ESP生产线与常规热连轧生产线的对比分析
2019-05-13漆小虎何奕平
漆小虎 何奕平
(二重(德阳)重型装备有限公司,四川618013)
随着我国经济发展步入速度变化、结构优化、动力转换的新常态,钢铁工业迎来了加快产品结构调整和需求升级、生产线技术升级和节能减排的新要求和发展机遇。ESP作为新一代无头轧制生产线新技术和新工艺运用的案例之一,因其轧线长度短、一次投资较少、连续不间断生产模式,并适用于经济生产超薄宽带钢的特性成为部分钢厂投资的一个新的发展方向。而常规热连轧也在近10年中伴随着各主机设备的功能不断完善和优化,计算机控制技术的不断提高,核心配套件制造水平的不断提升,真正实现了对热轧带钢产品从规格到品种的全覆盖,因此始终保持着稳定的投资需求。鉴于上述两种生产工艺方式都是目前国内钢铁行业主要的投资方向,因此本文将对上述两种热连轧生产线技术进行对比分析,为不同需求的钢厂提供选择参考。
1 ESP生产线的技术发展历程
ESP(Endless Strip Production)是在ISP(Inline Strip Production)工艺基础上发展而来,属于薄板坯连铸连轧工艺之一。德马克公司早期开发的ISP使用传统的平行板型结晶器,浇出厚60 mm左右的铸坯,经液芯压下,厚度由60 mm降低至40 mm,经3机架粗轧机将40 mm厚度轧成15 mm~25 mm,铸坯经克雷莫纳炉(Cremona)卷取、开卷,送至4机架精轧机,终轧成3 mm或更薄的带卷。
意大利阿维迪钢厂与合作伙伴普锐特冶金技术(原西门子奥钢联),对厂内的ISP轧线进行了持续性改进。经过多年的改进工作,包括对连铸机、结晶器、大压下量轧机、感应加热器、精轧机弯窜辊系统及工作辊系、高速飞剪和高速卷取机等的改进,最终发展建成新一代薄板坯连铸连轧生产线(ESP)。ISP轧线逐步升级为ESP轧线的技术发展历程如图1所示。
一般情况下,ESP生产线分为6个区:连铸区、粗轧区、精轧区、层流冷却区、卷取区、运输区。各个区紧凑连接,产品全连续单向流通,具体如图1所示。
ESP生产线具有如下工艺特点:
(1)全连续无头轧制带钢生产,单条连铸线即可达到出色的生产能力;
(2)生产线工艺布置紧凑,连铸和轧制工艺直接串联,显著降低热能消耗;
(3)高温粗轧及铸坯特殊的温度分布;
(4)精轧前电磁感应加热,实现对中间坯补温;
(5)大规模生产高品质薄带和超薄带普碳钢,在许多用途中替代冷轧带钢,即以热代冷;
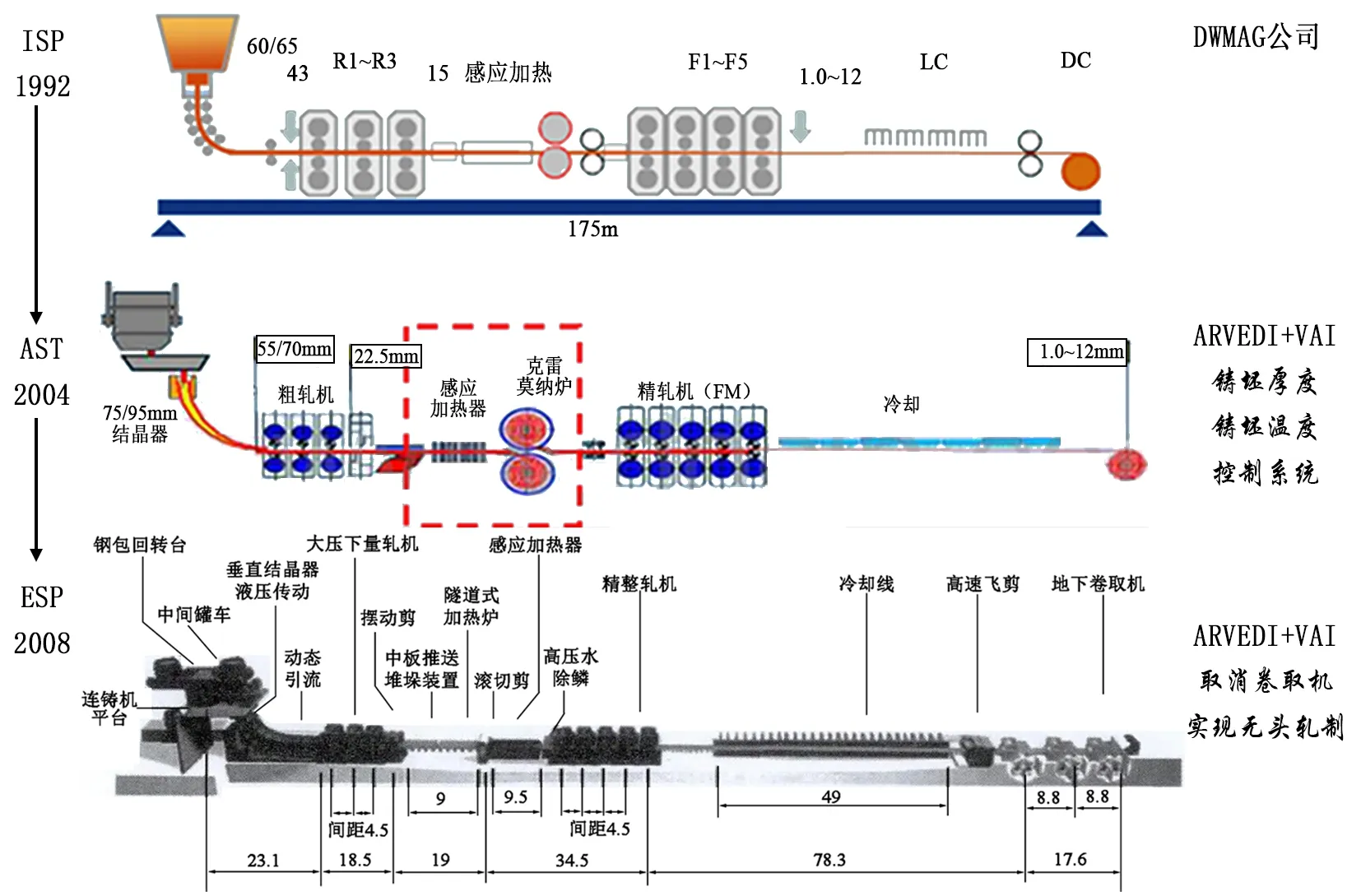
图1 薄板坯连铸连轧技术发展历程示意图

