餐厨垃圾干发酵滚动式质热交换反应器设计与性能试验
2019-05-21王宇轩谢海迎朱节民杜红霞五十岚泰夫
王宇轩,罗 锋,谢海迎,朱节民,刘 杨,杜红霞,五十岚泰夫
(西南大学资源环境学院生物能源与环境修复研究中心,重庆 400000)
0 引 言
近些年来,餐厨垃圾产量急剧上升。截至到2014年,中国餐厨垃圾产出量已经达到了平均每年近9 000万t的水平[1]。餐厨垃圾具有高含水量、高有机物含量、高油脂等特点,如果不妥善处理,必然会造成环境污染,甚至对人类的健康和生活质量构成威胁[2]。大多数餐厨垃圾被用作肥料及动物饲料,但由于质量差,市场对这些产品的需求非常低,而且在加工过程中产生了大量的二级废水、渗滤液,污染环境[3]。餐厨垃圾众多处理途径中,厌氧发酵成本低、残余废渣产量低且产生可再生能源,被认为是处理餐厨垃圾最有效的方式[4]。
餐厨垃圾厌氧发酵根据进料TS的不同,可分为湿式发酵和干式发酵2大类。干式厌氧发酵技术通常进料TS超过15%(一般为15%~40%)[5]。目前,厌氧发酵以湿式发酵为主[6]。虽然湿式厌氧发酵技术发展成熟,应用广泛,但仍存在诸多弊端:预处理困难、处理能力低,极易受到盐分、氨氮的抑制[7];湿式厌氧发酵原料的制备需要大量新鲜水调配制浆,能耗较高,同时产生大量沼液。沼液如不收集处理,将导致二次污染。干式厌氧发酵相比湿式厌氧发酵具有运行费用低、沼液产量小或无沼液产生、沼渣可进行堆肥,实现全组分利用等明显优势,对于环境保护和新能源发展具有重要意义[8-10]。但干式厌氧发酵依然存在一些需要克服的问题:由于发酵环境为固体,传质传热效果差,局部过热,微生物生长代谢不均衡,容易造成挥发性脂肪酸的累积和氨氮浓度的升高[11]。为解决质热传递效率,固体发酵多借助搅拌的方式,利用外力将物料不断混合。但加入外力会破坏体系内微生物所形成的稳定菌团,微生物生长代谢效率下降,导致发酵效率降低甚至失败。
为克服干式发酵的问题,同时保持体系内微生物高效率生长代谢,本文设计一款滚动式质热交换反应器,利用罐体滚动代替搅拌,罐体表面进行加热,底物自行混合均匀的同时,与罐体接触的底物将热量带入体系,使体系内受热均匀。克服了干式发酵中传质传热效率低、微生物局部环境差异从而导致的发酵效率低甚至启动失败等问题,且不会因为搅拌的外力破坏微生物菌团。为验证其发酵性能,该研究利用餐厨垃圾在中温(37 ℃)条件下进行批次发酵试验,同时与搅拌式发酵反应器进行对比,监测分析发酵期间产气效率及系统各参数变化情况,并基于16s rRNA基因测序结果,分析体系内微生物结构变化,研究结果对于未来进行干式厌氧发酵具有突破性的指导和借鉴意义。
1 滚动式质热交换反应器设计
1.1 反应器结构
本文设计的滚动式反应器(反应器A)如图1a所示,整套反应器分为预处理罐和发酵罐 2部分。预处理罐体积10 L;发酵罐体积20 L,有效体积(可加料体积)10 L。发酵罐通过缠绕在罐体外圈的电阻丝进行加热,利用保温层隔热保温。发酵罐排气口与罐体连接处采用轴密封结构保证反应器的厌氧环境。
