TFT-LCD发绿的研究及改善
2019-05-29杨宗顺朱建华张加勤李祖亮杨德波樊明雷
杨宗顺,朱建华,张加勤,李 伟,李祖亮,钟 野,杨德波,樊明雷
(重庆京东方光电科技有限公司,重庆 400714)
1 引 言
随着信息技术的高速发展,人们对视觉感官的要求越来越高。这对以TFT-LCD为主流的显示行业来说,也是充满了挑战和期待[1]。目前,国内各屏企业将目光逐渐投向了有着下一代显示产品之称的OLED[2-5](Organic Light-Emitting Diode),但OLED暂无大量客户端运用,主流产品仍然是TFT-LCD,而TFT-LCD也在竞争激烈的市场上不断改进和推陈出新。其中,本公司开发的ADSDS(Advanced Super Dimension Switch)技术是业内领先的超硬屏技术之一,可让屏幕拥有更高透过率、亮度和对比度,接近180°的视角可实现更为逼真的图像显示效果。且ADSDS屏兼具功耗低,更环保等优势,目前广泛应用于智能手机、平板电脑、笔记本、显示器及电视等全系列显示产品[6-7]。
本公司一款TFT-LCD产品在量产过程中,存在L0发绿不良,严重影响了产品显示品质,也造成了良率及收益的损失。L0发绿为在点灯测试过程中L0画面下异常发绿显示不良。通常,屏满屏发绿与内部电场受干扰相关,可能存在静电影响或非正常干扰电场存在。
本文就某款产品发生的L0发绿进行了深入研究,找到了不良产生的原因,对不良的现象、发生机理进行了合理解释。在此过程中,进行了工艺改善验证;对不良进行了复活、挽救措施验证;就防止再发生,结合产线工艺情况和产品自身设计,分别提出了两种可彻底改善的设计变更方案。通过验证,挽救措施切实可行;而设计变更导入后,L0发绿不良得到了根本改善。
2 发绿概述及机理分析
2.1 现象及分析概述
发绿为点灯画面L0灰阶下满屏泛绿,如图1。通常,发绿可由静电或屏存在异常电场引起。ADSDS产品相对于TN(Twisted Nematic)产品,彩膜(Color filter)侧背面存在ITO(Indium tin oxide),ITO为屏导静电作用。通过银胶点,ITO与屏GND(Ground)线相连。宏观检查背ITO无损伤,测试ITO电阻率无异常。显微镜下观察,发现银胶位置彩膜内侧存在微小破损。微观下,银胶通过破损口进入与黑矩阵发生接触。发现异常后,正常屏模拟黑矩阵与银胶点接触实验,点灯L0发绿可复现。
2.2 不良机理分析
如上所述,背 ITO为彩膜侧表面涂覆的导电层,其作用是将屏表面的静电通过银胶接GND线排除[8-9],避免屏表面静电聚集,形成表面电场,干扰内部正常液晶偏转造成异常显示[10-11]。ITO、银胶、GND等连接如图2所示。

