渣油加氢装置前四周期运行情况分析
2019-04-24刘荣
刘 荣
(中国石化上海石油化工股份有限公司炼油部,上海200540)
近年来,随着世界石油储量的减少和原油重质化、劣质化的趋势加剧,环保法规要求日益严格,轻质石油产品需求量增加以及产品质量不断升级换代,如何清洁高效地利用石油资源已成为全球面临的重要问题。渣油是原油中最重的组分,其平均相对分子质量大、沸点高、黏度和极性大,集中了原油中大部分的含硫、含氮、含氧化合物和胶质,以及全部的沥青质和重金属,是油品加工的重点和难点。渣油加氢技术可显著改善渣油的性质,是高效利用重质石油资源的重要手段。
中国石油上海石油化工股份有限公司(以下简称上海石化)3.9 Mt/a渣油加氢装置是六期改造工程核心装置之一,采用中国石油化工股份有限公司石油化工科学研究院(以下简称石科院)的渣油加氢处理RHT技术数据包,由中国石化工程建设有限公司(SEI)设计,采用A/B两个反应器系列,每个系列有5个反应器,A/B两个系列可以单独开停工。装置使用石科院开发的第三代RHT系列渣油加氢催化剂,于2012年12月投料生产[1]。装置累计运行7年,处理渣油25.38 Mt,文章对该段运行情况进行总结分析,以期为同类装置的运行分析及优化提供参考。
1 上海石化3.9 Mt/a渣油加氢基本概况
1.1 装置概况
上海石化炼油改造工程3.9 Mt/a渣油加氢装置以来自3#常减压装置的部分减压渣油、2#常减压装置3.5 Mt/a常减压的全部减压渣油、2#常减压装置2.5 Mt/a的全部常压渣油、3#常减压装置的全部减压洗涤油和部分减压重蜡油、焦化装置的全部焦化蜡油、催化装置的催化柴油及催化重柴油为原料,在高温、高压和氢气以及催化剂的作用下脱除原料中的硫、氮、残炭、金属等杂质,生产重油催化裂化原料,同时副产柴油馏分和混合石脑油。装置年开工时间为8 400 h,设计水力学弹性为:双系列部分为原料总加工量的60~110%,单系列部分为原料进料量的50~110%。
1.2 主要工艺技术特点
采用SEI开发的固定床渣油加氢技术,催化剂采用石科院的第三代RHT系列渣油加氢催化剂;反应部分设置两个独立的反应系列,两个系列可以实现单开单停;反应产物分离采用热高分方案,并设置液力透平回收从热高压分离器到热低压分离器的能量;设置循环氢脱硫塔,并设置一套液力透平回收循环氢脱硫塔至富胺液闪蒸罐的能量;反应注水采用高-低压注水方案,热低分气空冷器前连续注水,冷低分兼做高压注水缓冲罐;分馏部分采用硫化氢汽提塔+常压塔的双塔流程方案。
1.3 装置工艺流程简介
装置的组成包括反应部分、分馏部分、低压脱硫部分、低分气干燥系统、公用工程以及辅助系统等。反应部分分为原料油预热和过滤系统、原料油升压系统、反应进料换热和加热系统、反应器系统、反应产物分离系统、注水系统、循环氢脱硫系统、循环氢压缩机系统和补充氢压缩机系统等。分馏部分主要有汽提塔系统和分馏塔系统。
2 装置运行情况
2.1 长周期运行情况
