大型往复活塞式压缩机安装调试关键技术
2019-05-16李永忠于晓明郄喜飞冯丞科王秀清
李永忠,刘 舵,于晓明,郄喜飞,张 华,冯丞科,王秀清
(1.中国石油长庆油田分公司储气库管理处,陕西靖边 718500;2.中国石油西南油气田分公司重庆气矿,重庆 400700;3.中国石化中原油田分公司技术监测中心,河南濮阳 457001)
0 引言
随着国内油气田的持续开发和清洁能源应用规模的不断扩大,天然气压缩机组的应用领域和投用数量逐年增加。不论在油田开发还是长输管道领域,天然气压缩机组都作为增压设备起着重要作用,其具有结构复杂、控制点多、高压高危以及资产值高等特点。
在压缩机使用过程中,多次出现过机身发生V形拐点形变、主轴基孔同心度超过公差,造成烧瓦甚至损坏机身基孔和曲轴轴颈的故障,导致机组无法继续使用的问题,只能采取更换机身或修复的办法才能恢复机组使用。此类机身变形故障多与安装阶段不规范和使用中发生局部过热故障有关,往往安装阶段的隐患是此类故障诱因。因此,本文通过阐明压缩机安装阶段的关键工序注意事项,解析安装调试工作的关键点,达到提高设备安装精度、降低运行故障率的目的。
1 安装调试作业
安装调试是压缩机组安装投产阶段的主要技术工作,涵盖找平找正、灌浆、调整调试等工序,一般分为前后前期安装和后期调试两个阶段。
1.1 前期安装阶段
主要是指机组安装,包括钢筋混凝土基础制作、机组吊装就位、散运零部件安装、主撬粗找、一二次灌浆、精度找平、工艺管线连接等。主要检查检测内容有:机身地脚螺栓回弹量检测、压缩机机身上平面度检测、十字头与滑道间隙、活塞杆跳动、活塞死点间隙、连杆瓦抬升间隙、活塞与气缸间隙、止推轴承间隙测量、联轴器对中、电器仪表及安全附件标定等。
1.2 后期调试阶段
主要包括机组调试(静态、动态、联调)、预启动前检查、空载及加载检查等。
2 安装关键技术
2.1 主撬粗找平
主撬粗找平用钳工水平仪在压缩机机身上加工面进行,在机身上加工面检测两侧前后和中间共8个位置的轴向、横向水平度,每处测两次(将水平仪在同一位置上调转180°),检查所有顶丝螺栓都接触垫板牢固,根据检测数据相应调整顶丝螺栓,每一次的调整都要记录下所有的水平数据,同向测点水平度偏差值不超0.1 mm/m。
2.2 一次灌浆
地脚螺栓一次灌浆:检查地脚螺栓孔的位置和尺寸,埋设预留孔中的地脚螺栓在预留孔中的不铅锤度不超过10/1000,螺栓任一部分离孔壁的距离均大于15 mm,底端不碰孔底,螺栓上无油污和氧化层,螺纹部分涂少量油脂,拧紧螺母后,螺母与垫圈、垫圈与设备底座间紧密压实,螺纹伸出螺母外的长度是螺栓直径的 1/3~2/3。
采用无收缩水泥灌浆料缓慢灌入地脚螺栓孔中,高度与钢筋混凝土基础持平。地脚螺栓灌浆后,应对灌浆料覆膜并定期洒水养护,确保灌浆部位不快干、不开缝,常温下4 d后强度可满足紧固要求。待检测灌浆料达到设计强度的75%以上时,均匀拧紧地脚螺栓。
2.3 机身精找平
对于压缩机安全运行及机身和曲轴寿命来说,主轴基孔同轴是至关重要的,主轴基孔同心度是安装调试中要保证的最重要数据指标之一。装配好的压缩机,机身软脚和上加工平面的平面度检查调整,是保证机组主轴基孔同心度的有效手段。下面以Ariel压缩机做为事例说明。Ariel对机身上安装平面的制造有严格的关联公差,上平面度、主轴基孔和压缩机脚底板是相互关联的。当机身脚底板被支撑固定后,上平面水平度达标则主轴基孔同轴,此时,进行软脚检查和顶部平面度检测,数据可印证主轴基孔同心度。
