中间再沸式热泵反应精馏生产乙酸异丁酯的设计与控制
2019-05-21张青瑞李海英
张青瑞, 李海英, 闫 森, 刘 艳
(青岛科技大学 化工学院, 山东 青岛 266042)
乙酸异丁酯(IBAC)主要用作漆类稀释剂,也可用作制药行业的溶剂、萃取剂等,还可作为药物和食品工业中的添加剂。合成IBAC的方法有乙酸与异丁醇酯化法[1]、异丁醇与乙酸甲酯酯交换法[2]、乙酰化合成法[3]等。酯化法合成IBAC的优点在于原料廉价易得,因此研究人员对该方法进行了较多的研究。
在化工工业中,精馏工艺的再沸器提供的热量大部分在冷凝器中被消耗,使精馏过程热量利用率很低。热泵精馏是实现余热回收的有效手段,研究表明,热泵精馏具有显著的节能效果[4-6]。Diez等[7]将热泵精馏技术应用于三氯氢硅的提纯中,每年可节约29%的能耗。Alantara-Avila等[8]将热泵精馏技术用于丙烷-丙烯精馏塔的优化设计中可以节能75%。丁良辉等[9]研究了热泵反应精馏制取乙二醇的工艺,年操作费用降低68%,年总费用降低47.9%。而热泵反应精馏合成IBAC的研究还未见报道。
关于反应精馏控制方面的研究已很成熟[10-12]。但是热泵系统与反应精馏的耦合增加了过程的非线性,使过程的自由度降低,增加系统的控制难度。Zhu等[13]研究了热泵精馏分离异丙醇-氯苯混合物的可控性。Cristian等[14]研究了热泵精馏塔的特性与控制。
笔者根据CRD工艺合成IBAC塔顶塔底温差较大的特点,提出了中间再沸式热泵反应精馏(IR-HPRD-1)、带预热器的中间再沸式热泵反应精馏(IR-HPRD-2)流程,以年总费用(TAC)为目标函数对工艺进行优化。将热泵反应精馏工艺与常规反应精馏工艺进行对比,考察热泵反应精馏的可行性。在稳态基础上,对IR-HPRD-2工艺流程设计了控制方案,对控制方案引入进料流率扰动与进料组成扰动,并进行动态响应分析。
1 乙酸和异丁醇酯化生成乙酸异丁酯的反应动力学与热力学
1.1 反应动力学
IBAC由乙酸(HAC)和异丁醇(IBOH)在反应精馏塔中酯化反应产生,化学反应式见式(1)。
CH3COOH+C4H10O↔C6H12O2+H2O
(1)
该反应动力学模型采用以酸性离子交换树脂Amberlyst 36 Wet为催化剂的拟均相可逆反应的动力学模型[15],表达式见式(2)~(4)。
r=KfCHACCIBOH-KbCIBACCH2O
(2)
Kf=60.60637exp(-28285.06/R(T-273.15))
(3)
Kb=3440.6exp(-44885.06/R(T-273.15))
(4)
1.2 反应热力学
该反应是一个可逆放热反应,系统中存在HAC、IBOH、IBAC和水4种组分,构成了强液相非理想体系。UNIQUAC模型可用于非极性和各类极性组分的多元混合物,预测汽-液平衡和液-液平衡数据,该模型精度高,通用性好[16]。陈正升[15]将UNIQUAC热力学模型用于该体系,其结果与实验数据误差不大,表明该模型可以较为可靠地应用于反应精馏合成乙酸异丁酯的模拟计算。组分沸点及共沸物如表1所示。