渣油加氢装置A系列于2012年11月26日切换渣油,B系列于2012年12月1日切换渣油,至2018年4月22日A系列停工换剂,装置已成功运行四个周期,具体运行情况见表1。从前四周期运行情况来看,A/B系列平均每周期运行530.25 d,远超一年的设计运行周期,其中A系列第一周期最长运行580 d,但运行后发现催化剂板结严重,给卸剂带来困难,经调整后装置目前运行周期约550 d左右,并根据生产实际情况做出微调。

表1 渣油加氢前四周期长周期运行情况统计
2.2 催化剂情况
2002年石科院开发并首次工业应用了渣油加氢处理RHT技术及RHT系列渣油加氢催化剂,工业应用结果表明:RHT渣油加氢系列催化剂具有脱杂质反应活性高、容金属能力强、降低残炭值功效好、加氢反应选择性好和使用寿命长等特点。2011年开发了第三代RHT系列渣油加氢催化剂,性能进一步提高[2]。装置使用由石科院开发、中国石化催化剂有限公司长岭分公司和淄博齐茂催化剂有限公司生产的第三代RHT系列渣油加氢催化剂。
第一周期实际装填催化剂四大类,共13个牌号,合计1 431.705 t[3]。根据装置第一周期运行情况,第二周期催化剂级配中新增了RDMA-31和RCS-31催化剂,以强化整体脱沥青质、脱金属(钒)和降低残炭的功能。第二周期实际装填催化剂四大类,共15个牌号,合计1 315. 75 t。根据装置第二周期运行情况,第三周期催化剂级配中新增了RG-30、RDM-36和RMS-3催化剂,替代了RMS-30催化剂,以强化催化剂整体脱沥青质、脱金属(钒)功能,同时获得残炭值适当的加氢重油。第三周期实际装填催化剂四大类,共17个牌号,合计1 298.59 t。根据第三周期催化剂运行情况,对第四周期催化剂级配方案进行了优化,包括采用RDMA-31-1.3替代RDM-36-1.3,采用RDM-33C替代RDM-33B,采用RMS-3B替代RMS-3,采用RCS-31B替代RCS-30和RCS-31,目的是为了适应第四周期原料性质劣质化趋势,提高催化剂整体脱残炭及沥青质转化性能。第四周期实际装填催化剂四大类,共16个牌号,合计1 296.38 t。
2.3 主要操作条件
装置的主要操作条件见表2。
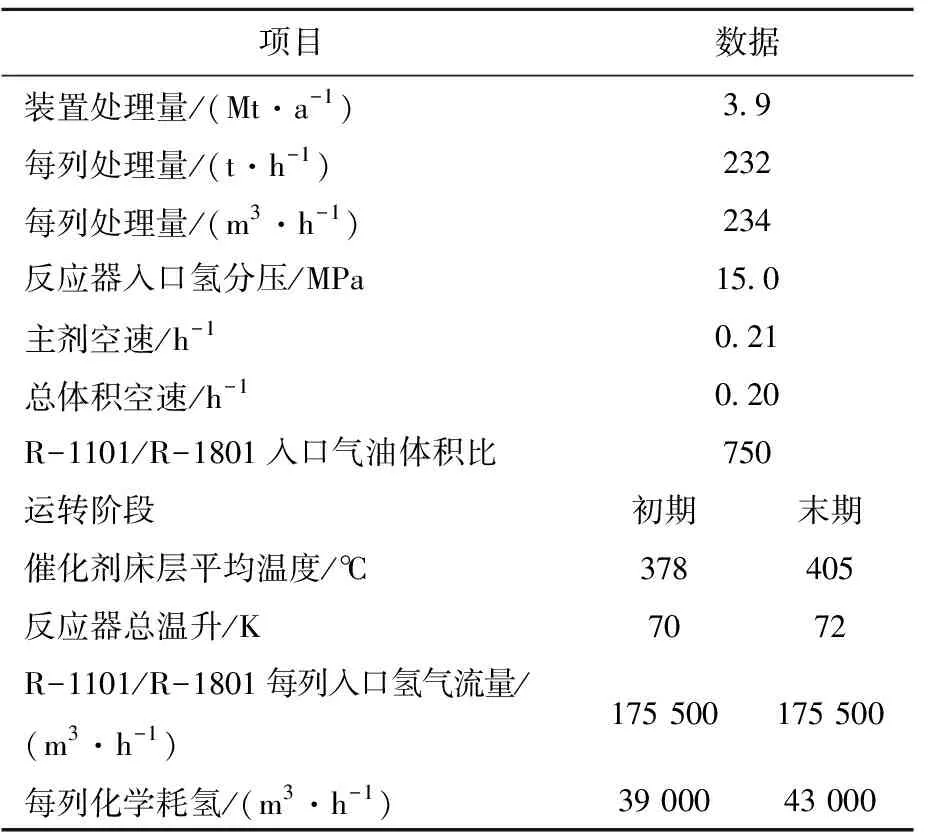
表2 3.9 Mt/a渣油加氢装置主要操作条件
注:年开工时间按8 400 h计算。
2.4 原料及产品分布情况
装置原料情况和产品分布情况见表3~4。
从装置原料情况来看,四个周期运行下来,原料呈轻质化、优质化方向发展,500 ℃馏出量逐步增多,硫、残炭及金属质量分数逐渐减少;同时产品的加氢渣油收率逐步减少,柴油、石脑油及气体等轻质产品收率同步增加,产品结构不断得到优化。

表3 渣油加氢前四周期原料情况统计

表4 渣油加氢前四周期产品分布情况统计
注:因两个系列不是同开同停,表中数据为每周期A系列运行第九个月时数据。
2.5 能耗情况
装置能耗情况见表5。从装置能耗情况来看,四个周期运行下来,装置能耗呈下降趋势。
