大批量蜂窝梁高效制作工艺及改进
2019-04-26刘力忠植达城
刘力忠, 植达城
(广东韶钢工程技术有限公司, 广东 韶关 512123)
钢结构蜂窝梁是由轧制H型钢或焊接H型钢沿一定的折线切割后,按结构要求重新组拼并焊接成形的蜂窝状结构形式钢梁。在现代工业厂房建设中,屋面檩条采用钢结构蜂窝梁(以下简称“蜂窝梁”),这是因为蜂窝梁具有刚度好、质量轻、结构美观、合理、力学性能好的特点,而且具有节约钢材、缩减工程成本的优越性。现已经大量运用,尤其在大跨度工业厂房及公共设施中应用广泛。
韶钢高线工程屋面檩条就全部采用蜂窝梁结构,本工程主厂房共分三跨,其中最大跨度为33 m,其余跨度分别为24 m和18 m。整个主厂房屋面檩条共756条,其中蜂窝梁檩条共626条,长度有12 750 mm、12 000 mm和6 750 mm三种规格,截面尺寸为H450 mm×150 mm×6.5 mm×9 mm。蜂窝梁示意图见图1。
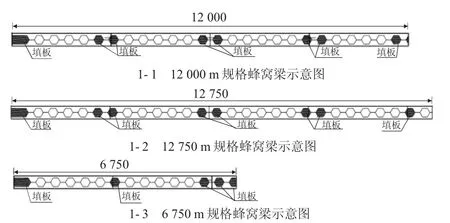
图1 蜂窝梁的上料、切割
韶钢高线工程蜂窝梁檩条由于数量巨大,工程建设具有工期紧、钢结构制作任务重、质量要求高等特点,传统制作工艺无法满足工期要求,所以必须采用新的制作工艺和方法。根据蜂窝梁的结构特点,从蜂窝梁上料、切割、旁弯控制、组拼方法、焊接变形控制等方面,对传统工艺进行了提高工效的改进。
1 蜂窝梁的上料、切割
1.1 H型钢的上料
蜂窝梁制作的第一道工序是H型钢的切割。由于需切割H型钢多达600多条,且为了充分发挥改进后数控切割机多嘴头同步切割技术优势,提高工作效率,故H型钢上料采用“多条并列摆放法”。
“多条并列摆放法”上料具体做法为:上料前,根据H型钢长短,在切割台平行和垂直主机架的方向上分别组对焊接好限位挡板及挡铁;上料时,若干H型钢以限位挡板及挡铁为界,紧靠限位挡板及挡铁,确保每条H型钢与数控切割机主机架垂直,而且并列的H型钢之间紧密靠拢,每条H型钢均与数控切割机主机架垂直。同时标明切割起点及切割线,使切割时各个嘴头均能沿每条H型钢的确定折线切割,实现同步切割。数控切割台示意图见图2。
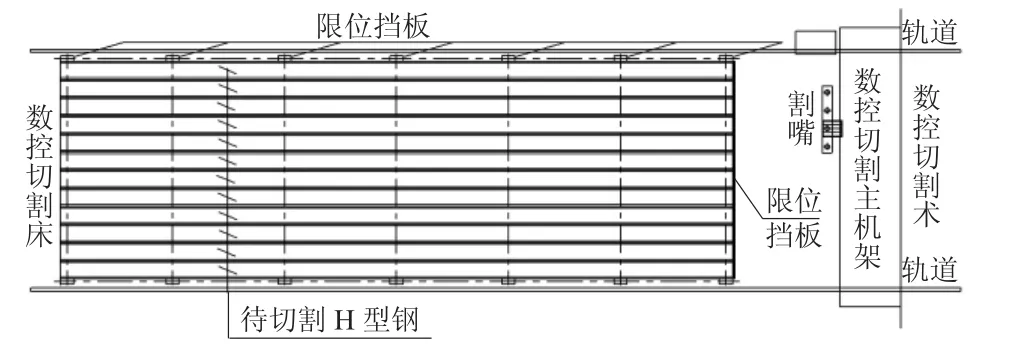
图2 数控切割台示意图
1.2 H型钢的切割
本工程选用改进后的数控/多条直头切割机,采用“多个割嘴同步切割技术”,一次可同时切割四条以上,切割时根据需要随意选择预留切割点,大大提高了切割效率。
应用“多个割嘴同步切割技术”,其切割具体做法如下:
切割前,调整所有的切割嘴头与主机架侧面平行并与腹板平面垂直,且确保所有切割嘴头在一个平面内;其次调整切割嘴头与被切割H型钢腹板的距离,标明切割起点;最后调出程序进行空行检验割嘴走位情况,并测量每个割嘴在H型钢腹板上位置,误差控制在1 mm内。
切割时,打开乙炔气按钮,点燃乙炔气,然后打开预热氧,最后打开切割氧进行切割,即可将H型钢切割出完整的蜂窝形折线。切割时几个切割嘴头按照程序指令进行同步切割。切割情况见图3。
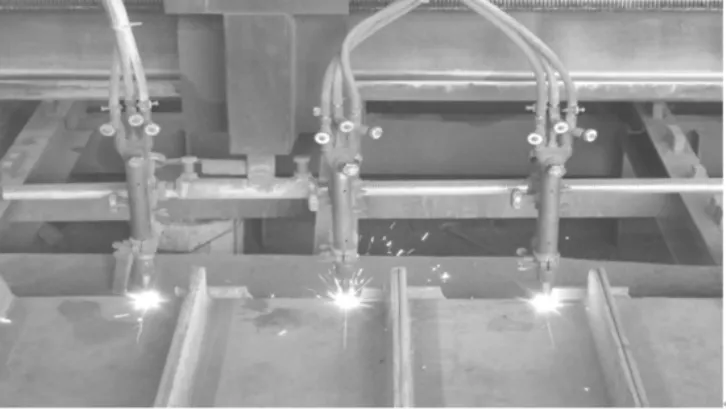
图3 数控同步切割图
切割程序以连续4条折线为1个周期程序,然后1个周期程序循环调用n次,即可完成切割程序,程序清单:
N0 G92 X0 Y0
N10 G91 G01 X150
N20 G01 X75 Y150
N30 G01 X200
N40 G01 X75 Y-150
N50 G25 N0.40n
N60 M30
1.3 切割旁弯控制
在蜂窝梁切割过程中,由于H型钢截面局部受热,如果不采取措施,极易形成大幅度旁弯,影响到蜂窝梁组拼。