对比试验所用的搅拌式反应器(反应器B)如图1 b所示。反应器由10 L的圆柱形罐体和底部水浴加热装置组成。

图1 反应器结构图Fig.1 Structure of reactor
1.2 工作原理
滚动式反应器(反应器 A)工作时,将底物加入到预处理罐中,利用氮气排尽残余空气,而后与发酵罐对接,对接处包裹连接管以隔绝空气,将底物排入发酵罐进行厌氧发酵;待一批底物发酵完全,排出发酵残渣,通过预处理罐将新一批除氧后底物加入到发酵罐中进行下一批次试验。预处理罐的存在避免了直接向发酵罐中投加底物带入过多氧气以及氮气破坏原有稳定发酵环境。反应器运行过程中,通过罐体的滚动保证底物持续混合均匀,避免出现质热传递效率低、微生物生长繁殖不均匀导致的局部过热等问题。同时不会产生横向切力,破坏紧密结合的微生物菌团。
1.3 技术参数
滚动式反应器(反应器 A)的主要技术参数如表 1所示。

表1 反应器A主要技术参数Table 1 Main technical parameters of reactor A
2 滚动式质热交换反应器性能试验与结果分析
2.1 试验原料及接种污泥性质
试验所用餐厨垃圾取自西南大学南区学生食堂,主要成分为米饭、面条、肉类、蔬菜和骨头等,人工去除其中的骨头、塑料、纸类等不易生物降解的物质及表面浮油。餐厨垃圾通过小型固液分离机脱水后,用食物搅拌机搅拌为粒径小于10 mm的匀浆,储存于4 ℃冰箱待用。
污泥取自于重庆市北碚污水处理厂的脱水污泥,经过中温驯化 1个月后作为接种污泥待用。餐厨垃圾与接种污泥的基本性质见表2。
2.2 试验方法
本文设计的滚动式反应器(反应器A)中,将1.5 kg驯化污泥和 1.5 kg餐厨垃圾加入预处理罐中,同时用高纯氮气吹脱加料的预处理罐和空置的发酵罐 5 min以排尽罐内空气,然后将预处理罐和发酵罐阀门对接,底料排入发酵罐内(底物 TS≈17.79%),调整发酵罐角度为10°,发酵罐转速2 r/min;搅拌式反应器(反应器B)中,加入1.5 kg驯化污泥和1.5 kg餐厨垃圾,用高纯氮气吹脱5 min。2个反应器温度控制在37 ℃,在此温度下进行中温发酵批次试验,试验中产生的气体通过集气袋收集。每24 h从采样口采取罐内物料1次,监测产气速率及气体组成、pH值、挥发性脂肪酸、挥发性固体去除率等参数变化,并采样提取DNA,通过16s rRNA基因测序研究体系中微生物结构变化。试验稳定运行30 d。

表2 餐厨垃圾与接种污泥基本性质Table 2 Kitchen waste and sludge basic properties
2.3 分析方法
TS、VS采用质量法测定[12];pH值采用精密pH计测定;蛋白质含量采用测定凯氏氮再乘以6.25计算得到[13];脂肪含量采用索氏提取法测定;VFAs的质量浓度采用气相色谱法(安捷伦7890B)测定,色谱条件如下:FID检测器;DB-FFAP(30 m×0.25 mm×0.25 μm),采用一阶程序升温,初温80 ℃,保持5 min,后以10 ℃/min的速率升至220 ℃,保持1 min,载气为氮气。总酸的质量浓度为各单酸的质量浓度之和。CH4体积分数采用气相色谱法(岛津GC-2014)测定,测定条件:TCD检测器,13X填充柱,柱温50 ℃,检测器温度200 ℃;流量40 mL/min;载气为氦气。微生物基因提取使用DNA试剂盒(Power Soil DNA Isolation Kit,USA),测序分析由上海美吉生物医药科技有限公司完成。
