冷轧工程2号热线退火炉燃气介质更换的技术开发
2019-04-26白泽华
白泽华
(山西太钢工程技术有限公司, 山西 太原 030009)
1 概述
冷轧2号热线是国内最大的冷轧不锈钢原料退火酸洗线,原退火炉设计及设备全部由日本中外炉公司引进,设计选用天然气为燃料,年用量约134.4万GJ(3 840万m3),为进一步充分利用公司内部净焦煤气,太钢决定对冷轧2号热线退火炉燃气系统由天然气改为净焦煤气,实现公司内部净焦煤气的燃气平衡,同时降低生产成本。
改造后保证了退火炉原设计生产能力,年产量可达115万t,最大厚度T和速度V的乘积220 mm·m/min,最大速度 60 m/min。
2 退火炉燃气系统改造
2.1 方案设计
本项目为自主设计、自主编程、自主调试。对照原设计退火炉各燃烧区能力,计算并确定每区焦炉煤气烧嘴负荷、燃气配置管道能力,助燃空气风机及管道、排烟系统的配置要求;烧嘴选用国内最先进的亚高速烧嘴,其燃烧效率高,制造成本低;根据天然气与净焦煤气特性不同,计算并调整炉子12个加热区172个烧嘴的燃气、空气流量参数及相关PID参数,燃气、空气、烟气等调节阀参数及点火控制系统参数。确保项目实施后退火炉能够达到原设计生产能力,炉温控制精度达到±5℃以内。
2.2 实施过程
项目实施过程主要包括退火炉焦炉煤气燃烧系统参数计算、现场设备改造、设备调试运行三个阶段。
2.2.1 计算退火炉焦炉煤气燃烧系统参数
由于系统原设计燃料为天然气,而天然气成分、热值等与焦炉煤气有很大差别,需要根据退火炉原设计能力及现有管道系统对整个燃烧系统进行重新计算。计算内容主要包括:燃烧理论计算,排烟系统能力核算,煤气系统能力核算,空气系统能力核算,修改煤气、空气流量、压力检测量程及现场仪表参数调整,调整退火炉点火控制系统软件和炉温控制系统及PID参数。
2.2.2 现场设备改造
现场改造主要涉及设备、管道、耐材三个方面改造内容,短期内完成现场全部烧嘴拆除更换、换热器修复、煤气调压阀及煤气支管道及附件更换,炉内耐材修复等工作。点炉、仪表调试、炉温升降温调试及烘炉工作。
2.2.3 设备调试运行
由于燃烧系统燃气由天然气改为煤气,所有燃烧控制系统参数需要重新设定,在软件修改方面,对空燃比、阀站燃气总压力、过剩系数、炉温和炉压控制PID参数、炉内氧含量控制、烧嘴前空气压力和燃气压力都做了修改测试。计算并修正了助燃空气压力流量控制、煤气压力流量控制系统。由于炉温、板温、炉压的控制在钢带退火中至关重要,因此,对板温仪、热电偶、炉压变送器都进行了相应的检查与校正与修复。点火过程中,反复试验每个区、每个烧嘴的点火系统,不断修正空气、燃气流量参数、相关PID参数,确保每个烧嘴都能顺利点火正常燃烧。最终调试完成后退火炉生产能力、炉温控制精度等达到原设计水平,吨钢消耗降低。
2.3 实施效果
2.3.1 设备性能
改造完成后退火炉生产能力达到原设计水平,最大厚度T和速度V的乘积可达220 mm·m/min,最大速度60 m/min,氧含量(体积分数)控制精度在±0.5%,炉温控制精度在±5℃以内。
2.3.2 产品性能
通过对改造前后304钢板的抗拉强度、屈服强度、硬度、延伸率进行对比,改造后产品性能稳定(见表 1)。
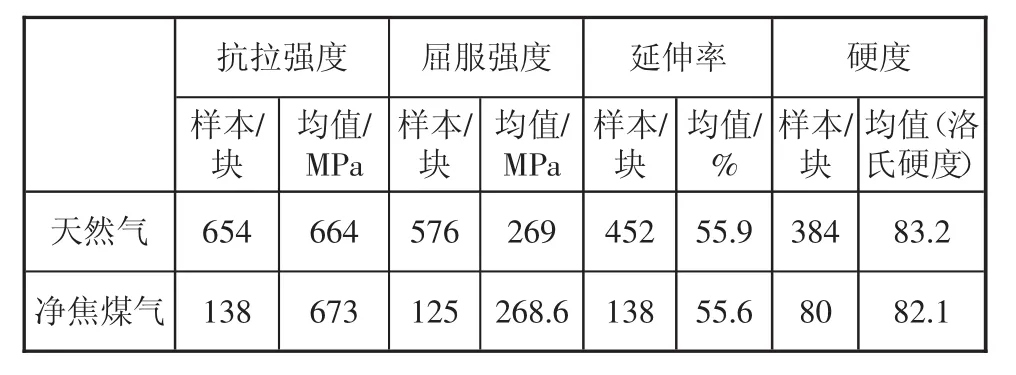
表1 改造后的产品性能
3 主要技术创新点
本项目针对太钢2号热线退火炉燃气系统,通过自主设计、自主施工、自主调试,实现了2号热线退火炉使用净焦煤气代替天然气为燃料。
1)通过对燃烧系统的理论计算,结合2号热线现场实际,自主完成2号热线退火炉的设备改造,以净焦煤气做为燃料,达到原有的生产能力,吨钢消耗降低。
2)通过对空燃比、过剩系数、炉温及炉压调节PID参数等燃烧控制系统的自主调试并不断优化,2号热线退火炉炉温控制精度达到±5℃以内,提高了退火炉运行稳定性。
经过对2号热线退火炉燃气系统的节能技术改造,达到了原设计生产能力,年产量可达115万t,仍然为国内最大的AISI300、400系列冷轧不锈钢原料固溶处理线,产品质量稳定。
4 应用情况
目前,2号热线退火炉运行情况良好,产品性能稳定,完全可以满足生产要求,同时有效平衡了公司自产焦炉煤气,减少了天然气外购成本。
5 经济效益
1)自主编程经济效益。根据外方设计方案及报价,项目改造设计调试费、设备费、项目施工等总计投资约1 127万元,而通过自主编程项目投资仅495万元,节约费用632万元。
2)节能降本经济效益。4月份改造完成至12月份降低燃气成本2 640.32万元,包括4-12月净焦煤气消耗共776 139 GJ,比等热量天然气节约成本:776 139×(80-52.78)=2 112.65 万元;退火炉改造后节能效果显著,吨钢燃气消耗由改造前的平均1.288 GJ/t降低至改造后的1.186 GJ/t,4-12月份2号热线过钢量646 649 t,节约燃气成本646 649×(1.288-1.186)×80=527.67万元。
该项目2015年4月10日至年底为公司节约天然气外购成本共6 209万元。
2号热线改造完成后,自产焦炉煤气得到了充分利用,减少了天然气外购量,降低了燃耗,为推动行业节能技术自主改造起到了引领和示范作用。