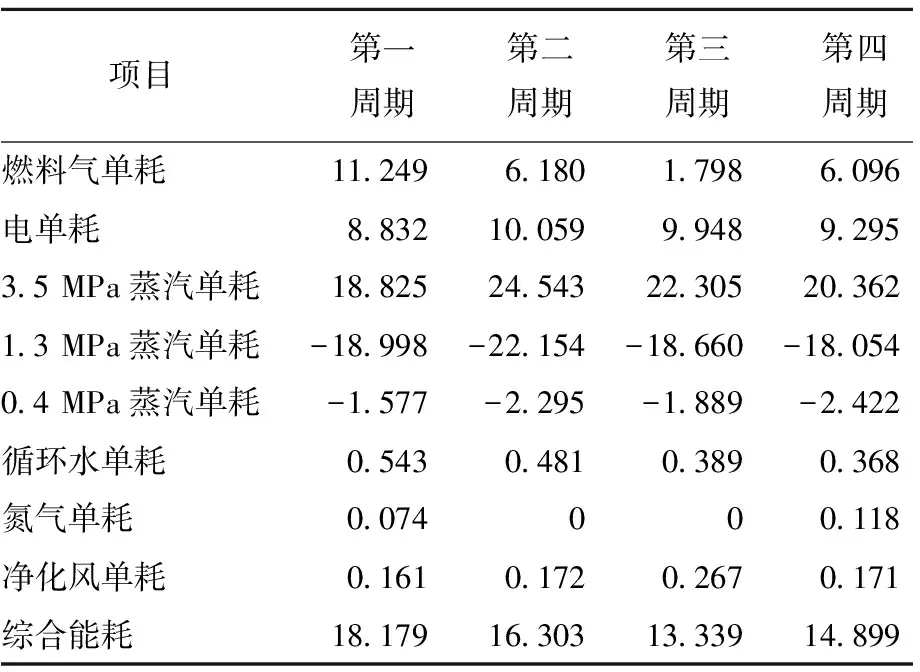
表5 渣油加氢前四周期能耗情况统计 kg/t(以标油计)
2.6 掺炼催化柴油情况
催化柴油具有密度大,硫、氮、烯烃、芳烃、胶质等含量高,十六烷值低,储存安定性差等特点,是全厂柴油中最差的一种。为了应对催化柴油出路困难的情况,装置从2013年6月起开始逐步尝试掺炼催化柴油,最大掺炼量55 t/h,最小掺炼量5 t/h,目前的掺炼量在20 t/h左右。从掺炼的情况来看,自动反冲洗过滤器压差、一反温升及氢耗均无明显变化,催化剂以及各设备的运行情况均正常,产品质量的影响主要体现在柴油上,掺炼后柴油收率明显增加,同时柴油十六烷指数从原来的44降低到41~42,柴油的硫含量也略有下降。总的来说,渣油加氢装置掺炼催化柴油可以优化渣油加氢的原料性质,有利于渣油加氢反应进行。
2.7 试生产低硫重质船用燃料油情况
国际海事组织(IMO)《国际防止船舶造成污染公约》规定,自2020年1月1日起,全球船舶必须使用硫质量分数不高于0.5%的船用燃料[4]。目前,整个航运业的年燃料油消耗量约320 Mt,预计“IMO 2020新规”的实施将新增120万桶/d的超低硫船用燃料油和船用柴油需求,而全球大部分炼厂炼制的是含硫量较高的非轻质原油,低硫船用燃料油的供应能力与市场需求存在较大差距。上海石化3.9 Mt/a渣油加氢装置积极推进低硫重质船用燃料油布局,通过前期2018年9—12月框架试验、技术改造,于2019年1月17—19日备料生产8 kt,1月25—26日备料生产4 kt,国内首批12 kt 180#低硫重质船用燃料油顺利生产并成功出厂,由中国石化燃料油销售有限公司全球船供油中心配送国际航线船舶进行试航,为装置今后长期生产低硫船用燃料油打下良好基础。按照计划,装置从2019年第4季度开始长期生产180#低硫重质船用燃料油。
3 设备运行情况
3.1 循环氢压缩机运行情况
装置循环氢压缩机K-1102/1802是由沈阳鼓风机集团股份有限公司生产的单缸、单段、8级、垂直剖分式、蒸汽轮机驱动的离心压缩机,汽轮机是由杭州汽轮机股份有限公司生产的背压式汽轮机,采用福斯高压干气密封系统。运行四周期来,主要存在问题有:随着催化剂逐步运行至末期,汽轮机转速逐步下降,汽轮机能力不足;干气密封系统存在一定的缺陷。循环氢压缩机设计转速7 500~10 490 r/min,运行初期调速阀开度70%左右,转速可达9 600 r/min。但运行过程中转速缓慢下降,运行6个月后在调速阀全开的情况下,转速仅能达到9 000 r/min,如3.5 MPa蒸汽压力低或1.3 MPa蒸汽压力高,则转速更低,影响氢油比。循环氢压缩机全进口福斯干气密封,2016年在国内首次实现了超高压干气密封国产化。