脱硫泵腐蚀现状及防护技术应用
2019-05-16胡俊
胡 俊
(中石化集团北京燕山石油化工有限公司,北京 102500)
0 引言
烟气脱硫已是我国火力发电机组要求必须具有的环保装置,而石灰石——石膏湿法烟气脱硫FGD(Flue gas desulfurization,烟气脱硫),是目前世界上技术最成熟应用最多的高效脱硫工艺。浆液循环泵是FGD脱硫系统中的大型流体动力设备,脱硫泵通常为离心式泵,脱硫泵从脱硫塔底部抽取浆液进行循环,它是石灰石-石膏法脱硫工艺中流量最大,使用条件较为苛刻的循环泵。在实际应用中,湿法脱硫烟气中含有粉尘、SO2,HCl,NOx,H2SO3,H2SO4等复杂的组分而且酸碱交替、冷热交替、干湿交替,这些烟气被浆液吸收。作为浆液循环的主要动力设备,脱硫泵承受着多种多样的物理、化学攻击,尤其是浆液中的固体颗粒冲刷以及SO32-,SO42-,Cl-,F-对过流面的强烈腐蚀、气蚀等因素协同作用,在流体浆液腐蚀和磨蚀共同破坏作用下,泵体过流面金属很容易受到严重摸磨耗,使叶轮、护板、蜗壳内表面等过流件几何尺寸发生明显变化,最终导致泵的效率低下、噪声加剧甚者泵件报废。如果不采取合理的防护对策,脱硫泵的运行将达不到预期的循环效果,最终影响脱硫系统的脱硫效率指标。
1 脱硫泵的腐蚀及磨蚀现状
脱硫泵早先采用的金属材料主要有双相不锈钢(如2505,2605),虽然具备较高的耐氯离子点蚀性能,但其固熔处理后硬度≤26 HRC,当输送固体颗粒的硬度>26 HRC时就会产生磨蚀。电厂使用的石灰石浆液中稍有大而硬的固体颗粒时,泵件就会发生严重的磨蚀,最早的双相不锈钢叶轮使用不到6个月就出现严重磨蚀。尤其是在钢厂的脱硫泵,由于浆液中含有密度较高的金属矿渣颗粒,双相不锈钢叶轮(1~3)个月就出现严重磨损或报废。后期人们为了解决泵件的抗磨问题,牺牲了材料的韧性,发展出了耐磨蚀性好的高铬铸铁泵件如Cr30A等,该材料虽然该材料硬度可提高至55 HRC,但其耐点蚀当量 PREN(Pitting Resistance Equivalent Number,耐点蚀当量)<36。Cr30叶轮在电厂脱硫泵上运行6个月以后,磨损程度比双相不锈钢有所减轻。但叶轮、泵壳、泵盖等过流部位还是出现较大的磨损,泵的效率每况愈下,在后面的6个月,脱硫泵基本上处于带病运行状态。由于Cr30A开裂倾向性大,只能用于制造叶轮,铸造大型泵壳还是存在开裂风险。为了解决Cr30A的脆性并提高耐蚀性,国内一些厂家通过添加Ni,Mo等合金元素优化合金组织,得到了改性Cr30金属材料。该材料的点蚀当量PREN>38,耐氯离子腐蚀性能比先前提高30%~50%,材料的硬度控制在(40~50)HRC,改善了韧性后的材料,开裂风险降低,可用于大型泵壳。但(40~50)HRC的硬度,仍然无法保证脱硫泵在12个月内不发生明显的磨损或保持泵效率不下降。国外对于脱硫泵金属材料的筛选尝试,最后将适合的金属材料定位在镍基合金上,但由于镍基合金泵的价格昂贵,尤其是大型脱硫泵用镍基合金制作成本太高,用户无法承受这样高昂的成本。为了保证在12个月内不让泵件发生太快的磨损,电厂只能选择转速较低的泵。这意味着电厂不得不花费成倍的费用,再购买大尺寸的脱硫泵或增加脱硫泵的数量,来保证浆液的总流量不下降,这将使泵房的用电能耗更高、脱硫成本增加。
