鞍钢朝阳钢铁高炉炉缸管理实践
2019-04-10张洪宇王光伟胡德顺刘喜亮
张洪宇,王光伟,胡德顺,刘喜亮
(鞍钢集团朝阳钢铁有限公司,辽宁 朝阳 122000)
高炉生产中炉缸的运行状态直接影响高炉的技经指标,要实现高炉低耗、长寿、稳定、顺行,生产中炉缸的维护管理至关重要。鞍钢集团朝阳钢铁有限公司(以下简称朝阳钢铁)2600 m3高炉第二代炉役始于2012年11月16日,高炉共设置30个风口,3个铁口呈Y字形排列,其中1#、2#铁口之间夹角为78°。炉缸采用碳砖加陶瓷杯结构,采用兰炭大块炭砖,总计13层,1~8层为超微孔炭砖,9~13层为微孔炭砖,铁口组合砖位于6、7、8层。由于炉缸直接接触铁水,在生产中会不断受铁水冲刷、侵蚀。炉缸的侵蚀程度将决定一代炉役的长短,炉缸运行状态的活跃程度则直接影响炉况的顺行。本文主要对朝阳钢铁高炉近几年炉缸的运行状态和出现的问题进行分析、总结,探索炉缸的管理模式。
1 炉缸管理模式
高炉炉缸活跃状态和炉缸长寿是一对相互矛盾的过程。炉芯温度直接反映炉缸活跃程度,炉缸侧壁温度则反应炉缸受侵蚀状态,决定炉缸能否实现长寿,两者之间需要保持动态平衡。朝阳钢铁的炉缸管理主要从炉缸活跃状态和炉缸长寿管理两方面入手,建立炉芯和炉缸侧壁温度控制标准。
1.1 建立炉芯温度控制标准
炉芯温度是反映炉缸状态活跃程度的重要参数。一般随着高炉生产周期延长,炉芯温度会呈逐步攀升趋势,但对于炉况顺行较好的高炉,炉芯温度应在一定范围内保持相对稳定。若炉芯温度长期呈下降趋势,说明炉缸工作状态向差,会影响高炉炉况顺行,应找出下降主因,并采取措施控制下降趋势;若炉芯温度呈上升趋势,说明炉缸活跃度增加,炉缸侧壁温度会上升,需适当采取措施控制高炉炉缸活跃度。朝阳钢铁炉芯温度位于炉底中心三层炭砖上表面,其控制范围为(430±30)℃。
1.2 建立炉缸侧壁温度控制标准
目前,国内外高炉炉缸烧穿及炉缸侧壁温度快速升高的现象越来越多,成为制约高炉技经指标的一个重要因素。国内外大多数高炉烧穿部位及高温点部位均集中在铁口中心线以下,因此,朝阳钢铁为了确保炉缸工作的安全性,制定了黄、橙、红警戒区域,通过控制产能和铁水含钛量来确保炉缸侧壁温度在正常的生产范围内。炉缸侧壁温度警戒区域控制标准见表1。
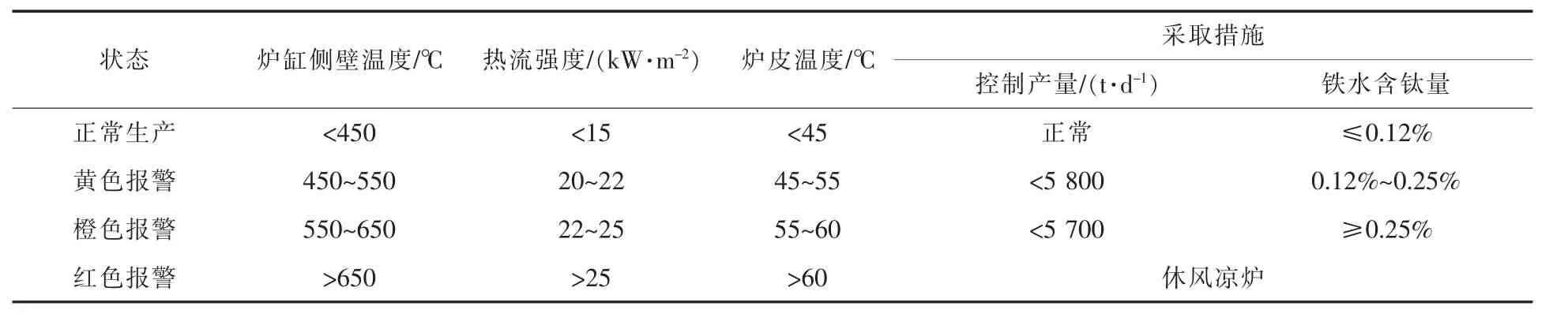
表1 炉缸侧壁温度警戒区域控制标准
2 炉缸温度场异常原因分析
炉芯和炉缸侧壁温度可直接反映高炉炉缸内温度场的变化。炉芯温度在一定程度上可反应炉缸热量储备水平和铁水渗透死料柱的能力。当炉缸工作状态变差时,炉芯和炉缸侧壁温度会呈下降趋势;反之,当炉缸活跃性增加时,炉缸侧壁温度会呈上升趋势。当炉芯温度控制在一定的合理范围内时,炉缸侧壁温度也会在一定范围内波动;当炉芯温度低于合理温度范围的下限时,在随后恢复炉缸中心温度时,炉缸侧壁温度会异常升高,炉芯温度波动的幅度越大,炉缸侧壁温度在上升过程中上升的幅度就会越大、甚至超过历史高点。朝阳钢铁2013年1月至2018年4月高炉炉芯和炉缸侧壁温度变化趋势如图1所示。由图1可以看出,炉缸主要经历了5次大的波动。下面对每个阶段炉芯和炉缸侧壁温度波动的原因进行分析。