运行中出现的主要故障有:2018年7月发现K-1802驱动端主密封气手阀前卡套管线断裂,大量氢气外泄,装置被迫停工进行处理,经分析检测确认断裂系由疲劳裂纹萌生并扩展造成;2018年12月K-1802投用一个月后,驱动端干气密封泄漏流量、泄漏压力呈多次阶跃式上升,逐步逼近联锁值,装置被迫停工,后经解体检查确认泄漏原因是推环密封圈与静环座之间的磨损。另外,根据《炼油企业压缩机组干气密封管理指导意见(暂行)》,高压干气密封系统管线应采用对焊连接,而K-1102/1802干气密封系统部分管线采用卡套连接,并因此导致装置非计划停工,需尽快整改。
3.2 新氢压缩机运行情况
装置新氢压缩机K-1101A/B/C由美国德莱赛兰公司设计制造,运行过程中两做一备,其中K-1101A有HydroCOM气量无极调速系统以降低电耗。开车初期新氢压缩机K-1101A三级出口缓冲罐D-1706A在巡检时发现放空接管与罐体角焊缝区域出现裂缝,导致氢气泄漏。在之后的运行及检测中,K-1101A/B/C 3台新氢压缩机级间缓冲罐均发现开裂或者缺陷情况。在采取对各开裂部位以及缺陷处进行处理,拆除缓冲罐顶部放空底部排污阀门和增加盲法兰等措施后,问题得到解决。2017年装置对新氢压缩机K-1101B进行了升级改造,新增HydroCOM气量无极调速系统,检测数据显示,新增系统后每天的用电量从原先的165 MW降至85 MW,降幅约50%,节能效果显著。
3.3 反应进料泵运行情况
装置反应进料泵P-1102A/B、P-1802由德国苏尔寿公司设计制造,运行过程中两做一备(P-1102B为P-1102A和P-1802的备泵)。反应进料泵从开车后6年左右运行一直良好,但从2018年6月起P-1802开始出现泵出口压力及流量降低,轴位移逐渐增大,运行至2019年1月,轴位移呈持续上升状态。2019年1月下旬,P-1802整体拆除外送检修,送至厂家进行泵芯拆卸、解体、清洗。通过拆检分析,确认主要原因是弹性密封圈损坏,相应的配合面冲刷;减压衬套、轴套磨损,口环磨损,间隙超标,内漏严重。此次设备故障表明弹性密封圈的使用寿命有限,到期(如5~6年)后,须对该泵进行解体大修,更换相应的零部件,不能等到流量有下降了再进行检修。装置于2019年4月利用A系列换剂检修的机会对P-1102A也进行了解体检修。两台反应进料泵自检修至今,运行情况良好。
3.4 自动反冲洗过滤器运行情况
装置原料反冲洗过滤器SR-1101/1801由美国伊顿公司生产制造,每个系列10组过滤器并联运行,每组过滤器设置了6个滤筒,呈梅花型排列,每次反冲洗一个滤筒,除去直径大于25 μm的固体杂质,反冲洗油为产品加氢渣油。由于自动反冲洗过滤器本身旋转导流的结构问题,以及反冲洗油的压力远高于原料油,当进行反冲洗时,会有大量加氢渣油通过过滤器漏到原料侧(每系列内漏量约20 t/h,两系列共40 t/h),造成原料油缓冲罐和分馏塔液位波动,同时大量内漏的加氢渣油不仅占用了装置负荷,还增加了装置能耗。尽管装置通过降低反冲洗油背压、取消正向置换步骤、减少反冲洗时间等措施来减少内漏量,但是效果并不明显,内漏问题始终没有得到解决。