3 结果与分析
3.1 沼气产量及甲烷含量
2种反应器发酵期间每日沼气产量如图2所示。由图2可知,反应器 A中沼气产量总体呈先上升后下降的趋势,沼气产量第 1天达到整个发酵期间的最高值,之后随着底物中有机物的减少产气量逐渐下降,这种趋势符合产甲烷菌的生长发育阶段:迟缓期、指数期、稳定期和衰亡期[14]。发酵期间出现2个较为明显的产气高峰(第1天、第21天),产气量分别为26.0和8.9 L。相似地,王巧玲[15]进行不同接种量对餐厨垃圾厌氧发酵的影响的研究中也出现 2个产甲烷高峰。发酵初期,体系内微生物将底物中易于分解小分子颗粒快速水解利用,对应产气量急剧上升,随着底物浓度的降低,产气量逐渐下降;直至第16天,底物中难溶物质如蛋白质、脂肪等被水解,可利用底物浓度升高,产气量又攀升至另一高峰,而后产气量再次逐渐下降。30 d后产气基本停止。餐厨垃圾中主要有机成分为碳水化合物、脂肪和蛋白质,其中碳水化合物的平均降解速率常数高于脂肪和蛋白质[16],在图2中可以明显的看出对应的产气峰值。反应器B中沼气产量在第 1天急速上升达到最高值,而后迅速下降并停止产气。在第10天向体系中添加NaHCO3调节pH值后,产气量稍有提升,随后再次迅速下降至不产气状态,说明其发酵启动失败。其失败原因可能为:由于底物呈固体状态,横向搅拌无法将底物高效率混合均匀,水解产生的挥发性脂肪酸等物质在局部积累,形成微环境,pH值大幅度下降,酸性条件下产甲烷菌受到抑制甚至死亡,因此发酵无法启动。
由图 3可知,沼气中甲烷含量呈现先上升而后上下波动的趋势。发酵阶段,伴随着产气量的攀升,甲烷体积分数逐渐上升,在第8天达到最高峰74.89%;而后,甲烷体积分数在40%~70%间上下波动;在第23天攀升至另一高峰74.14%,随后逐渐下降至第30天的55.85%。在发酵初期,发酵菌和产酸菌,特别是产乙酸菌活动旺盛,这时产气中 CO2比较高,渗滤液中挥发性脂肪酸浓度较高[17]。前3 d,体系中CO2含量高于CH4,而后产甲烷菌活动加剧,CH4含量迅速升高,CO2含量随之下降并稳定在较低水平。伴随着产气量下降,甲烷浓度迅速降低,CO2含量逐渐升高至接近于甲烷浓度;而后由于发酵体系中前期积累的挥发性脂肪酸被分解消耗,甲烷含量升高、CO2含量下降,直至第30天试验进程结束。试验过程中CH4和CO2存在反复波动现象,可能原因为:干式厌氧发酵体系复杂,水解及产酸过程不稳定,可被产甲烷菌利用的底物量不断波动,导致甲烷及 CO2含量不断变化浮动。反应器A中累计沼气产量241.47 L,累计甲烷产量126.36 L,基于餐厨垃圾质量,单位TS产沼气量523.51 mL/g。

图2 反应器A和B每日沼气产量Fig.2 Daily biogas production in reactor A and B