图2 屏结构图示Fig.2 Structure of the panel
通过显微观察和模拟实验基本确定,银胶与黑矩阵接触是造成发绿的原因。而破损怀疑是切割、搬运过程产生[12-13],破损发生位置刚好位于银胶点位,银胶经破损缝隙处进入,并与黑矩阵接触,造成不良。正常银胶点与本次存在破损的银胶点位侧视图对比,如图3、图4所示。
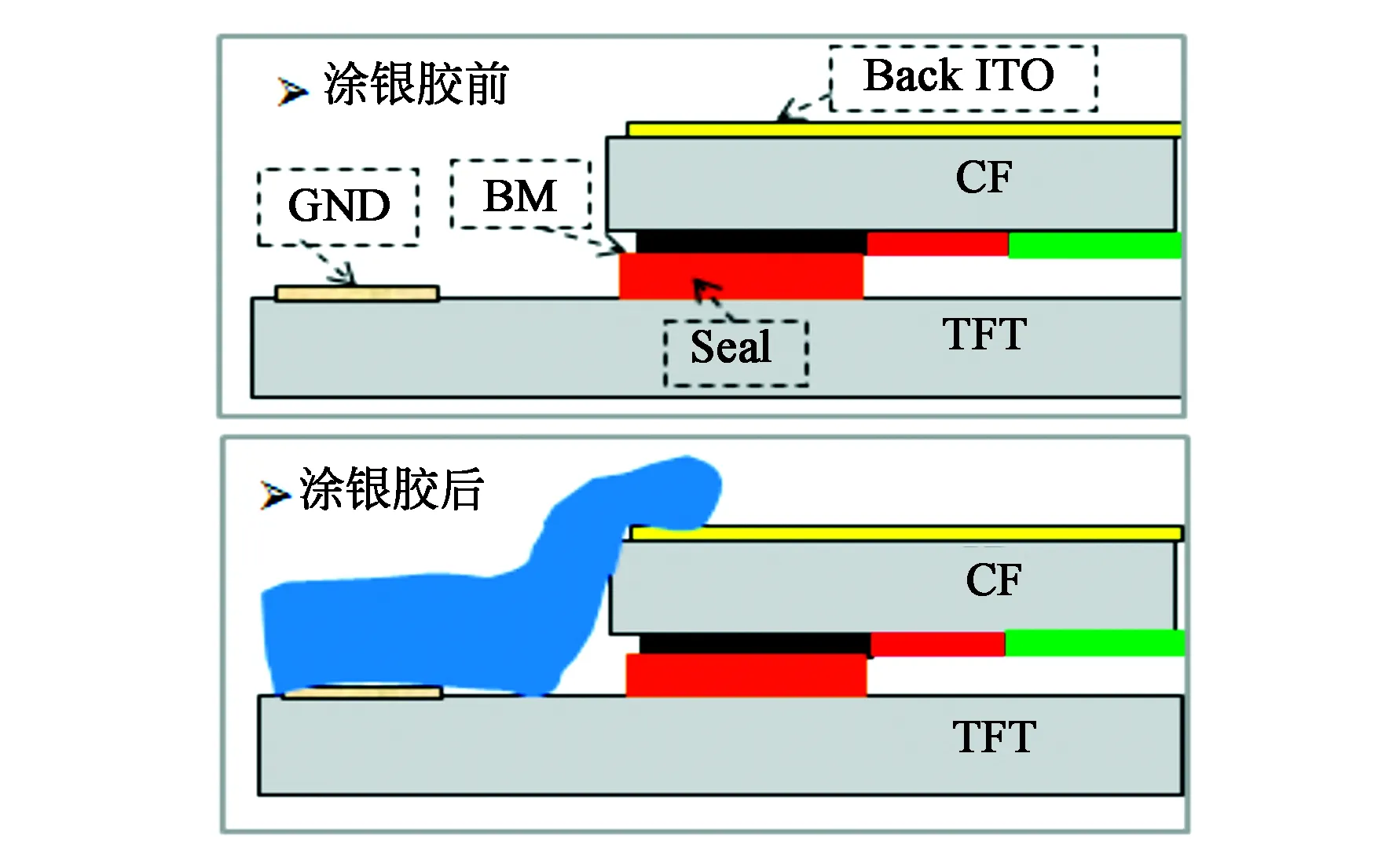
图3 正常银胶点Fig.3 Normal silver glue point

