃与Ni-YSZ阳极和8YSZ电解质封接界面的扫描电镜图。
图4显示了B玻璃与Ni-YSZ阳极和8YSZ电解质在750 ℃保温100 h后封接界面的SEM图。在图4(a)中,上层为B玻璃,下层为Ni-YSZ阳极,而在图4(c)中,上层为Ni-YSZ阳极,下层为B玻璃,中间层为8YSZ电解质。图4表明热处理后的B玻璃相对致密,并且对电池两侧具有很好的粘附性,这表明其在长期运行条件下具有优异的封接性能。而且B玻璃的CTE与8YSZ的CTE相匹配,所以在热处理后仍然能够保持其机械完整性。
另外,图5是样品的界面图放大2000倍后的EDS分析,图5(b)和图5(d)显示了分布在界面上的Ba、Ni、Si、Y、Zr五种元素的扩散情况。图5(b)和图5(d)所对应的元素的线分布分别对应图5(a)和图5(c)中的红线区域。EDS元素分析的结果表明,在750 ℃下封接玻璃保温100 h,在其界面上没有发生明显的元素扩散,这说明B玻璃具有一定的热稳定性。
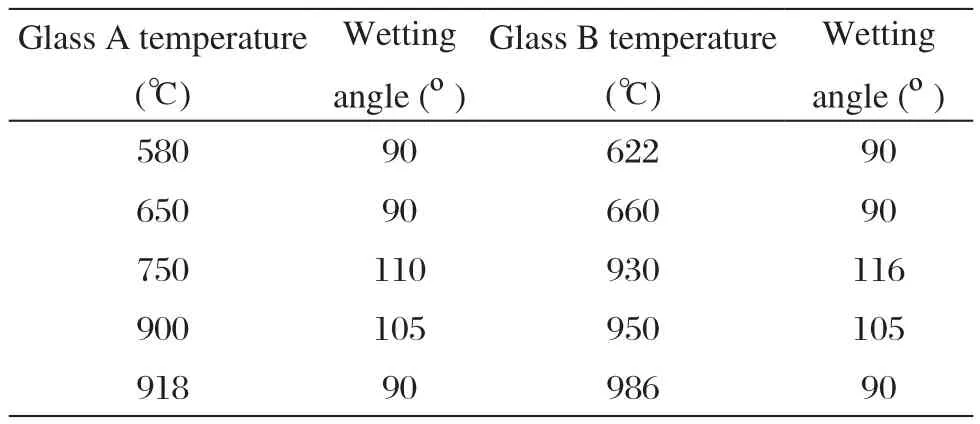
表1 不同温度点对应的润湿角Tab.1 The wetting angles at different temperature points
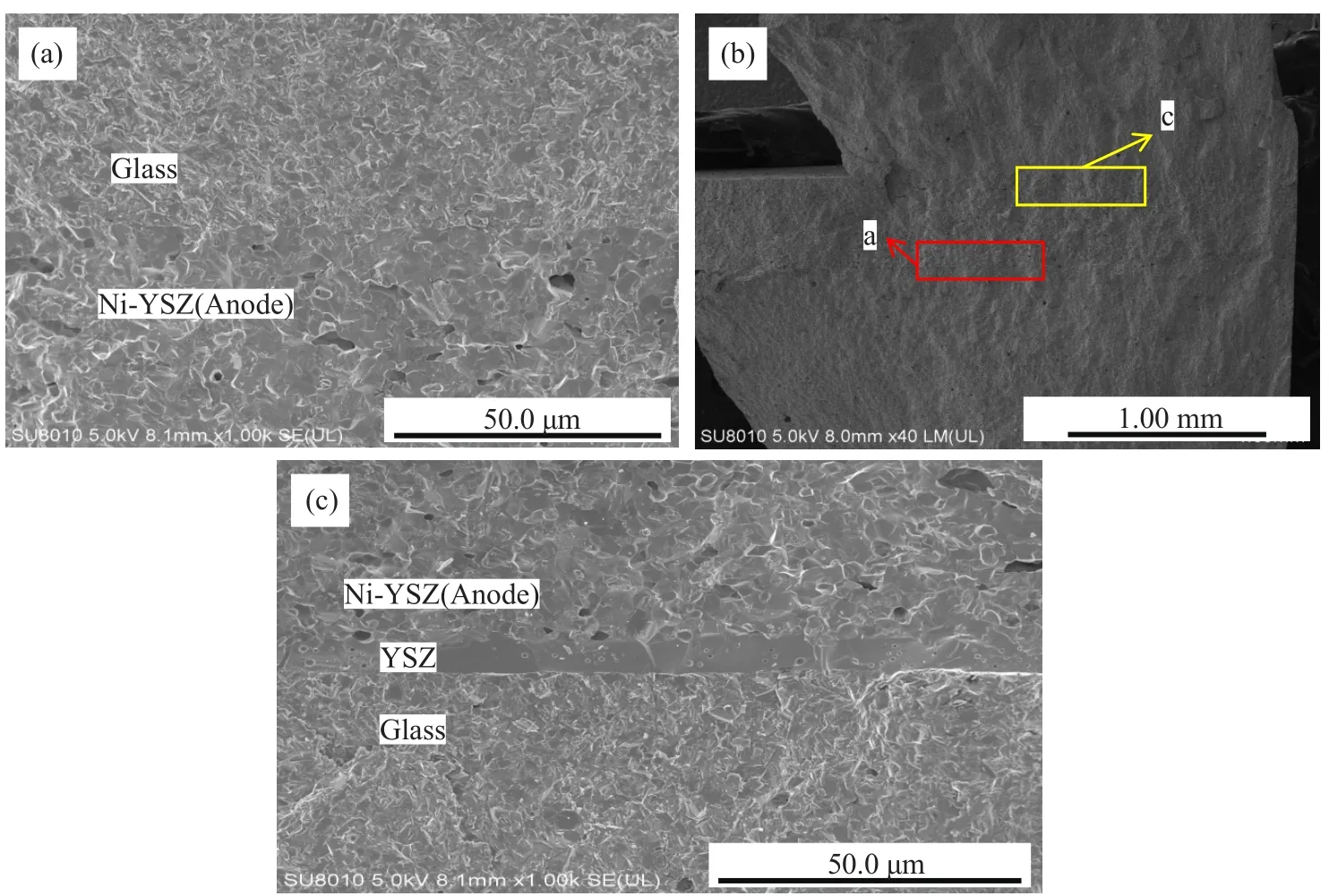
图4 B玻璃在850 ℃-30 min,750 ℃-100 h的扫描电子显微照片(a) B玻璃与阳极封接界面的放大图(×1000);(b) 封接界面图(×40);(c) B玻璃和电解质封接界面的放大图(×1000)Fig.4 SEM images of glass B after