图3 反应器A中CH4和CO2含量Fig.3 Percentage of CH4 and CO2 in reactor A
3.2 pH值及挥发性脂肪酸变化
pH值和挥发性脂肪酸(volatile fatty acid, VFA)是厌氧发酵关键影响因素之一。VFA 是厌氧发酵过程中有机物水解的产物,同时也是产甲烷菌的利用底物,VFA浓度是评价水解酸化和产甲烷平衡中的重要指标[18-19]。图4 a显示了反应器A、B在发酵期间pH值变化趋势。由图4 a可知,反应器A中pH值呈现先下降后上升的趋势,稳定在7.2左右。前3 d内,产酸菌和发酵菌活动剧烈,有机酸迅速积累,可观察到pH值明显下降;3~11 d内,pH值逐渐恢复,上升至7.2,随后pH值在小范围内波动,最后在第 30天上升至 7.5。由于厌氧发酵过程复杂,pH值的变化由挥发性脂肪酸和氨氮的相对积累量控制,此体系中有机酸的积累未对pH值及体系造成剧烈影响,说明发酵体系较为稳定。pH值6.9~7.3均为产生甲烷的适宜范围[20],发酵过程中pH值基本处于这个范围。
VFA浓度和组成是厌氧系统代谢状态的指标[21]。图4 b显示了反应器A中VFAs(C2~C5)的变化情况。由图4 b可知,挥发性脂肪酸总体呈先迅速上升后急剧下降的趋势。总酸在第5天达到最高值近10 g/L。整体上这种先上升后下降的规律,是因为发酵前期,产酸相中富含大量的易被水解酸化的可溶解性细小颗粒,导致产生的有机酸浓度迅速上升;而后发酵底物逐渐被消耗,剩下难溶解的颗粒物,并且由于产甲烷菌利用有机酸进行发酵产甲烷,从而使体系中有机酸浓度下降,这一趋势与杨雪梅的研究结果相似[22]。挥发性脂肪酸的主要成分乙酸、丙酸、丁酸、戊酸浓度最大值分别为3.22 g/L(第5天)、5.81 g/L(第5天)、1.02 g/L(第1天)和0.45 g/L(第5天)。

图4 反应器A中pH值及VFA变化Fig.4 pH value and VFA variation in reactor A
其中,乙酸从第11天起,几乎无积累;酸积累以丙酸为主;丁酸和戊酸在全过程的积累量均较少。丙酸的累积量较大的可能原因是:丙酸的降解比乙酸的降解慢得多,乙酸可直接分解为 CH4和 CO2,而丙酸在产甲烷之前需先被降解为乙酸[23]。丙酸的大量积累不利于后续产甲烷[24],但体系中并未发现明显的产甲烷抑制和pH值下降,可能原因为:1)发酵罐以滚动的方式运行,某一区域积累的有机酸通过底物的混合被迅速稀释;2)体系缓冲能力较强,产甲烷菌代谢旺盛,能够将体系中易利用的酸(如乙酸)等迅速消耗,而后在乙酸不足的情况下,开始大量分解丙酸等不易代谢的有机酸。
3.3 挥发性固体的去除分析
挥发性固体(VS)的去除率是评价厌氧消化效率的有效参数之一[23]。表3显示了反应器A发酵前后VS去除情况。由表可知,体系经过30 d的发酵后,VS去除率高达68.74%,说明反应器A在试验设置条件下,能够高效的对餐厨垃圾进行处理。