1—连铸机 2—横移段 3—加热炉 4—粗除鳞装置 5—定宽压力机 6—立辊轧机 7—二辊粗轧机 8—四辊可逆粗轧机 9—热卷箱 10—飞剪 11—精轧机组 12—新一代快冷装置 13—常规层冷装置 14—卷取机图2 新一代常规热连轧生产线布置图Figure 2 Layout of new generation conventional hot strip continuous rolling line
(6)通过大批量、同规格的生产组织,吨钢投资降低,从钢水到热轧卷的转换成本较低。
2 常规热连轧生产线的技术特点
常规热连轧生产线经过近年来不断的技术发展和改进,产生了大量的新技术应用,主要包括:新型高压水除鳞装置、具备大范围调宽功能的定宽压力机、满足不同生产工艺的吸附式分体式立辊轧机、第三代无芯移送式热卷箱、高刚性全液压压下带弯辊窜辊功能的四辊精轧机、高精度快速响应活套系统、工作辊动态精密冷却系统、轧制润滑系统、环保除尘系统、适用于品种钢生产的新一代快冷设备、适用于薄带生产的压带装置、更耐磨转盘式侧导装置、适用于高强钢成形的强力卷取机、高效智能化运输的托盘式钢卷运输系统等。伴随上述技术不断完善和国产化,大幅提升了常规热连轧生产线的市场适应能力,并有效控制了一次性投资成本和后期维护成本。
一般情况下,常规热连轧生产线分为7个区:加热炉区、粗轧区、热卷箱飞剪区、精轧区、层流冷却区、卷取区、运输区。轧线功能配置更加全面,能够覆盖更广泛的生产工艺要求,具体如图2所示。
常规热连轧生产线通过上述新技术的应用,具有如下工艺特点:
(1)半连续带钢生产,板坯热装率高,板坯调宽能力大,轧制节奏快、产量高;

表1 ESP生产线与常规热连轧生产线产品对比

表2 ESP生产线与常规热连轧生产线设备配置特点对比
(2)粗轧阶段的往复、多道次轧制,大压下量轧制,有效改善板材性能;
(3)精轧阶段实现恒温恒速轧制,中间坯温度均匀、头尾温差小;
(4)优异的冷却处理方案,保证品种钢性能的同时降低生产成本;
(5)带钢表面质量、板形精度明显提高,带钢全长性能均匀、稳定;
(6)满足对各类普碳钢、品种钢和高强钢的灵活生产组织。
3 ESP生产线与常规热连轧生产线的综合对比
下面以一条1750 mm规格的热轧带钢生产线为对象,从产品范围、产品特性和用途,设备配置特点,投资规模、生产成本和后期维护成本等方面进行对比分析。
ESP生产线与常规热连轧生产线产品对比如表1所示。
ESP生产线与常规热连轧生产线设备配置特点对比如表2所示。

表3 ESP生产线与常规热连轧生产线投资规模、使用和维护成本对比
ESP生产线与常规热连轧生产线投资规模、使用和维护成本对比如表3所示。
4 结束语
综上所述,ESP生产线的带钢产品定位以普碳薄带和超薄带为主,且更适用于较少规格大批量的生产模式,达到降低吨钢成本,利用热代冷的特性提高产品定价的盈利方式。而制约ESP生产线扩大产品种类的最主要因素是中间坯的温度不足和温度均匀性问题,无法完全满足品种钢生产的工艺需求。
而经过技术升级和新装备应用的新一代常规热连轧生产线更适用于满足多规格、多钢种的生产要求,满足从普碳钢到品种钢的各种生产工艺要求,满足年产量大且生产组织灵活,满足国产化率高且控制容易的要求。