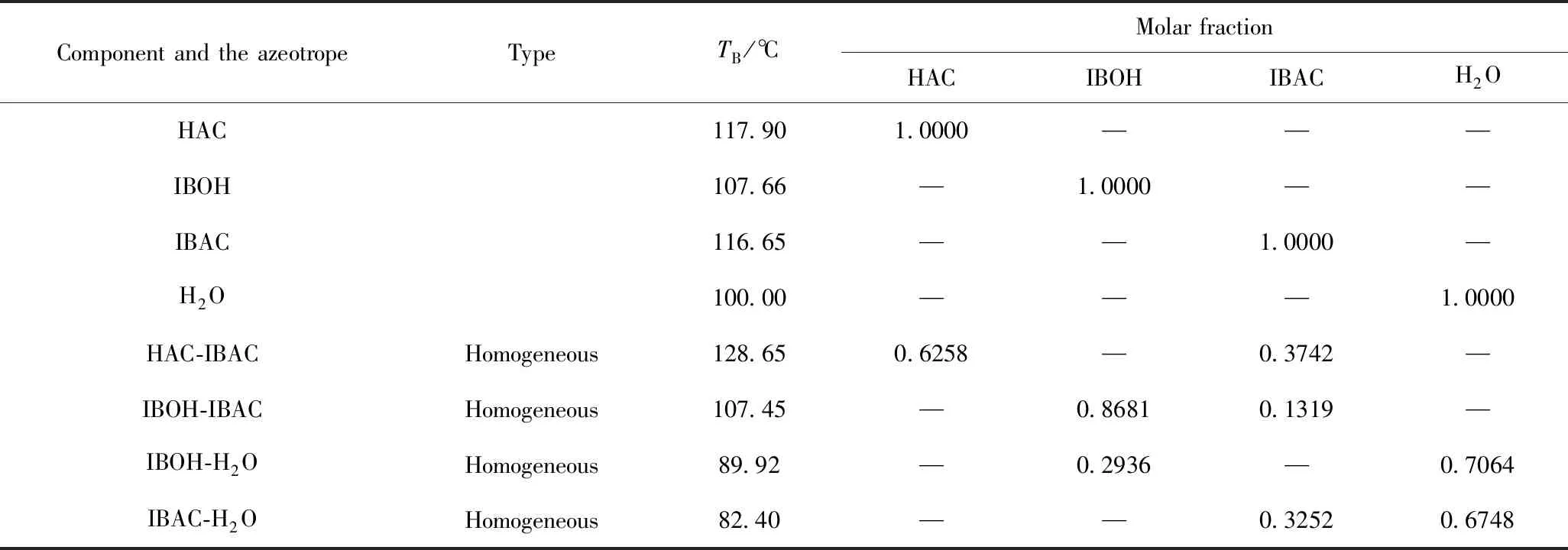
表1 乙酸和异丁醇酯化生成乙酸异丁酯的反应中共沸物特性及纯组分沸点(TB)Table 1 Azeotropic properties and boiling points (TB)of pure components in theesterification of acetic acid with isobutanol to isobutyl acetate
2 常规乙酸和异丁醇酯化生成乙酸异丁酯反应精馏合成IBAC的工艺流程
利用Aspen Plus软件中的RadFrac模块对乙酸和异丁醇酯化生成乙酸异丁酯反应精馏合成IBAC的工艺流程进行模拟与优化。常规反应精馏(CRD)合成IBAC的工艺流程如图1所示。该流程为热泵反应精馏工艺的基础流程。产品IBAC由塔底采出,塔顶采出水、IBOH与IBAC共沸物以及水与IBAC共沸物,经过分相器分相后油相回流,水相采出。由图1可知,塔底再沸器热负荷(Qre)为1202.34 kW,而塔顶冷凝器热负荷(Qc)为1113.06 kW,再沸器提供的热量大部分都在冷凝器中被消耗掉。

图1 常规乙酸和异丁醇酯化生成乙酸异丁酯反应精馏(CRD)合成IBAC流程图Fig.1 Conventional CRD process for IBAC synthesis by theesterification reaction of acetic acid withisobutanol to isobutyl acetateC1—The reactive distillation column
规定产品IBAC的纯度(摩尔分数)为0.9900,以年度总费用(TAC,USD/a)为目标进行优化,优化方法选择控制变量法。模拟条件设定:①塔顶为第1块理论板;②IBOH和HAC进料流率均为50 kmol/h;③塔顶压力为100 kPa,单板压降为0.68 kPa;④分相器温度设定为45 ℃;⑤HAC作为物系中沸点最高的物质,为保证其转化率,在反应段顶部进料。TAC包括设备费用(CC)以及塔体费用(OC),计算公式见式(5)。
(5)
催化剂每90 d更换1次。设备费用采用Douglas[17]和Luyben[18]的化工计算方法。常规反应精馏流程优化后TAC为526.37×103USD/a。
3 塔釜再沸式热泵反应精馏工艺
对于该反应精馏热量利用率低的情况,可以通过热泵回收余热的方式来降低能耗实现更好的经济性。塔釜再沸式热泵反应精馏(BR-HPRD)合成IBAC的工艺流程如图2所示。塔顶蒸汽经过压缩机压缩后形成高温高压蒸汽,通过塔釜再沸器释放潜热给反应精馏塔提供热能。该工艺将塔顶蒸汽的潜热进行回收利用,省去了加热蒸汽的费用,同时减少了冷凝器冷却水用量。塔釜再沸式热泵反应精馏流程优化后的TAC为473.73×103USD/a,较之常规反应精馏TAC降低了10%。但是对于该IBAC反应精馏工艺,塔顶和塔底温差较大,压缩机需要较大的压缩比来提高蒸汽的潜热,这就使得压缩机电耗较大。