heating at 850 ℃ for 30 min and followed by soaking at 750 ℃ for 100 h(a) Magni fi ed image of the sealing interface of glass B and anode by 1000 times; (b) magni fi ed image of the sealing interface of glass B,anode and electrolyte by 40 times; (c) magni fi ed image of the sealing interface of glass B and electrolyte by 1000 times.
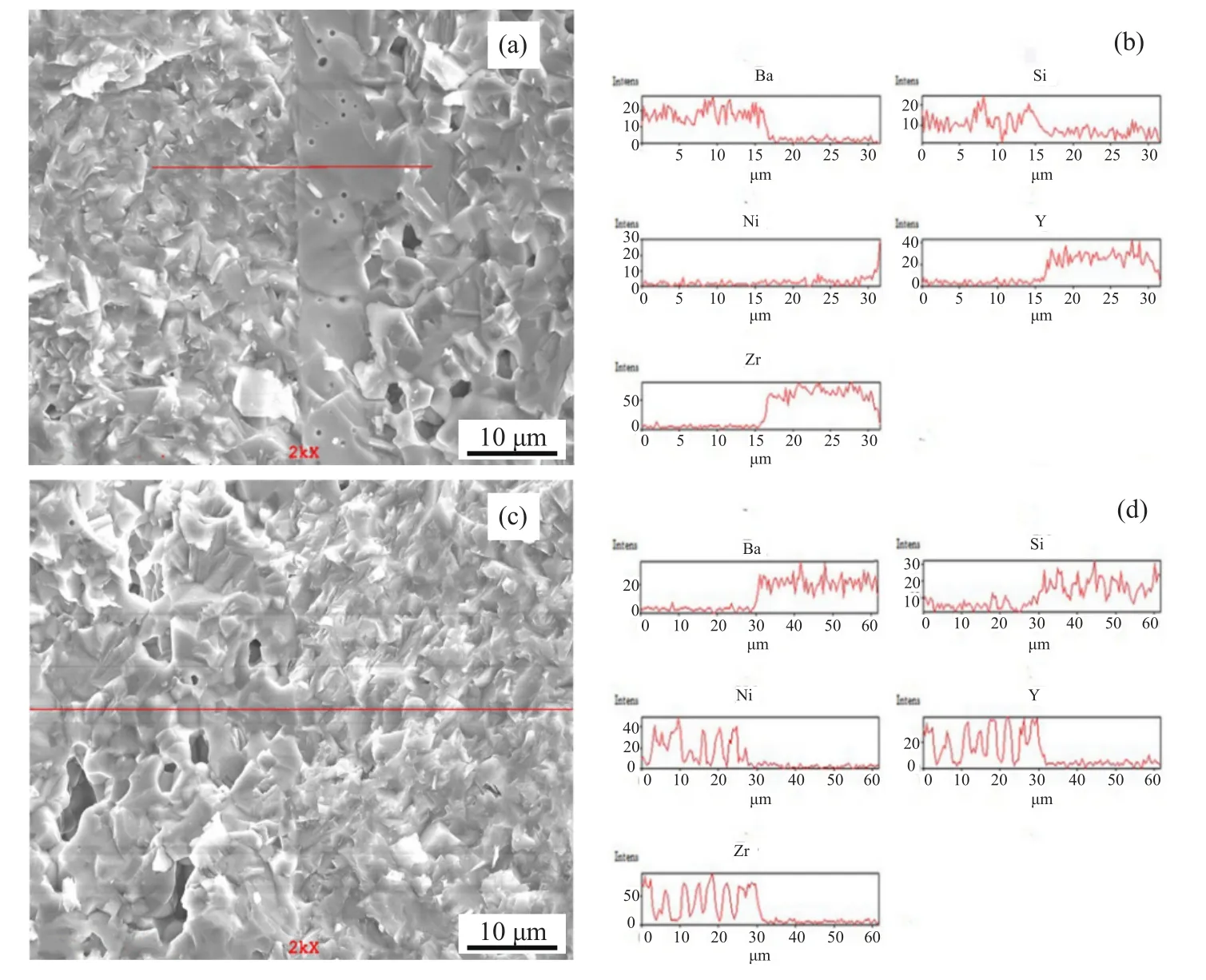
图5 经850 ℃-30 min,750 ℃-100 h热处理后,B玻璃与阳极和电解质界面的扫描电镜和化学分析(a) B玻璃与Ni-YSZ阳极和8YSZ电解质的封接界面;(b) 图(a)中红线界面的化学元素分析;(c) B玻璃与Ni-YSZ阳极的封接界面;(d) 图(c)中红线部分的化学元素分析Fig.5 SEM images and chemical analysis of the interface between glass B and anode and electrolyte after heating at 850 ℃ for 30 min and followed by soaking at 750 ℃ for 100 h. (a) Magni fi ed image of