表3 反应器A中挥发性固体去除率Table 3 VS removal efficiencies in reactor A
3.4 微生物群落分析
为更深入了解厌氧发酵过程中菌群结构的变化,试验提取了初始阶段(第 1天)、甲烷含量相对较高阶段(第8天、第23天)、甲烷含量相对较低阶段(第14天、第30天)的发酵底物样品总DNA并进行测序分析。图5显示了A1(第1天)、A2(第8天)、A3(第14天)、A4(第23天)、A5(第30天)细菌和古菌在门的水平上相对丰度比例。检测结果发现,每个样品均检测到了21个门。其中7个优势菌门,总相对丰度占比均超过95%。其中最主要的6个细菌门是厚壁门菌(Firmicutes)、放线菌门(Actinobacteria)、拟杆菌门(Bacteroidetes)、变形菌门(Proteobacteria)、螺旋菌门(Spirochaetae)、互养菌门(Synergistetes)。厚壁门菌(Firmicutes)在这5个阶段中,丰度均维持在50 %上下波动,是体系中绝对的优势细菌门。这些主要的细菌门都参与有机物的降解和发酵。主要的古菌门是广古菌门(Euryarchaeota),它主要参与甲烷生成,占古菌总量的 95%以上。由图 5可知,随着发酵的进行及沼气产量的升高,广古菌门所占比例明显提升。而后其丰度随着沼气产量的下降而减少。除此之外,样本中还含有其他细菌和古菌门类,比如绿弯菌门(Chloroflexi)、疣微菌门(Verrucomicrobia)等,其丰度都不足4%,表明在此厌氧发酵产甲烷系统中存在复杂的微生物群落。Fernández等[25]评估了在恒定条件下性能稳定的产甲烷反应器中的微生物群落稳定性,结果发现性能稳定的反应器中微生物群落并不稳定,而是呈动态变化,本研究所得结果与此相符。
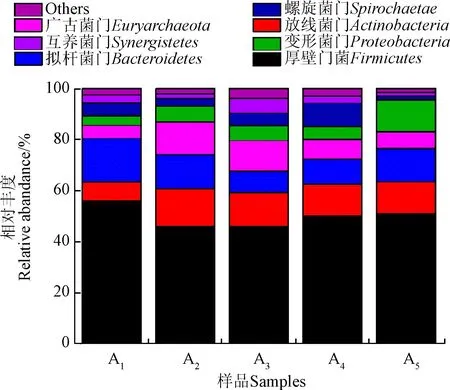
图5 反应器A中微生物在门水平结构变化Fig.5 Microbial community structure changes at phylum level in reactor A
3.5 古菌群落结构对比分析
图6显示了反应器A中产甲烷菌在属水平上的结构变化。在发酵的不同阶段,优势菌属均有一定程度的差异。总体来看,混合营养型的甲烷八叠球菌属(Methanosarcina)、氢营养型的甲烷囊菌属(Methanoculleus)、氢营养型的甲烷细菌属(Methanobacterium)为优势菌属,在 5组样品中,其总相对丰度均超过 80%。厌氧发酵初期,甲烷囊菌(Methanoculleus)为优势菌属,随着发酵的进行,厌氧消化系统中甲烷八叠球菌属(Methanosarcina)丰度增加,并成为绝对的优势菌属,可能原因为:餐厨垃圾干式发酵体系复杂,可利用底物成分变化迅速,Methanosarcina是唯一能通过 3种途径(乙酸、H2/CO2、甲醇及甲胺类物质)产甲烷的甲烷菌,能够利用包括乙酸盐在内不少于9种产甲烷基质,快速适应外界环境变化[26]。
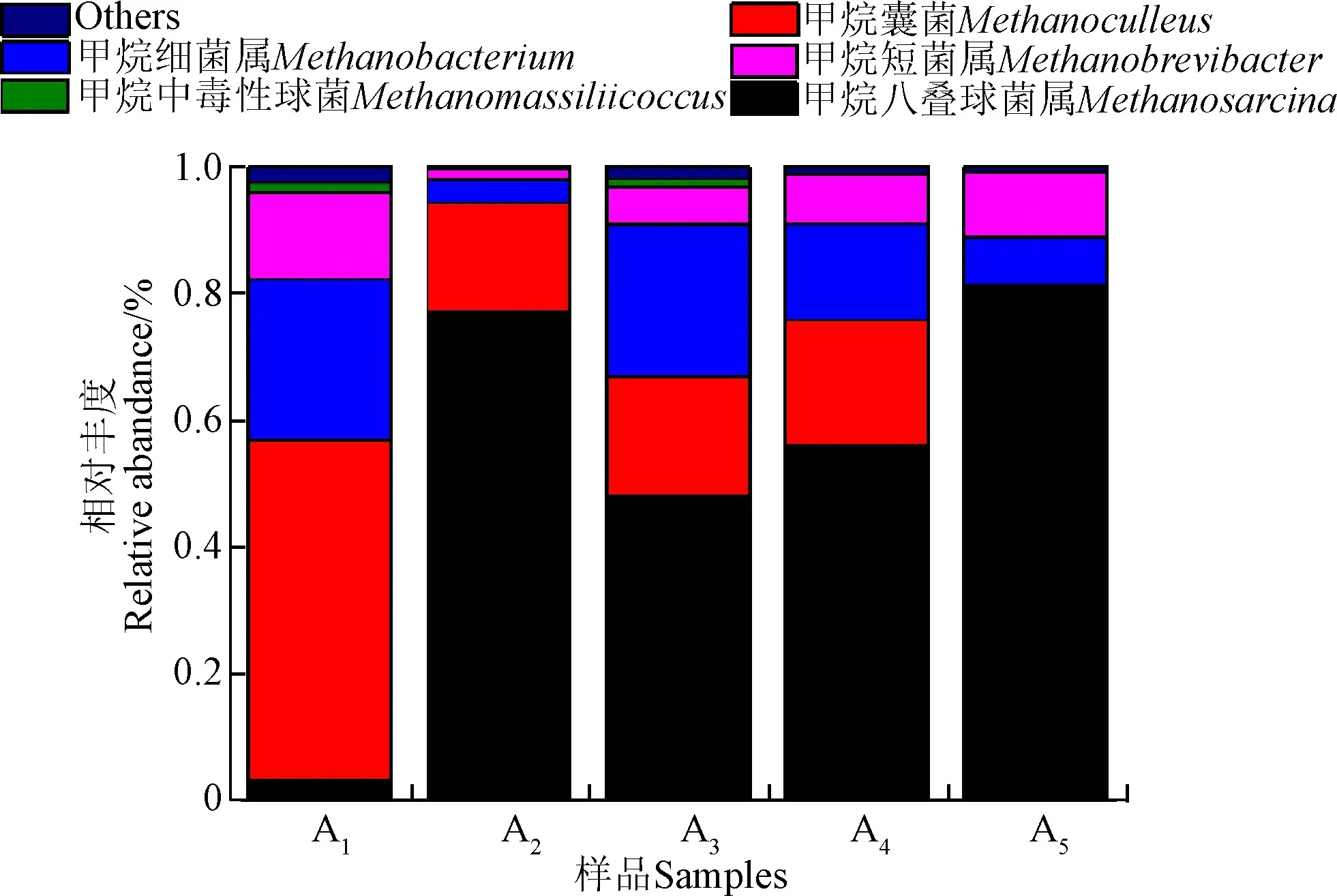