综上所述,浆液的腐蚀和磨蚀给脱硫泵带来的磨耗是极其严峻的,腐蚀和磨蚀的泵振动噪声增大、出力下降、金属裂纹扩展、泵件提前报废以及运行不安全,影响整体FGD脱硫系统的脱硫效率指标以及脱硫泵向高转速、高出力的方向发展。
2 脱硫泵的腐蚀及磨蚀机理分析及影响因素
在脱硫过程中烟气中的二氧化硫被吸收并生成亚硫酸盐或硫酸盐,亚硫酸根及硫酸根离子具有很强的化学活性,对泵体具有很强的腐蚀能力,从二氧化硫的吸收来讲,理论上pH高时有利于二氧化硫的吸收,pH在6左右时,二氧化硫吸收效果较好,但这样的酸碱度条件下,亚硫酸钙继续氧化以及石灰石的进一步溶解均受到抑制,浆液中出现难以脱水的亚硫酸钙和石灰石颗粒。当pH值降低时有利于亚硫酸钙的氧化,石灰石的溶解度也能增加,但二氧化硫的吸收受到抑制,脱硫效率大大降低,当pH低至4时,二氧化硫几乎无法被吸收,此时浆液的腐蚀能力更加提高。故运行中一般控制在pH在4.5~5.8这样一个酸性环境,酸性硫腐蚀是不可避免的。
在湿法脱硫系统中,SO2,H2SO4,H2SO3,HCl可以很快发生反应生成CaCl2,CaSO4,由于浆液中CaSO4溶解度非常小,故SO42-浓度≤1000 mg/L,但CaCl2的溶解度很大,所以在循环的浆液中Cl-浓度很高。Cl-在脱硫系统中是引起金属腐蚀的重要原因,当Cl-浓度超过2×10-10时,普通的不锈钢已不能正常使用,当Cl-浓度超过6×10-10时,则需要镍基合金才能胜任。对于Cl-的腐蚀作用机理有多种说法,有研究者认为在酸性浆液中CaCl2的腐蚀产物分解为氢氧化钙和游离HCl,游离酸在某些微坑内可以产生pH为1的强酸微环境,金属表面很快造成大面积点蚀坑。另有研究者则认为,Cl-容易在不锈钢氧化膜表面吸附并形成新的表面化合物,但这种新的表面化合物晶格缺陷多,具有较大的溶解度,容易导致原有氧化膜破裂。故浆液中氯离子是一个主要的腐蚀影响因素。
脱硫塔底部的浆液含有大量的固体颗粒,浆液固含量达到5%~28%,主要是飞灰、Al2O3,SiO2、亚硫酸钙(CaSO3.H2O)、硫酸钙(CaSO4.2H2O),粒度范围在(0~0.5)mm,尤其是浆液中的 Al2O3和SiO2硬度高,对泵体金属具有很强的磨损破坏性。脱硫泵输送的浆液属于典型的气固液三相流体,固相对泵的影响是连续的均匀的,而气相对泵的影响远比固相复杂且难以预测,泵的吸入口和叶轮叶片的背面等部位气体聚集会导致气蚀量增加,浆液中固体颗粒磨损和气蚀冲击波共同作用对金属组织形成的破坏,学术上统称磨蚀。