图2 塔釜再沸式热泵反应精馏(BR-HPRD)合成IBAC流程图Fig.2 BR-HPRD process for IBAC synthesisC1—The reactive distillation column
4 中间再沸式热泵反应精馏工艺以及与常规反应精馏经济性比较
4.1 中间再沸式热泵反应精馏工艺
为了降低压缩机电耗,就要降低再沸器换热量,因此中间辅助再沸式热泵反应精馏可以实现更好的节能效果。中间再沸式热泵反应精馏(IR-HPRD-1)合成IBAC流程如图3所示,该工艺增加了一个中间再沸器(EXH),将压缩升温的塔顶蒸汽与侧线采出物流进行换热,使得侧线采出流股汽化。以TAC为目标函数,对侧线物流采出位置、侧线采出量、压缩机压缩比等参数进行优化。
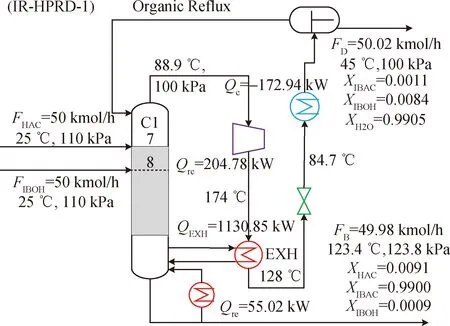
图3 中间再沸式热泵反应精馏(IR-HPRD-1)合成IBAC流程图Fig.3 IR-HPRD-1 process for IBAC synthesisC1—The reactive distillation column; EXH—The heat exchanger
图4为侧线物流采出位置、采出量和压缩机压缩比对TAC的影响。由图4(a)可以看出,随着侧线采出位置下降,TAC也在减小,采出位置为第35块板(塔底第1块板)时TAC达到最小。由图4(b) 可以看出,随着侧线物流采出量的增加,TAC减小。侧线采出量受塔顶蒸汽量的限制,最大值为 116 kmol/h。由图4(c)可以看出,随着压缩比的增大,TAC先降低后增加。因为蒸汽流股的温度随着压缩比增加而升高,增加压缩比可以减小EXH的面积,但同时也会增加压缩机的电耗使得TAC增加。因此当侧线采出位置为第35块板、采出量为116 kmol/h、压缩比为5.0时,TAC最小。
4.2 带预热器的中间再沸式热泵反应精馏工艺
经过EXH后的蒸汽流股(130 ℃)与塔顶蒸汽流股(89 ℃)温差高达41 ℃,有足够的温差来回收余热。为了进一步对余热利用,设计了带预热器的中间再沸式热泵反应精馏(IR-HPRD-2)工艺流程,如图5所示。蒸汽流股在压缩之前先进入预热器(PHE)进行预热,热源为经过EXH后的蒸汽流股。
图6为预热器热负荷和压缩机压缩比对TAC的影响。由图6可知,随着预热器热负荷的增加,TAC先减小后增加。这是因为当预热器热负荷增加时,增加了蒸汽流股的温度,继而降低换热器的换热面积,从而减小了TAC;当预热器热负荷继续增大时,会使预热器的面积不断增大,从而增加了TAC,因此TAC存在最优值。图6还显示,压缩比为4.2时TAC最小;当压缩比小于4.2时,不能满足换热器的要求;当压缩比大于4.2时,由于压缩机能耗较大的原因,也会增加工艺的TAC。综上所述,预热器热负荷为18 kW、压缩机压缩比为4.2时TAC最小。