检查机身加工平面度,常用方法一般是使用钳工水平仪检测,在机身上加工面检测两侧前后和中间共8个均布位置的轴向、横向水平度,每处测两次(将水平仪在同一位置上调转180°,校正仪器误差),要求同向测点水平度偏差值不超过0.05 mm/m。
推荐使用精度等级0.025 mm的测量设备测量机身两纵梁的全部长度。在每个地脚螺栓位置检测机身纵梁两上平面或者每一对地脚螺栓的中间。读取任何相邻两点的数据,必须在0.05 mm之内,同轴度总的累计平面度必需在规定公差之内。
也可采用Inclineo高精度电子倾角仪测量,间接检测机身主轴基孔同心度是否满足技术要求。具体操作步骤:打开曲轴箱上盖,清洁压缩机机身上加工平面;把水平仪用胶带固定在延长杆上;根据压缩机地脚螺栓孔位置,确定需要测量点的位置,用记号笔做好标记,如图1所示。
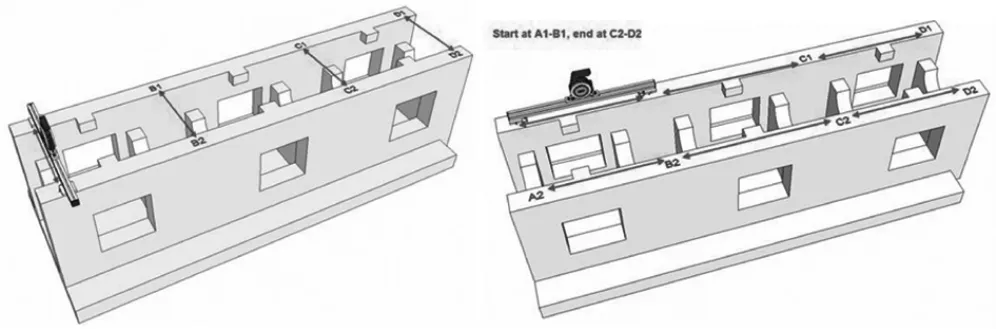
图1 压缩机机身上加工平面的平面度检测
先如图1放置水平仪,并把检测方式设置在Relative,蓝牙设置为开,调整调零旋钮,使其接近于零,然后轻轻锁紧旋钮;打开ALIGNMENT CENTER软件,选择模板KUB-6-2,并打开文件;用电脑寻找水平仪的蓝牙并建立连接;如果连接上了,那么在左侧的显示窗口有数据显示,并且有动态数字;选择Measurement View按钮,并选择Measurement Screen;把图标选在与水平仪放置的位置一致;注意手柄方向与软件中图示一致;在显示舱口,数据比较稳定后,下面的SD探测线变得平直,那么说明电脑与水平仪之间传输的数据稳定了,这时可以记录下该点的数据,否则应等一会。按下Take point按钮,该点记录完成,然后移动水平一到下一点测量,以此类推。当在压缩机上平面该方向(轴向)6个点测量完毕后,在转换到另一个方向检测时,要调整延长杆下部的支撑块位置,使其与压缩机两导轨距离一致。注意手柄方向与软件中图示一致;在换向后检测开始前,重新调零;如前的测量方法,测量记录下4个位置的数据;然后按Results View,在左侧的Reference中选择Best optimised-all negative;最后检测结果就是机身上加工平面的相对平面度。
根据Ariel KBU-6机组的要求,相邻两测量点间差值应<0.05 mm,整个机身上加工平面应小于0.20 mm。需按下列工序安装和定期检测压缩机机身软脚数据:循环、单个松开地脚螺栓,用校准过的千分表检测机身地脚螺栓。调整每一个固定位置,以保证释放时偏差不超过0.05 mm(0.002英寸),检测之后再按规定扭矩重新紧固机身与撬座地脚螺栓。
2.4 联轴器对中
采用三表法或激光对中仪进行联轴器对中检查调整,以压缩机主轴为基准,调整驱动机。从减小人工误差考虑,推荐使用激光对中法。如图2所示,激光对中仪主要由激光发射器S(探测器)、激光反射器M(接收器)、计算机、支架、链条、连接线和测量尺等,激光发射器S和激光反射器M分别替代2只百分表固定在联轴器两侧,根据相似三角形的几何原理输入相应数据,操作完成后计算机将自动计算出水平方向与垂直方向上的平行偏差和角度偏差,并自动给出可调整设备(发动机、主电机)前、后机脚下相应的调整量。
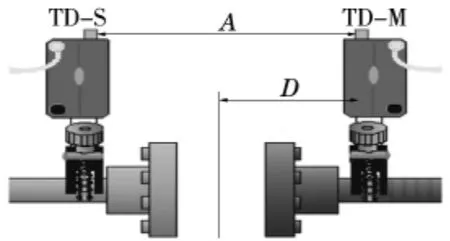
图2 激光对中法示意