综上所述,浆液对脱硫泵的破坏是集合腐蚀、磨损、气蚀共同作用的一个非常复杂的工况,单纯的磨损并不可怕,但在腐蚀环境下的磨蚀,会让腐蚀、磨损、气蚀分别放大数倍,这对泵体金属是一个极大的考验。
3 解决方法现状
脱硫泵在长时间的运行中,泵件过流面受到腐蚀、磨蚀等破坏,叶轮、护板、泵壳出现金属减薄、凹坑、豁口、腐蚀性裂纹,最终导致泵件结构出现问题而报废。
针对脱硫泵磨损修复、防磨开发,人们做了不少尝试工作。早先的双相不锈钢脱硫泵件具有可焊性,人们对磨损的部位进行同材质补焊然后机械加工修复至使用状态,但这种修复方法虽然可以很好的恢复泵的出力效率,但无法很好的解决泵件的快速磨损问题,后期发展的Cr30,A49高铬铸铁泵件耐磨性有一定提高,但该类材料属于不可焊金属,补焊会导致零件碎裂,针对高铬铸铁泵件磨损后的修复,业内很多单位采用高分子陶瓷颗粒涂料(环氧-碳化硅或环氧-氧化铝)进行表面涂抹固化冷修复,该工艺操作简单,但该工艺涂抹平均厚度在5 mm左右,这样的厚度对叶片原厂设计的流线型改变较大,虽然耐磨性有一定的提高,但泵的效率无法恢复到出厂设计的出力水平。一些电厂认为涂抹修复后的脱硫泵由于表面粗糙度接近砂轮的粗糙表面,与浆液摩擦阻力大,远比使用新泵耗电,这样的论断不无道理。
为了开发耐磨寿命更长的脱硫泵,德国有两家公司在10年前开发了树脂碳化硅热浇注陶瓷泵。该技术是将树脂碳化硅浇注料浇注至特定的精密模腔内,然后进行固化脱模。该工艺制造的脱硫泵耐磨寿命,是国内高铬铸铁泵的2~3倍而且泵的出力效率也比较稳定,但碳化硅陶瓷泵生产成本是普通铸造泵的3倍左右,投资成本太大不符合我国的国情,应用受到限制。20世纪90年代,澳大利亚某公司最早采用橡胶衬套技术解决脱硫泵的磨损问题(橡胶衬套技术只能用于泵壳和护板,叶轮离心力大无法应用橡胶涂层),该技术在国内应用了数十年,由于橡胶衬套的脱落堵塞问题以及橡胶缺陷的修补问题均存在无法克服的风险,故该工艺逐渐退出主流市场。虽然金属泵的耐磨寿命以及出力效率的持久稳定性不够理想,但考虑到综合成本,目前我国的脱硫泵主流应用仍然是以高铬铸铁金属脱硫泵为主,一些泵厂为了延缓泵的磨损,只能从设计上把泵的尺寸做大、转速改低,这种方法从节能增效上讲不能算是非常科学合理的选择。
设想如果能通过在高铬铸铁泵上使用薄涂层防磨,即用厚度在(0.5~1)mm的涂层去解决腐蚀和磨蚀问题,同时这样薄的厚度又不影响原泵厂设计流线型和表面光滑度,确保泵的流量压力在科学合理的范围,这将使修复、防磨和节能增效有机的结合在一起,让泵修复真正成为一种科学完美的选择。