图4 IR-HPRD-1流程侧线物流采出位置(NSS)、采出量(FSS)和压缩机压缩比(RC)对年总费用(TAC)的影响Fig.4 Effects of NSS, FSS, RC of IR-HPRD-1process on the TAC(a) NSS vs TAC; (b) FSS vs TAC; (c) RC vs TAC

图5 带预热器的中间再沸式热泵反应精馏(IR-HPRD-2)合成IBAC流程图Fig.5 IR-HPRD-2 process for IBAC synthesisC1—The reactive distillation column; EXH—The heat exchanger; PHE—The preheater
4.3 常规反应精馏与热泵反应精馏经济性比较
合成IBAC的CRD工艺与各热泵反应精馏工艺经济性比较如表2所示。由表2可以看出,与CRD相比,BR-HPRD的TUC和TAC降低了35.08%和10%;而IR-HPRD-1和IR-HPRD-2的TUC较CRD分别降低44.33%和47.55%,操作费用分别降低46.89%和48.43%;压缩机和换热器等设备的增加,使得IR-HPRD-1和IR-HPRD-2的设备费用分别增加39.40%和35.95%;因为操作费用的明显降低,使得IR-HPRD-1和IR-HPRD-2的TAC分别降16.92%和19.13%。IR-HPRD-2的经济性更优于IR-HPRD-1。

图6 IR-HPRD-2工艺中预热器热负荷(QPHE)和压缩比(RC)对TAC的影响Fig.6 Effects of QPHE and RC ofIR-HPRD-2 process on the TAC

表2 常规反应精馏(CRD)与热泵反应精馏(HPRD)经济性比较Table 2 Economic comparison of the CRD with HPRD processes
5 带预热器的中间再沸式热泵反应精馏动态控制与分析
5.1 温度灵敏板的选择
选择温度灵敏板的方法有斜率判据法、灵敏度判据法、奇异值分解(Singular value decomposition,SVD)判据法等[18]。针对带预热器的中间再沸式热泵反应精馏流程,笔者选择SVD判据法。对中间再沸器热负荷QEXH和进料比FHAC/FIBOH进行灵敏度分析,增益如图7(a)所示。然后利用MATLAB对增益矩阵K进行SVD分析,分解得到3个矩阵:K=USVT。由图7(b)可知,灵敏板为第12和第21块板。
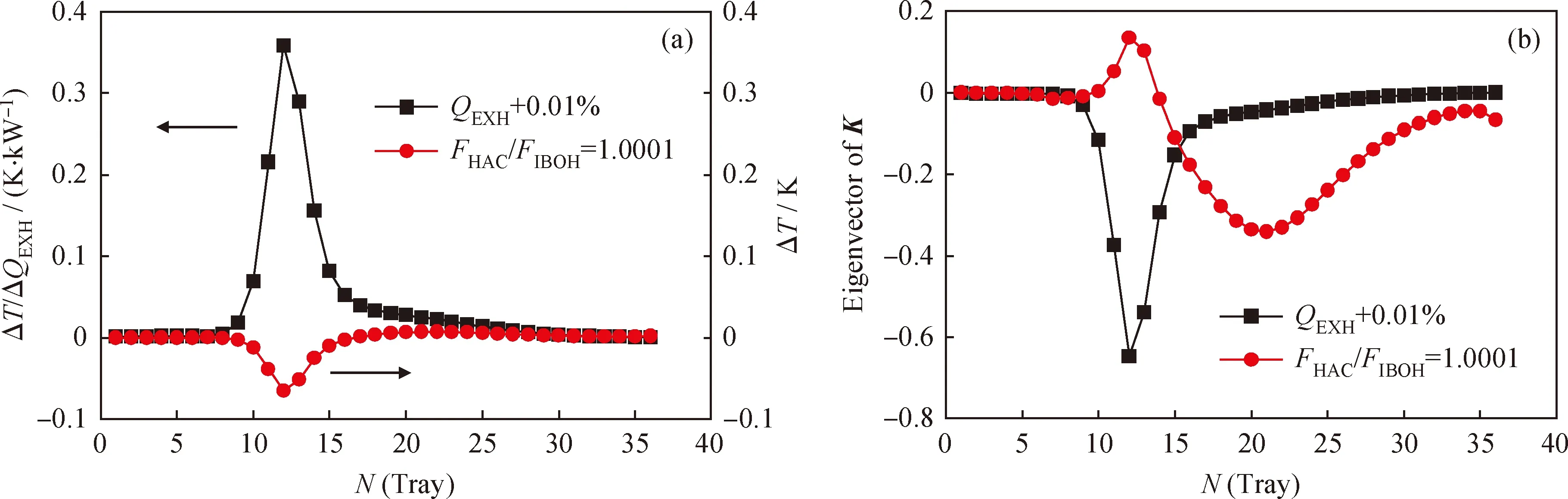
图7 SVD分析法选择带预热器的中间再沸式热泵反应精馏(IR-HPRD-2)流程的温度控制板Fig.7 SVD analysis for IR-HPRD-2 process to select the temperature control trays(a) Gains; (b) Temperature control tray
