聚醚废水中氨氮的控制与处理
2019-05-31王梅梅
王梅梅
(中国石化天津分公司,天津 300271)
聚醚多元醇(简称PPG)和聚合物多元醇(简称POP)是聚氨酯工业的重要原料。聚氨酯制品可用于制造塑料、橡胶、纤维、硬质和软质泡沫塑料、胶粘剂和涂料等,从汽车、轮船、飞机等内饰件到高档家具、建筑节能材料无一不与聚氨酯材料有关。在聚醚生产中使用的丙烯腈、偶氮二异丁酸二甲酯等含氮原料,会随着工艺过程进入到废水中,造成生产废水中氨氮含量高,因此,聚醚废水是公认的难处理的工业废水之一。
1 聚醚生产工艺
1.1 PPG生产工艺
PPG合成是将带有羟基或胺基的物质作为起始剂,在催化剂存在的条件下,加入环氧乙烷、环氧丙烷进行氧基化反应生成大分子聚合物,采用间歇法生产。工艺过程分为反应阶段和精制处理阶段。
a)反应阶段。将甘油、蔗糖等起始剂投入到反应釜中,通过氮气置换保证反应釜中氧含量合格,升温到预定温度后,按规定的进料曲线投加环氧丙烷,控制反应温度和压力,投料结束后进行内压反应,最后冷却至规定温度,用氮气压送至中和釜。
b)精制处理阶段。将定量的纯水加入到中和釜内搅拌一定时间,再投入磷酸中和,pH值合格后加入助剂搅拌、升温,进行减压干燥,含水量合格后进行过滤循环,产品达到规定质量标准后,自过滤机流入产品储罐。其工艺过程如图1所示。
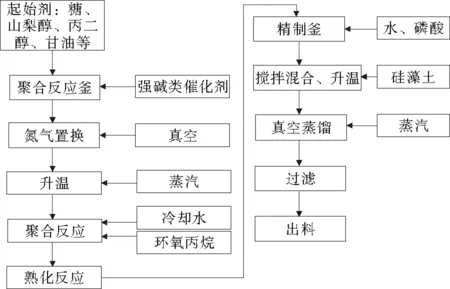
图1 PPG生产工艺流程
1.2 POP生产工艺
POP采用连续化生产。工艺分为物料混配,连续化反应及后处理工序。
a)物料混配。丙烯腈和苯乙烯经加入定量的链引发剂和链转移剂,搅拌一定时间,待加入的固体物料完全溶解,再定量加入分散剂和聚醚多元醇,充分混合后即可送入混料储罐中。
b)连续化反应。混合物料由混料储罐经泵抽出送至POP反应釜1,保持一定的反应温度,启动外循环,由POP反应釜1中排出的反应生成物不断地注入POP反应釜2以提高转化率,POP反应釜2中也保持相同的反应温度,POP反应釜2排出的生成物送入后处理工序。
c)后处理工序。由POP反应釜2中排出的生成物为粗POP,连续地进入二级薄膜蒸发器。在第一级薄膜蒸发器中脱除大部分未反应的单体丙烯腈及苯乙烯,在第二级薄膜蒸发器中进一步脱除单体后即可得到合格的POP产品,送入成品罐进行储存。
其工艺过程如图2所示。

图2 POP生产工艺流程
2 聚醚废水的来源及组成
从聚醚生产原料及工艺可知,聚醚生产过程中产生的有机废水,基本组分为反应不完全的原料包括甘油、季戊四醇、丙二醇、苯乙烯、丙烯腈、环氧乙烷、环氧丙烷和盐类等,还有副反应产物包括低分子聚合单体和高分子聚醚等。聚醚废水源及组成见表1。
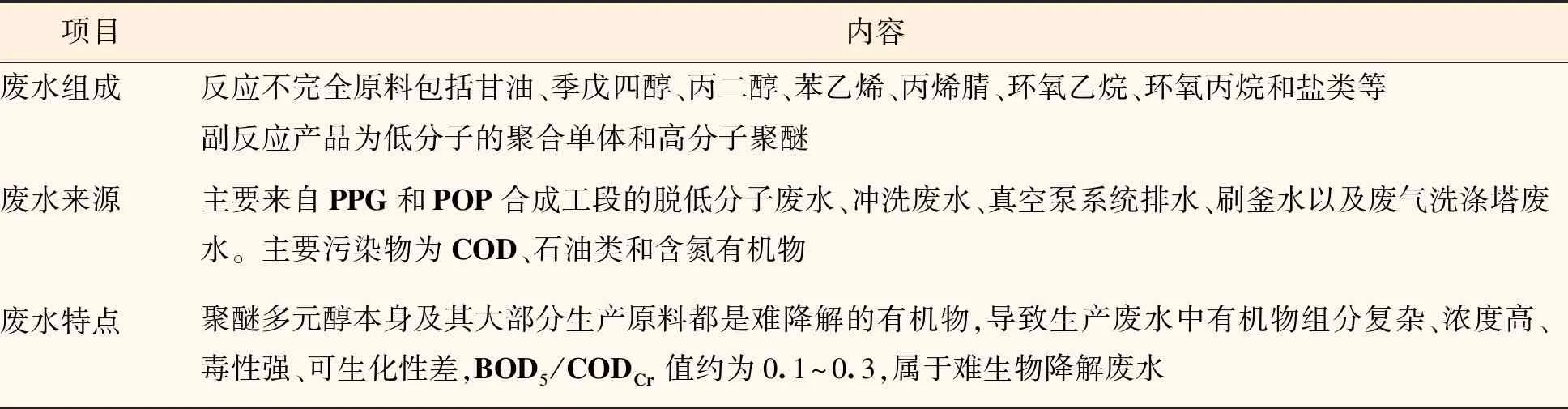
表1 聚醚废水的来源及组成
聚醚生产过程中PPG为间歇生产工艺,而且PPG、POP切换牌号需要刷釜,产生废水,工艺的不连续、不稳定会造成水质的波动。水质情况见表2。
聚醚废水主要由PPG工艺废水、废气洗涤塔废水、真空系统废水、POP工艺废水等汇聚组成,废水特点如表3所示。