尤其是在原料油性质较差、反冲洗频繁时,原料油自动反冲洗过滤器内漏的问题已经成为了限制装置负荷的瓶颈,严重影响渣油加氢装置的正常运行。装置于2019年4月对SR-1101进行了改造,在每组过滤器原料侧进出口增加程控阀,在过滤器反洗状态下,新增的两个程控阀自动关闭,对应该组过滤器被隔离为离线状态,仅进行反冲洗,不进料进行过滤,这样就可彻底避免反冲洗时因为过滤器旋转导流机构孔隙结构和反冲洗压力大而出现内漏的情况发生。改造后自动反冲洗过滤器无内漏,效果明显。装置将利用B系列停工检修机会对SR-1801进行改造。
3.5 加热炉运行情况
装置共有3台加热炉,分别是反应进料加热炉(F-1101)、反应进料加热炉(F-1801)和分馏塔进料加热炉(F-1201)。反应进料加热炉(F-1101/1801)采用双室双面辐射水平管纯辐射箱式炉炉型,加热介质为渣油+氢气+气体+微量硫化氢,设计热负荷为13.8 MW,正常热负荷为8.35 MW。工艺介质分2管程进入辐射室加热至所需温度。分馏塔进料加热炉(F-1201)采用单排管单面辐射、对流-辐射型圆筒炉炉型。加热介质为石脑油+柴油+渣油+微量水,设计热负荷26.4 MW,正常热负荷为21.7 MW。工艺介质先经对流室预热,再进入辐射室加热至所需温度。反应进料加热炉烟气通过水平烟道进入对流室底部,对流室加热两种类型过热蒸汽。3台加热炉共用一套余热回收系统。2015年4月16日颁布的《石油炼制工业污染物排放标准》(GB 31570—2015)对“大气污染物特别排放限值”工艺加热炉污染物排放浓度做出限制,要求工艺加热炉排放污染物中二氧化硫限值为50 mg/m3,NOx限值为100 mg/m3,颗粒物限值为20 mg/m3。装置使用的燃料气均是脱硫干气,所以目前排放物的二氧化硫质量浓度已经满足国家标准要求,燃烧后产生的颗粒物浓度远远小于国家标准要求,颗粒物限值可以保证小于20 mg/m3。装置对加热炉火嘴燃烧压力和火嘴二次配风进行了优化,并将加热炉氧体积分数控制在1%~2%(氧体积分数控制过低存在一定隐患),在C2装置正常运行情况下NOx质量浓度基本维持在80 mg/m3,一旦C2装置停车(此时燃料为催化净化干气),由于燃料气组分发生变化,NOx质量浓度会上升至100 mg/m3左右。2017年8月8日,渣油加氢装置低分气并入燃料气管网后,NOx质量浓度随之上升到120 mg/m3左右,高于国家标准要求。装置于2018年10月对F-1801进行了改造,更换低氮火嘴48台。2019年4月对F-1101进行了改造,更换低氮火嘴48台。目前NOx排放浓度维持在60 mg/m3左右,并将利用大修机会对F-1201进行改造,进一步降低NOx排放浓度。此外,装置空气预热器为热管式换热器,换热效率低且易失效,夏季生产时排烟温度高达140 ℃,装置加热炉热效率偏低,可在接下来的节能改造中对预热器进行升级。
3.6 其他情况