the sealing interface of glass B and electrolyte by 2000 times. (b) Element line diffusion of fi g. (a). (c) Magni fi ed image of the sealing interface of B glass and anode by 2000 times. (d) Element line diffusion of fi g. (c)
3 结 论
B和C玻璃样品的CTE分别为10.3×10-6K-1和10.9×10-6K-1, YSZ的CTE约为10.2-10.8×10-6K-1,故两者间的CTE相接近。而A玻璃的CTE为5.3×10-6K-1,不符合封接要求。三种玻璃的Tg和Ts分别为558 ℃,587 ℃,564 ℃和640 ℃,633 ℃,> 800 ℃;在操作温度下,A、B、C玻璃的粘度值分别为107.5、107.1、1010.6dPa·s,C玻璃的粘度值远大于A、B玻璃的粘度值,A、B玻璃完全在密封材料的所需粘度值范围内,可使玻璃在封接过程中良好地粘附在8YSZ和Ni-YSZ上。高温显微镜的结果表明A玻璃的形变对温度过于敏感,可能会影响密封性能。B玻璃与8YSZ的接触性能良好,可以避免玻璃在750 ℃下在8YSZ表面自由扩散。在750 ℃保温100 h后的B玻璃与8YSZ和Ni-YSZ封接界面的SEM和EDS的结果表明在密封玻璃热处理时间为100 h时没有明显的元素间的相互扩散。比较在三种工艺条件下得到的玻璃样品的热膨胀系数、粘度和高温显微镜的结果,发现工艺B得到的样品的性能最符合封接材料的要求。