图4 异常银胶点Fig.4 Abnormal silver glue point
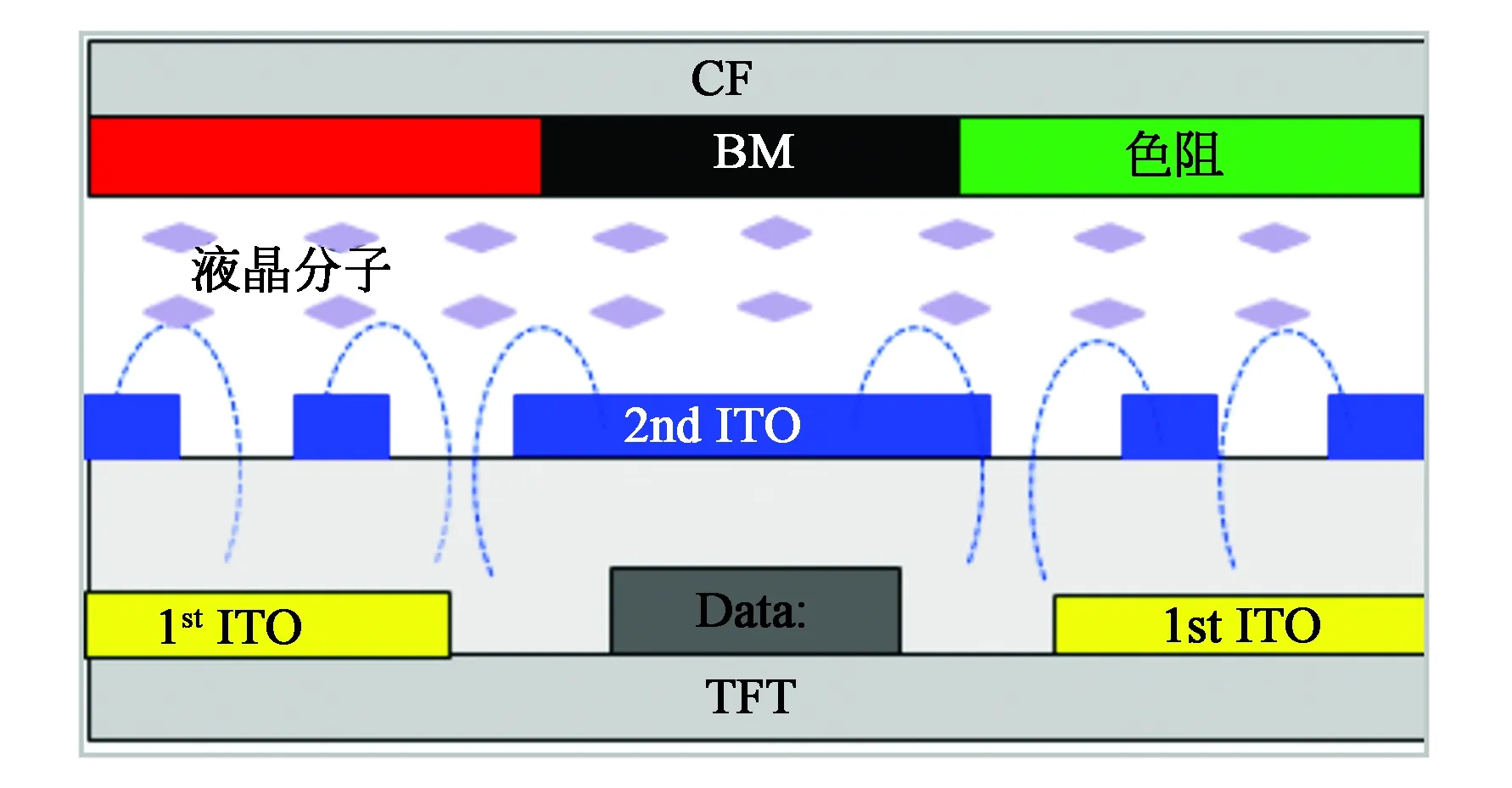
图5 正常电场图Fig.5 Normal electric field
实验发现,对失效(Not Good)银胶点位施加1~3 V(相对GND电压)电压过程中,发绿现象逐渐减轻。当加至3 V时,发绿现象完全消失。Panel设计中背 ITO 通过银胶连接至GND,GND为屏相对接地端。黑矩阵本身不带电,可近似认为正常黑矩阵为0 V。而实验中对失效银胶点施加正向电压至3 V时发绿消失,可认为黑矩阵连接银胶后带负电,当施加相对GND正向电压后,黑矩阵恢复理论0 V时发绿消失。
在无外界电场干扰时,TFT侧两层ITO间形成电场,液晶分子在水平方向有序排列,根据不同压差进行偏转,如图5所示。
当银胶与黑矩阵接触,使黑矩阵带电(相对负电),黑矩阵与TFT侧ITO形成电场,如图6所示。正常屏无黑矩阵-ITO电场,L0画面下,液晶分子水平排列,像素无漏光,为灰阶显示。而存在黑矩阵-ITO电场时,像素边缘液晶偏转异常,继而产生像素边缘漏光,形成发绿不良。

图6 异常电场图Fig.6 Abnormal electric field
2.3 发绿现象分析
以上分析,像素边缘液晶分子偏转异常时,会整体影响红/绿/蓝(Red/Green/Blue)色阻的漏光,而实际宏观现象表现为发绿。对此,我们进行了色阻透光率对比分析,在同等背光照度情况下,测试各色阻材料的透光率。结果表明,色阻透光率强度依次为绿色、红色、蓝色,测试结果如表1所示。

表1 色阻透光率对比Tab.1 Transmition of Color filter
透光率测试结果表明,绿色色阻透光率60,大于红色色阻(17)、蓝色色阻(10)。在BM-ITO电场干扰下,红/绿/蓝像素边缘均产生漏光,但绿色像素透光率远远大于R、B色阻,因此,宏观观察为发绿现象。
为进一步验证试验结果,在目镜下观察不同画面下像素漏光情况,结果如图7。在L0/R/G/B画面下,异常(发绿)屏较OK屏,红/绿/蓝色阻边缘漏光均严重;异常屏中红/绿/蓝色阻漏光程度对比,绿色像素边缘漏光最明显,与绿色色阻透光率最大结论一致。

图7 微观观察现象Fig.7 Phenomenon of micro observations
3 发绿的相关验证及改善
3.1 单侧点银胶验证
银胶通常为屏左右两端各一点设计,如图2所示。实物分析过程中,我们发现导致屏发绿的破损均集中于屏左侧,右侧屏银胶点无破损发生。而银胶作用为连接彩膜侧背 ITO与接地线GND,导走屏表面静电,所以只存在左侧点银胶、只存在右侧或两侧同时存在,理论来说,不会根本影响银胶的作用。
为验证猜想,对只存在左侧破损的屏进行了右侧单点银胶测试,点灯测试屏无发绿发生。同时对右侧单点银胶屏进行了信赖性测试,如表2所示,无信赖性风险,单侧银胶改善措施可导入。