图6 反应器A中甲烷菌属结构变化Fig.6 Methanogens structure changes at genus level in reactor A
据报道,乙酸型产甲烷菌所产甲烷占总甲烷产量的70%[27-28]。发酵前期,体系中挥发性脂肪酸浓度较高,高浓度的挥发性脂肪酸(尤其是乙酸)及有机负载率为Methanosarcina创造了有利的生长条件,使其逐渐成长为绝对优势菌属[29]。研究表明,厌氧发酵体系可完全由Methanosarcina实现稳定产甲烷过程[30]。另外,体系中还发现甲烷短菌属(Methanobrevibacter)和甲烷菌第七目下的Methanomassiliicoccus等,但其丰度均较低。
3.6 滚动式反应器重复使用效果
为探究滚动式反应器在中温条件下进行干式餐厨垃圾厌氧发酵重复使用的效果,上一批发酵结束后,利用其部分发酵残渣作为接种物,再次加入1.5 kg餐厨垃圾进行为期30 d的干式厌氧发酵试验,沼气产量及CH4含量如图7所示。由图可明显观察到,以餐厨垃圾为底物,沼气产量始终有2个产气高峰。该试验在第2天和第20天达到2个峰值,沼气产量分别为32.9和8.85 L。甲烷体积分数在第22天达到最大值76.18 %。至第30天试验结束,共产沼气217.24 L,甲烷产量105.26 L,基于餐厨垃圾,单位质量TS产沼气470.98 mL/g。表明滚动式反应器在中温条件下进行干式餐厨垃圾发酵具有良好的重复使用效果。

图7 滚动式质热交换反应器重复使用产沼气情况Fig.7 Biogas production of reuse of rolling type mass and heat transfer reactor
4 结 论
本文设计的滚动式质热交换反应器(反应器 A)与搅拌式反应器(反应器B)在中温、高固体含量条件下利用餐厨垃圾进行批次厌氧发酵试验,得到以下结论:
1)反应器A中餐厨垃圾发酵4 d后甲烷体积分数即超过50%,并逐步升高稳定,最高达74.89 %;而反应器B发酵启动失败。说明与搅拌式反应器相比,滚动式反应器具有发酵启动快、产甲烷效率高等优势。
2)发酵过程中,反应器A中pH值随着发酵的进行先降低后缓慢升高。体系中累积的挥发性脂肪酸以丙酸、乙酸为主,发酵系统稳定后,乙酸几乎无积累,丙酸也逐渐被降解至较低浓度。反应器B中pH值迅速降低,体系酸化。
3)反应器 A中底物经过发酵后,VS去除率高达68.74%,绝大部分有机物在发酵过程中均被分解,成功的对底物进行了无害化处理和能源再生。
4)微生物群落结构在门水平随着发酵进行,不同时期呈现动态变化,厚壁菌门(Firmicutes)是绝对的优势细菌门。最主要的古菌门是广古菌门(Euryarchaeota)。混合营养型的甲烷八叠球菌属(Methanosarcina)在发酵中后期均为绝对优势甲烷菌属。甲烷菌属类别丰富,共同维持体系产甲烷过程的稳定。
5)利用本文设计的滚动式反应器能够高效的对餐厨垃圾进行干式厌氧发酵,并且体系耐冲击能力强、处理程度高,重复使用效果良好,可为后续进行大规模试验提供参考。