根据变形原理及特点,采取具体措施:根据H型钢的长度,选择预留切割点和H型钢固定点的个数。为了确保切割的精度和变形,一般情况下,H型钢上料时,要保证H型钢之间紧密靠拢,确保每条H型钢均与数控切割机主机架垂直,同时H型钢固定点要对称,且固定点的个数要尽可能的多;H型钢切割时,除两端头预留点外,H型钢中间段通常选用1.5 m左右一个预留点,预留点的位置选择在H型钢两个固定点之间,等整组切割完后,再切割下一组,直至整批切割完毕。
2 蜂窝梁组拼
2.1 常用规格蜂窝梁的组拼
常用规格的蜂窝梁通常采用的掉头组拼或平移错位组拼两种方法,这两种组拼方法都有自己的不足。掉头组拼法,容易使H型钢沿X轴线切割误差变为原来的2倍以上,造成蜂窝结构填板时误差太大,处理难,影响蜂窝结构的制作美观;平移错位组拼法,由于沿X轴线平移量较少,因此误差量相对减少,但是要将错位多余部分切除,浪费钢材,增加工程成本。
根据上述两种组拼方法存在的问题,在进行组拼时采用“两条相对组拼法”,组拼时采用两条相应切割部分按照切割顺序相对拼接成型,即每条H型钢的第一部分相互组拼,第二部分再相对组拼,详见图4。

图4 H型钢组对工艺示意图
这种组拼方法的优点是:组拼误差减少到最小,组拼质量大幅提高,另外避免了材料浪费,降低了工程成本。
2.2 特殊规格蜂窝梁组拼
常见特殊长度规格的蜂窝梁,多是长度大于6 m或大于12 m的,由于通常市场上供货的H型钢长度为12 m一条,对于这种长度不是6 m的或12 m的蜂窝梁,在制作时,除保证成型的蜂窝梁力学性能外,还要尽量避免在支撑点处设置焊缝。
经研究及试验表明,可采用“错位补料成型法”来制作特殊长度的蜂窝梁。具体做法是:先按照常用规格12 m组拼,再根据特殊长度规格蜂窝梁的具体长度,来确定切割分离的具体位置,确保分离点远离支撑点,等切割分离完成后,最后填补分离后各自所缺少部分。
现以6 750 mm长度蜂窝梁为例,具体介绍这种长度蜂窝梁的组拼工艺,参见下页图5。
这种组拼方法的优点:不仅组拼误差最小、组拼质量高,而且成型后的蜂窝梁结构力学性能好。完全符合6 m柱距山墙处蜂窝梁檩条的结构要求。
3 蜂窝梁的焊接
3.1 焊接变形分析
H型钢制作的蜂窝梁,由于其腹板相对较薄,焊接时易产生局部应力过大,造成截面变形,降低蜂窝梁的刚度,容易导致失稳。加之蜂窝梁长度相对较长,虽然其腹板均布六边形孔消除部分应力,但其焊接时蜂窝梁处于自由状态,如果存在组装质量不好、组装胎具不合理、焊接顺序不正确、焊接参数变化较大等问题,则焊后易产生截面变形和扭曲变形,给矫正带来很大难度。

图5 蜂窝梁优化组装示意图(mm)
3.2 焊接变形控制
蜂窝梁焊接成型过程中,对于存在截面变形和扭曲变形的情况,焊接前,组装好所有的筋板、端头封板等,减小和消除焊接后出现的截面变形。同时要求在焊接胎具上直接焊接,确保焊接后截面尺寸。做胎具时,利用临时挡铁、楔铁及卡具等来固定组对成形的蜂窝梁,固定点数量要尽可能的多,分布均匀。确保蜂窝梁截面变形在允许的范围内。施焊时,严格按照均匀对程焊法,最大限度的消除应力,确保成品外观质量。
4 结语
韶钢高线工程蜂窝梁制作中,H型钢的切割采用“多条并列上料方法”和“多嘴头同步切割技术”,蜂窝梁填板的切割采用“多嘴头同步切割技术”,使施工效率大大增加,相当于有4台数控切割机同时工作,避免了重复投资。同时采用新的组拼和焊接工艺,大大提高蜂窝梁的组拼及焊接质量。采用上述工艺后,仅用42 d就完成了施工任务,比原计划提前18 d,且质量验收合格率为99.6%。
蜂窝梁制作工艺改进,解决了传统蜂窝梁制作工艺存在的问题。实践证明,采用该种蜂窝梁制作工艺,适宜大批量蜂窝梁制作,本次蜂窝梁工艺改进所采取的各项措施是切实可行的,积累的经验可在今后同类型工程中借鉴使用。