表2 信赖性测试结果Tab.2 Results of reliability test
3.2 辅胶涂覆变更验证
破损发生位置具有屏左侧集中性,将屏还原于Q-屏上时,发现不良屏均为B行屏,如图8所示。

图8 Q-Panel示意图Fig.8 Phenomenon of Q-Panel
由Q-屏可知,破损发生位置集中Q中间位置。抽取切割后B行屏,由屏左侧易发破损位置起,对左→中→右3位置切割面进行SEM观察。发现中间位置切割最佳,优于右侧切割入刀位置;而左侧为疑似撕扯、缺损状,如图9所示。
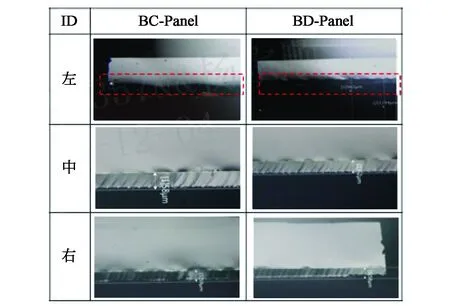
图9 切割断面SEM观察Fig.9 SEM of cutting section
左侧非切割起始端,断面却是最差,且断面呈撕扯、缺损状,由此分析非切割工艺直接导致。观察图8中,Q-屏横向切割两刀后,中间空白条就会留存下来。而辅胶涂覆为分段式,切割、裂片、搬送过程中缺少辅胶的部分,上下两层容易分离、翘起。在分散、翘起的空白条接触到B行屏左侧时,容易造成屏左侧的边划伤、边缘破损等。
为了验证分析,在进行辅胶涂覆时,将A行、B行中间Seal进行连贯涂覆,这样可增加空白条的稳定性,如图10。由此发绿不良由5.6%下降至1.5%,辅胶涂覆变更对发绿不良有明显改善。

图10 辅胶涂覆涂覆图示Fig.10 Structure of dummy Seal
3.3 银胶点的设计检讨
对比其他几款尺寸相近,与Q-屏设计相似的产品,在经过同样的切割线体后,并无发绿不良产生。通过对比银胶点位设计,发现发绿产品银胶点设计最靠近屏边缘,如图11(单位/mm)所示。可见银胶点位设计与发绿不良发生相关性大,当银胶点位与屏边缘有一定距离时,可避开屏边缘破损点。

图11 银胶点位图Fig.11 Structure of silver glue point
结合各产品不良发生情况及银胶点位设计对比,为探究当前切割工艺下,银胶点位设计的合理范围,我们对发绿屏左侧1 cm距离内破损进行了统计。对破损的统计标尺分为长度、深度,长度为沿屏边破损距离,深度为屏边往显示区方向延伸距离。统计发现,破损主要集中于1~3 mm范围内,如图12(Spc:长度≤0.5 mm,宽度≤0.5 mm)。4~10 mm范围超规破损基本不发生,≥4 mm是点银胶的安全起始范围。由于量产品银胶点变更涉及电路设计问题,本产品并未做银胶点变更验证,但可为后续产品设计开发提供参考。

图12 屏破损统计Fig.12 Statistics of panel chips
3.4 黑矩阵挖槽的验证改善
引起发绿不良的直接原因是银胶经破损缝隙进入,与黑矩阵接触,使黑矩阵带电。因此只要将银胶与黑矩阵进行隔离,就可防止发绿不良的发生。为此进行了黑矩阵挖槽的验证,利用沟槽对银胶与黑矩阵进行隔离,挖槽设计如图13,挖槽总体原则为保证d≥破损深度。挖槽设计导入后,发绿不良降低为0%,发绿彻底改善。

图13 黑矩阵挖槽设计Fig.13 Trenching design of BM
4 结 论
发绿不良为屏在切割工艺过程中,造成屏边缘破损,点银胶时,银胶通过屏边缘破损进入,与黑矩阵接触使其带电,形成黑矩阵-ITO干扰电场,从而导致液晶偏转异常导致。
通过验证,单侧点银胶是一种具有可行性的对切割工艺不足的补救措施,但正常设计、量产为双侧点银胶,不具有长期量产导入性。工艺改善验证中,辅胶涂覆直连有利于切割后空白条的稳定,避免上下空白条的分离和翘起损伤相邻屏边。辅胶涂覆直连导入后,发绿不良改善明显,发生率由5.6%降至1.5%。
通过银胶点位设计对比,结合产线工艺数据分析,得到银胶点距屏边缘≥4 mm时可有效防止发绿发生。产品设计上,对银胶点侧的黑矩阵进行挖槽隔离,也能有效防止银胶与黑矩阵接触,黑矩阵挖槽导入后,发生率降低为0%,发绿不良得到了彻底改善。