在2018年10月B系列第四周期停工检修过程中,发现高压部分TP347厚壁管道焊缝出现裂纹,由于时间关系,未对全部焊口进行磨平检测处理,共发现焊缝裂纹9道,对这9道焊口打磨消除裂纹后进行了补焊、热处理,运行至今情况良好。2019年4月A系列停工后,对A系列TP347厚壁管道焊缝进行了全面检查,共发现焊缝裂纹50道,对于较长裂纹进行车削处理,对于小裂纹进行打磨处理,消除裂纹后进行了补焊,除加热炉F-1101进口三通前焊缝由于打磨较深焊接后进行了热处理外,其余焊口经论证后取消了焊后热处理并投入运行,实践证明并没有影响到管道的安全使用。目前A系列TP347厚壁管道焊缝已全面检测修复,但B系列尚未全面修复,需在平时运行中加强监控,并在下次停工检修时进行处理。TP347厚壁管道焊缝出现大面积裂纹,可能为装置建设初期遗留,接下来要对TP347厚壁管道焊缝进行持续监测。
4 结语
上海石化3.9 Mt/年渣油加氢装置运行四个周期以来,平均每周期运行530.25 d,运行效果良好,为下游催化裂化装置提供了良好的原料。通过不断优化装置原料和催化剂级配方案,装置产品分布不断得到优化,能耗也逐步降低。掺炼催化柴油可以优化渣油加氢的原料性质,有利于渣油加氢反应的进行。
渣油加氢装置主要设备众多,关键机组循环氢压缩机主要问题为干气密封系统故障,2016年首次实现了超高压干气密封国产化。新氢压缩机开车初期异常较多,运行后逐渐优化,K-1101B节能改造效果明显。反应进料泵运行到一定周期后需要解体大修,更换密封件以减少内回流。自动反冲洗过滤器通过增加程控阀,内漏问题得到了很好的解决。加热炉低氮火嘴改造效果明显,但加热炉热效率偏低,需进一步改造。装置的TP347厚壁管道焊缝问题需要进行持续处理和检测。
在目前的渣油加氢技术中,固定床渣油加氢工艺技术最成熟,发展最快,装置最多,加工能力约占渣油加氢的85.5%;沸腾床加氢技术和移动床技术正日益成熟,不断得到应用,其中恒力石化股份有限公司3 200 kt/a沸腾床渣油加氢已于2019年3月一次开车成功,中国石油化工股份有限公司镇海炼化分公司2 600 kt/a沸腾床渣油加氢装置已于2019年9月中交,预计年底投产;浆态床加氢技术取得突破性进展,处于逐步推广应用阶段,中国石油化工股份有限公司茂名分公司2 600 kt/a浆态床渣油加氢目前处于开工建设中,是全球规模最大、国内第一套重质原油深加工装置,对炼油化工产品结构优化具有重要意义,装置预计于2020年6月投料生产。
目前较多渣油加氢装置开始配合生产船用燃料油,部分加氢渣油直接作为船用燃料油调和组分外送,一方面优化了产品结构,另一方面会降低下游催化装置负荷,影响企业整体效益,新建渣油加氢装置专供船用燃料油成为一个选择方向。从目前渣油加工来看,如原油呈轻质化发展,可以通过优化原料、催化剂级配方案等措施延长固定床渣油加氢生产周期,有利于降低能耗及投资,运行较为平稳,而沸腾床及浆态床可以加工高硫高残炭高金属的原料,并大大提高了渣油的转化率,对于整个企业的产品结构调整具有重要意义,代表了今后渣油加工的发展方向。