表2 聚醚废水水质 mg/L

表3 聚醚废水组成特点
可见废水中的氮主要来自POP工艺段、真空系统废水及废气洗涤塔中的原料丙烯腈。丙烯腈是腈类化合物,一般会在生物的作用下转化为丙烯酰胺,丙烯酰胺再水解为丙烯酸和铵盐。在土壤中,100mg/L的丙烯腈可以在2天内完全降解,在河水中,丙烯腈可以在6天内降解,当水体中的菌被驯化后其降解时间可以缩短。当丙烯腈的浓度<20mg/L时,在厌氧条件下可以很快地进行降解。在好氧条件下,丙烯腈可通过驯化后的活性污泥或酶制剂来进行处理。可知,含一定浓度的丙烯腈废水在合适的菌种生存条件下,可以转化为丙烯酸和铵盐。
3 聚醚废水中氨氮来源测定分析
分别对上述4股水取样,分析测定其中氨氮、凯氏氮及总氮的浓度,从而来确定废水中氨氮的来源。分析测试结果如表4所示。

表4 4股废水检测结果 mg/L
从结果可以看出,各股废水中的氨氮含量都较低。废气洗涤塔废水、真空系统废水和POP工艺废水中的总氮含量较高,而且主要是有机氮(凯氏氮等于氨氮和有机氮的总和),这与表3中各股废水的特点及组成相吻合,即废水中的有机氮主要来源于POP工艺中所使用的原料丙烯腈。比较各股废水与汇聚后的总出口废水中各种氮的含量,分析测试结果如表5所示。
表5 4股废水与总排放口废水检测结果mg/L