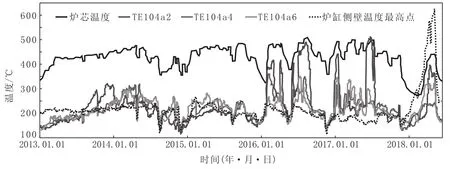
图1 2013年1月至2018年4月高炉炉芯和炉缸侧壁温度变化趋势图
2.1 炉芯温度下降原因分析
2.1.1 非计划休风
2013年1 月~2014年8月,炉芯温度主要经历了上升、相持、再上升、快速下降四个阶段。
(1)上升阶段:从2013年1月开始随着高炉冶炼强度的逐步强化,炉缸活跃度增加,炉芯温度呈递增状态,炉缸侧壁温度也有不同程度的上升。
(2)相持阶段:2013年 3~7月,炉芯温度维持在 410 ℃左右,高炉利用系数维持在 2.25 t/(m3·d),炉缸侧壁温度保持在相对平稳的水平。
(3)再上升阶段:2013年8月~2014年8月,高炉进一步提高冶炼强度,利用系数提高至2.37 t/(m3·d)左右。随着炉缸状态的活跃性增加,炉芯温度进一步上升至450℃左右,3个铁口正下方温度相继呈快速上升趋势,相比以前平稳阶段均上升了约100℃,虽然炉缸侧壁温度属正常安全生产状态,但从高炉长寿角度考虑,应适当控制冶炼强度,抑制炉缸侧壁温度的上升趋势。在随后的生产中,高炉利用系数控制在2.30 t/(m3·d)左右,炉芯温度控制在430℃左右,再加上2014年4月高炉年修7天,炉缸侧壁温度的上升趋势得到抑制。
(4)快速下降阶段:2014年8月,由于转炉事故,高炉被迫非计划休风164 h,由于休风料没有下到风口,高炉炉缸热量损失较大,再加上恢复时高炉铁水不能完全消耗,需按炼钢生产节奏组织生产,高炉恢复进程较慢,炉缸工作状态严重恶化,炉芯温度下降至350℃。
2.1.2 低冶炼强度
2014年9 月~2015年12月,炉芯温度主要经历了恢复、相持、快速下降三个阶段。
(1)恢复阶段:受非计划休风和高炉恢复进程较慢的影响,高炉炉缸状态严重恶化。2014年9月~2015年1月,是高炉炉缸恢复工作状态的过程。在热制度方面铁水物理热需达到1 500℃以上,在装料制度方面采用轻负荷料来疏通料柱的透气性,确保死料柱的透液性,以减少铁水环流对炉缸的侵蚀。经过4个月的治理,炉缸工作状态得到逐步恢复,炉芯温度恢复到400℃以上。此次非计划休风对炉缸的伤害很大,但由于采取的措施得当,在炉芯温度恢复到正常水平时,炉缸侧壁温度虽都有不同程度的上升,但温度点并没有达到历史高点,说明炉缸没有发生异常侵蚀。
(2)相持阶段:2015年1~10月,高炉利用系数进一步提升至 2.40 t/(m3·d), 炉芯温度维持在450℃左右。此阶段,炉缸工作状态较好,高炉长周期稳定顺行,炉缸侧壁温度保持平稳下降。