5.2 带预热器的中间再沸式热泵反应精馏的控制策略
在反应精馏中,控制系统首先要满足的是产品质量。控制产品纯度最直接的方法是采用组分控制器,然而组分控制存在明显的滞后性且组分控制器成本较高,故此方法不常被采用。工业上常用的方法是用温度控制代替组分控制,Luyben等[19-20]在这方面已取得一些进展。2个灵敏板温度分别由进料比和中间再沸器热负荷来控制。然而中间再沸器的热负荷并不是直接操纵变量,而是由冷热物流的进出口温度决定。冷物流为塔底侧线采出物流,而塔底组分基本保持不变,即冷物流进出口温度基本恒定。因为热物流进出口温度由压缩机压缩比决定,所以在该热泵反应精馏流程中,压缩机的压缩比替代了常规反应精馏塔塔底再沸器的热负荷成为操纵变量。图8为IR-HPRD-2工艺合成IBAC的控制方案。

图8 带预热器的中间再沸式热泵反应精馏(IR-HPRD-2)控制方案示意图Fig.8 The control schemes for the IR-HPRD-2C1—The reactive distillation column; FC—Flow control loop; HAC—Acetic acid; IBAC—Isobutyl acetate; IBOH—Isobutanol;LC—Liquid level control loop; PC—Pressure control loop; R—Proportional control loop; TC—Temperature control loop
Luyben等[17,21]已经详细地描述了用Aspen Dynamics建立一个控制结构的方法。每个温度控制回路都设定1 min死时间,先通过继电反馈测试,最终积分增益KC与最终积分时间τ1应用Tyreus-Luyben准则计算得到。
5.3 带预热器的中间再沸式热泵反应精馏动态响应
图9为±20%进料流率扰动下的动态响应曲线图。由图9可以看出,水和IBAC的纯度可以很快稳定在设定值附近,且短时间内超调量不大;IBAC可以迅速达到新的稳定值;第12块板温度也可以很快回到设定值。图10为5%进料组成扰动下的动态响应曲线图。5%进料组成扰动是保证一个进料物流不变,另一个进料物流由100%的有效组分改为由95%的有效组分和5%的干扰组分水组成。由图9可知,除了水的纯度达到稳定状态的时间稍长以外,IBAC的纯度和流率可以很快达到新的稳态,且IBAC的纯度在设定值附近,第12块板的温度可以迅速回到设定值。综上所述,在±20%进料流率与5%进料组分扰动下,控制方案能在短时间内有效控制产品质量。

图9 ±20%进料流率(F)扰动下的动态响应Fig.9 Response of disturbances in the ±20% feed flow rate(F)(a) FD; (b) XIBAC; (c) XH2O; (d) T12