公司第一套脱硫装置于2004年10月投入运行,在国内FGD脱硫方面起步较早,脱硫泵LC300/530型,转速(600~990)r/min,扬程24.5 m。由于浆液泵介质的特殊性,运行周期在满负荷情况下只能达到6000 h左右,脱硫泵叶轮、护板、泵壳磨损严重,运行6个月以后电流下降可达10%。公司在脱硫泵的修复防磨上进行了各种高分子陶瓷修补剂材料尝试,效果均不理想。针对公司脱硫泵磨损特点,基于薄涂层防护思路,2014年公司选择冷金属过渡焊补焊+焊后机械加工+金属-陶瓷高频爆炸熔射超硬薄膜涂层+柔覆聚合物涂层技术,对泵体的所有过流面进行出厂机械尺寸恢复并熔射覆膜。
高频爆炸熔射技术是2000年以后国际上出现的最新涂层技术,该技术基于火箭脉冲爆震推力发动机原理开发而成,燃料输入喷枪的燃烧室发生连续爆炸产生(3200~4200)℃高温,将金属-陶瓷粉末送入爆炸区熔化并被高频脉冲爆震波推送至零件表面形成一个光滑坚硬的涂层,该涂层硬度超过70 HRC,与基体结合强度最高可达120 MPa。
公司泵件经涂层处理后,运行12个月内,泵的电流波动率基本在2%~4%,机组噪声稳定。1个运行周期后停机检修,所有过流泵件的母体金属基本没有损坏,只在泵壳出口流道根部出现局部磨蚀;局部修复后继续运行1个大修周期后,停机检修涂层仍有70%左右的完好率,此时泵件几何形状仍未发生改变。从2个运行周期的实际应用跟踪看,冷金属过渡补焊+熔射非晶金属-陶瓷超硬涂层的方法,在公司脱硫泵上应用,既可以实现泵的修复防磨,又可以实现泵的节能增效。喷淋泵监测数据对比见表1。
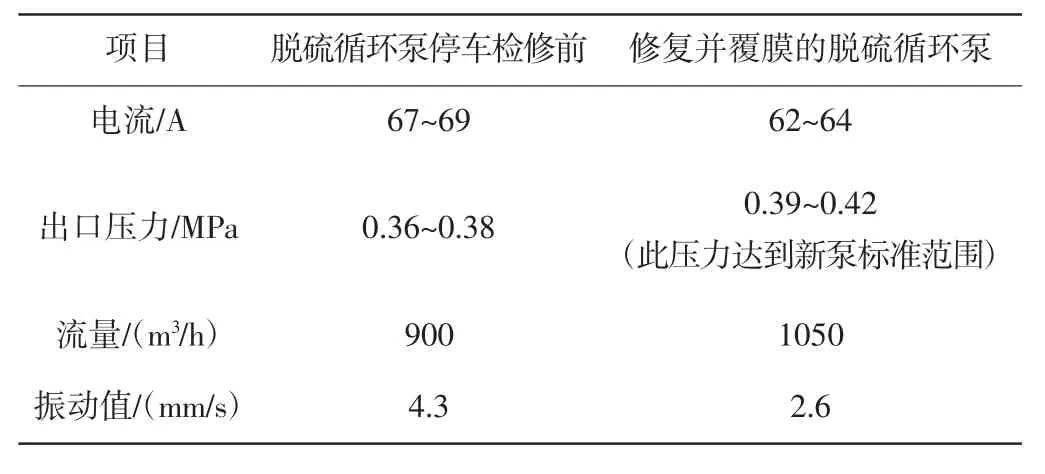
表1 喷淋泵监测数据对比
表1数据表明,经修复后的泵,在运行中其出口压力不低于新泵额定水平,说明泵的流量没有衰减。由于叶轮表面覆膜后使得表面耐磨性和减阻性大幅度提高。涂层的光洁度是经过普通抛光后是不锈钢的10倍以上,这种极光滑的表面减少了泵内流体的分层,从而减少泵内部紊流,降低了泵内的容积损失和磨损损耗,叶轮在浆液中的摩擦阻力大大降低,浆液对叶轮阻力变小,电机轴扭矩、电耗降低,这是电流下降的主要原因。在流量和泵压力满足标准的情况下,电流下降5 A,电流下降率7.35%,说明电机负荷减轻,意味着脱硫泵节电7.35%。
4 结束语
利用高频熔射技术在脱硫泵过流面制备一层防护涂层,以减少介质对金属的腐蚀和磨蚀,延长泵件的使用寿命,是目前最为经济、有效的一种方法。在各种修复方法中,由于高频熔射金属-陶瓷涂层厚度只有(0.3~0.5)mm,不要后期机械加工,不影响泵件装配,也不改变叶片的设计流线型,同时耐磨寿命超过环氧树脂碳化硅材料2倍以上。配合冷金属过渡补焊工艺,既可以对补焊翻新的零件进行覆膜,也可以给新泵表面进行预保护覆膜。覆膜后的泵件,在1个大修期内长期保证新泵效率运行,从减少购买新泵支出和泵房节电上均能创造可观的效益。泵是动力耗费大户,依据通用机械工业协会计算,泵耗电量占我国发电量的15%~25%,泵的节能和可持续使用在工业节能领域占据重要地位。因此,通过在泵行业应用该耐磨减阻涂层实现节能,具有广阔的应用前景。