检测项目1#PPG工艺废水2#水洗塔废水3#真空系统废水4#POP工艺废水5#总出口废水氨氮2.7815.70.1780.378111凯氏氮8.6220.4438642132总氮10.322.9551760156
可见各股废水中的氨氮含量并不高,而总出口废水中的氨氮却很高,且废水中的氮主要是以氨氮的形式存在。这说明各股水在混合之前,水中的氮主要是以有机氮的形式存在,混合之后,在均质池中的停留时间超过12h,均质池里面滋生了氨化菌类,且废水的水温为20~30 ℃,pH为6~8,适合氨化菌类生长和繁殖,氨化菌将有机氮转化为氨氮,而水体中氨氮来不及转化为亚硝态氮或者硝态氮就被送入后续的污水处理装置。因此,出现了各股水中的氨氮并不高,而总出口的氨氮较高的现象。
4 聚醚废水中氨氮的控制与处理
4.1 氨氮产生的控制
从前面的分析结果可知:聚醚废水中的氨氮是由POP生产原料丙烯腈含氮有机物经过氨化菌的作用转化为氨氮的,而氨氮来不及经过硝化作用降解就被排到后续的水处理装置中。如果要单纯控制氨氮的含量而不考虑总氮外排量的话,那么可以通过控制氨化菌的生存条件抑制其生长,阻止有机氮向氨氮的转化。要控制氨化菌的生长,就要从控制其生存条件着手。影响氨化细菌生长及繁殖的环境条件主要有pH、溶解氧、温度、氮源等。
4.1.1pH的影响
氨化细菌的影响可以通过不同pH条件下培养氨化细菌,氨化细菌的生长繁殖分析来看:当pH<5,培养基中的氨化菌数量为0,表明低pH值酸性条件下氨化菌的生长完全受抑制;当pH>5,氨化菌的数量随着培养时间的增加而不断增加,pH为7~10,氨化菌数量稳步增长;pH=12时,氨化菌的培养的前48h内受一定抑制,48h后碱性环境对其生长压力减缓,数量有所上升;以96h时不同pH值下的氨化菌数量作图,可知pH变化呈正态分布,氨化菌最适宜生长pH范围在7~10[1]。
而聚醚废水的pH为6~8,属于氨化细菌适宜生长pH范围。如果要抑制氨化细菌的生长,可将废水的pH调节到6以下。
4.1.2溶解氧的影响(DO)
在自然界中,氨化细菌的种类很多,主要有好氧的荧光假单胞菌和灵杆菌,兼性的变形杆菌和厌氧的腐败梭菌等。好氧氨化细菌在好氧状态下的反应速度和细菌繁殖速度较厌氧状态下快,有利于水体中含氮化合物转化为氨氮。而兼性氨化菌在厌氧条件或缺氧条件下,也会将有机物进行还原脱氨、水解脱氨和脱水脱氨等氨化反应。因此,无论是在好氧还是厌氧条件下,氨化反应都可以进行,只是作用的微生物不同,反应的强弱不同。
虽然溶解氧在氮转化过程中是电子受体,其浓度的大小影响氮转化的程度和速率,但是其对溶解氧对氨化反应的影响比对硝化和反硝化的影响小。
4.1.3温度的影响
聚醚废水的温度为20~30℃,是氨化细菌生长的适宜温度。如果操作上可行的话,可将废水的温度控制在较低的温度(小于20℃),从而抑制氨化菌的生长和繁殖。
4.1.4氮源
氮源是氨化菌生长不可缺少的营养物质之一,在没有氮源的环境中氨化菌无法生长,另外,氨化菌无法利用无机氮源包括硝态氮和铵态氮,有机氮源是氨化菌利用的唯一氮源,并对有机氮源的利用具有严格选择性。
聚醚废水中的有机氮主要是丙烯腈,从前面的分析结果可知:丙烯腈在水中经过氨化菌的分解产生了氨氮,如果要从氮源这方面来控制氨氮的产生,可将含氮的POP废水分开进入含氮有机废水处理系统进行处理,这样进行分质处理,会针对性地将废水特点与水处理设施的功能进行匹配,使得废水处理效果最优化。
4.2 氨氮的处理
氨氮的存在会消耗水体的溶解氧,导致水体富营养化,进而影响水中生物生长,鱼类中毒、死亡,甚至会进一步导致食用了中毒鱼类的人类中毒,其危害不容小觑。因此,废水排放中氨氮指标的控制越来越严格,自2018年1月1日起执行天津市强制性地方标准《城镇污水处理厂污染物排放标准》A类:氨氮的控制指标为1.5mg/L。目前天津石化采用A/O/DNF工艺处理聚醚废水,氨氮的去除效果较好,再加上臭氧+生物活性炭联合处理,对聚醚废水中其他污染物也有很高的去除率。处理工艺简述如下:聚醚废水经污水提升池排往化工污水处理场进行混合处理,包括预处理、厌氧、接触氧化、纯氧曝气等处理流程。废水经过均质、厌氧、纯氧曝气处理后,进入二沉池进行泥水分离,上清液进入净化装置处理,具体流程如图3。

图3 化工污水处理系统流程

DNF是利用反硝化菌的反硝化反应去除废水中NO3-N、NO2-N等物质,同时,一部分碳、氮、磷同化为新细胞,达到脱氮除磷、降COD的作用;臭氧+活性碳工艺是使用臭氧快速氧化分解污水中有机污染物,并对难降解有机物进行破环断链,以提高废水的可生化性,再利用生物活性碳的物理吸附和生物降解进一步去除废水中污染物。具体工艺流程如图4。
DNF技术将微生物富集在滤料表面,使得DNF中的生物量大大增加,比传统的反硝化处理技术生物量多5~10倍,提高了处理效率;同时,DNF为膜生物反应器的一种,也具有膜生物反应器产泥量小的优点。臭氧+生物活性炭联合使用,利用臭氧的强氧化性,将部分难降解的大分子有机物氧化断链,使其变为容易降解的小分子有机物,提高污水的可生化性,污水进入后续的活性炭滤池。污水中的有机物与活性炭滤料表面微生物膜通过生化反应得到降解,活性炭同时起到物理过滤作用,进一步截留水中有机物、悬浮物和脱落的生物膜,完成污染物的去除。

图4 净化处理工艺流程
聚醚废水经过上述两个流程组合处理后出水情况见表6。

表6 聚醚废水处理出水水质 mg/L
5 结语
采用A/O/DNF加臭氧+生物活性炭组合工艺处理聚醚废水是高效可行的,尤其是氨氮的去除率可达99%以上,再加上臭氧氧化分解和活性炭吸附过程,有效去除了聚醚废水中COD等其他污染物。此处理工艺路线成熟、脱氮能力强,风险小,经处理后的聚醚废水水质达到了天津市地方排放标准。