联轴器对中检查中,要同时检测曲轴的轴向窜量和曲轴变形量。如驱动机是发动机,也要同时检测发动机曲轴的轴向窜量和曲轴变形量;如驱动机是电动机,要先检测磁力中心线的对正,再检测调整曲轴窜量。
2.5 压缩机气缸安装与中体支撑调整
由于重量及外形尺寸原因,大型压缩机大都需要在机组出厂时把气缸及滑道内的往复部件整体拆卸单独包装,到现场后再重新安装。确认每个气缸序列号和十字头滑道部件按照平衡重表与最初的列位置匹配;安装时确保配件及气缸和中体内部清洁后,在安装配合面涂抹润滑油;按扭矩检查紧固活塞背帽、活塞杆背帽;检查活塞杆跳动值水平≤0.025 mm,垂直≤0.07 mm,气缸余隙曲柄端∶缸头端=1∶2。
气缸滑道支撑调整。对于水平对称式压缩机组,各气缸安装于机身侧面,由于气缸及滑道的重量,导致气缸头端存在一定的下垂量,为保证气缸中心线成直线,必须对气缸滑道支撑进行调整。压缩机厂家一般都有工况计算软件(图3)。在软件中就有该型号气缸的重量参数及气缸滑道支撑的抬升数据,在安装机组时,可按照该参数调整滑道支撑的抬升高度,以便于保证气缸头不至于下垂,保证气缸中心线是直线状态。
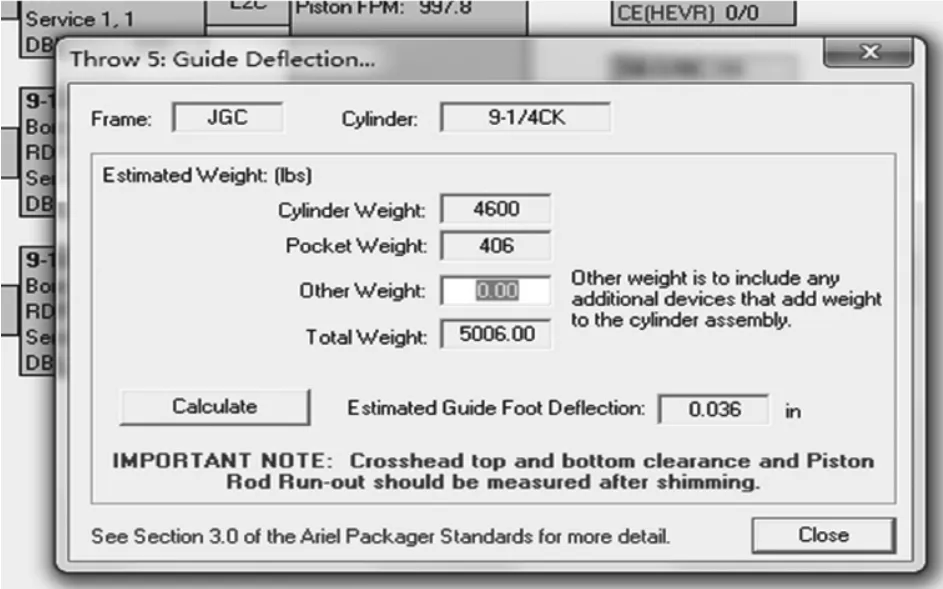
图3 工况核算
2.6 附件规范装配
压缩机组附件的安装主要包括分离器、进排气缓冲罐、工艺管线、仪表、阀门等,附件安装一般在压缩机机身地脚螺栓回弹量及机身上加工平面水平度调整完成后进行。工艺管线安装前要保证支撑制作完成,安装时,管线法兰对接要平直,不能因偏差错口影响密封面密封,不能强拉硬拽,造成管线应力,之后按扭矩紧固连接螺栓。
此时,安装后的排气缓冲罐支撑与缓冲罐之间保持不拉紧受力的状态,待工程完成,试机中压缩机整体温升达到要求时,再进行调整紧固。
2.7 二次灌浆
对于二次灌浆需要覆盖的钢筋混凝土基础部分,在浇筑钢筋混凝土基础时,上平面应高出设计标高50 mm,待混凝土凝固后再将混凝土凿至设计标高,并将混凝土表面凿毛,清理基础表面松动的混凝土砂浆、油脂油污及杂物,最后用压缩空气吹扫干净待灌浆的基础表面,以保证混凝土上平面与环氧树脂灌浆层的结合强度。灌浆区域支模要牢固、美观、可靠、不漏浆,并留有排气孔。
二次灌浆要在主撬找平找正、辅撬附件安装调整到位后24 h内进行,否则应复测数据。二次灌浆的环境温度以(15~30)℃为宜,温度过低会造成浆料流动困难,常出现撬中部底面附着不到的问题,给后续运行带来振动大的影响,且很难消除。确需在低温环境下施工,需要人工建造温度场并提升混凝土基础表面温度,满足灌浆需要。
灌浆前要将垫铁组每块垫铁间都点焊固定,将基础表面用水冲洗干净,保持湿润≥6 h,施工前1 h要清除积水,处于不再吸水的湿饱和状态。
灌浆时,灌浆料要现用现配,务使灌浆料从机组的一侧倒入,用外力将倒在基础上的灌浆料推入到机组底座下面,辅助用小直径振动棒振捣,以便从另一侧溢出并高过撬座底平面(15~25)mm。整个过程一次完成,不允许中途停工间隔,确保撬座下面均布密实的灌浆料。二次灌浆层高度(50~70)mm。灌浆施工完成后,将表面压平抹光,待灌浆料强度达到75%以上时,再进行压缩机的系统调整与紧固。
3 结语
大型往复式压缩机的安装调试,每个关键环节都要按照技术规范进行,抓好节点管控,才能保障后期调试运行的顺利实施及投产后机组的良好运行,延长机组寿命周期,达到设备安全运行和资产保值的目的,最大限度地降低能耗,节约生产成本,为油田可持续发展提供保障。