6 结 论
设计了中间再沸式热泵反应精馏合成IBAC的工艺。其模拟优化结果与CRD相比,IR-HPRD-1和IR-HPRD-2的TUC分别降低44.33%和47.55%;TAC分别降低16.92%和19.13%。IR-HPRD-1 和IR-HPRD-2在节能与降低TAC方面均有明显的优势。而IR-HPRD-2在节能效果与经济性方面更优于IR-HPRD-1。该研究结果对大温差物系的反应精馏有较大参考意义。
对IR-HPRD-2合成IBAC的工艺设计了可行的控制方案,并分析了该控制方案在扰动加入时的动态响应。研究表明,在±20%进料流率与5%进料组分扰动下,此方案能在短时间内有效控制产品质量。该控制方案简单易操作,对工业控制起到重要参考价值。

图10 5%进料组成扰动下的动态响应Fig.10 Responses of disturbances in feed stream composition of 5%(a) FD; (b) XIBAC; (c) XH2O; (d) T12
符号说明:
CC——塔体费用、塔板费用、压缩机费用、再沸器与冷凝器设备费用,USD;
CHAC——HAC的液相摩尔浓度,kmol/m3;
CIBAC——IBAC的液相摩尔浓度,kmol/m3;
CIBOH——IBOH的液相摩尔浓度,kmol/m3;
CH2O——H2O的液相摩尔浓度,kmol/m3;
F——进料流率,kmol/h;
FB——塔底产品流量,kmol/h;
FD——塔顶产品流量,kmol/h;
FHAC——乙酸进料流量,kmol/h;
FIBOH——异丁醇进料流量,kmol/h;
FSS——测线采出量,kmol/h;
K——增益矩阵;
Kb——逆反应速率常数,m3/(kmol·s);
KC——最终积分增益;
Kf——正反应速率常数,m3/(kmol·s);
NR——精馏段塔板数;
NRX——反应段塔板数;
NS——提馏段塔板数;
NSS——侧线采出位置;
OC——蒸汽和冷凝水费用、压缩机电耗费用以及催化剂操作费用,USD/a;
Qc——冷凝器热负荷,kW;
Qex——塔底换热器热负荷,kW;
QEXH——中间换热器热负荷,kW;
QPHE——预热器热负荷,kW;
Qrc——压缩机热负荷,kW;
Qre——再沸器热负荷,kW;
r——反应速率,kmol/(m3·s);
R——理想气体常数,8.314 J/(mol·K);
RC——压缩机压缩比;
S——2×2矩阵,其元素是增益矩阵K的奇异值;
t——时间,h;
T——温度,℃;
T12——第12块板的温度,℃;
TAC——年度总费用,USD/a;
TUC——年总功耗,kW;
U——N×2矩阵,对应着U中元素量最大的一块或数块塔板,表示塔中最有效的控制位置;
V——2×2矩阵;
XHAC——乙酸的摩尔分数;
XIBAC——乙酸异丁酯的摩尔分数;
XIBOH——异丁醇的摩尔分数;
XH2O——水的摩尔分数;
τ1——最终积分时间,min。