(3)快速下降阶段:2015年10月,由于钢铁行业不景气,朝阳钢铁通过降低产能以减少亏损,高炉利用系数维持在 2.00 t/(m3·d)左右。 由于低强度冶炼,炉缸活跃性变差,炉芯温度快速下降至330℃左右。
2.1.3 炉况波动
2016年1~4 月,炉芯温度主要经历了快速恢复相持阶段和快速下降两个阶段。
(1)快速恢复相持阶段:2016年1月开始,钢铁行业开始转暖,朝阳钢铁为了保证规模效益,高炉利用系数快速由 2.0 t/(m3·d)提高至2.30 t/(m3·d)左右,炉芯温度快速恢复至 450 ℃左右,同时炉缸侧壁温度也快速升高,突破历史高点,达到408℃,炉缸开始受到非正常侵蚀。
(2)快速下降阶段:2015年朝阳钢铁为了保证经营效果,始终处在低库存生产,2016年1~3月高炉提产,导致高炉原燃料库存不足,炉料变化频繁,入炉粉尘增多,炉况波动较大,再加上碱金属、锌负荷高致使炉墙结厚。2016年3月下旬至5月期间炉况失常,炉缸工作状态逐步向差,炉芯温度开始下降,最低降至372℃。
2.1.4 高炉年修
2016年5~12 月,炉芯温度主要经历了快速恢复和快速下降两个阶段。
(1)快速恢复阶段:2016年5月通过休风降料面,快速消除炉墙结厚,高炉炉况顺行良好,炉芯温度快速恢复至450℃左右,同时炉缸侧壁温度也快速升高,突破历史高点,2016年8月达到488℃,炉缸侧壁受到非正常侵蚀。
(2)快速下降阶段:2016年8月24日高炉检修32 h,炉芯温度快速下降,最低下降至410℃左右。2016年11月7日高炉年修135 h,炉芯温度快速下降到360℃。在以后炉况恢复中,炉芯温度迅速恢复到正常水平。
2.1.5 高炉频繁休风及焦炭质量下滑
2017年1 月~2018年4月,炉芯温度主要经历了平稳、逐级下降、恢复三个阶段。
(1) 平稳阶段:2017年 4~7 月,炉芯温度基本在430℃左右波动,炉缸侧壁温度虽有快速上升,但随着炉况顺行,并没有维持在高位,而是在300℃左右波动,炉缸没有受到非正常侵蚀。
(2)逐级下降阶段:2017年 7月~2018年 2月,炉芯温度呈逐步下降趋势,最低下降至292℃,炉缸工作状态向差趋势明显。2017年下半年高炉共计休风9次,高炉频繁休风是导致炉芯温度持续下降的诱因;2017年7月开始,焦炭粒级达不到标准,大于40 mm粒级含量降低(见图2),小粒级焦炭明显增多,是炉芯温度持续下降的根本原因。
(3)恢复阶段:2018年2月开始,焦化厂开始调整焦炭配煤结构,焦炭质量逐步好转,炉缸工作状态得到改善,炉芯温度回升至410℃左右,但由于炉缸死料柱铁水沟通能力较差,铁水环流增加,加剧了炉缸的非正常侵蚀,炉缸侧壁温度快速上升至630℃,为了抑制环炭温度的上升趋势,采用休风凉炉的方式,以确保高炉生产的安全性。在随后的生产当中,炉缸死料柱沟通能力加强,炉况顺行得到保证,炉缸侧壁温度回落至300℃左右,高炉产能回到正常生产水平。
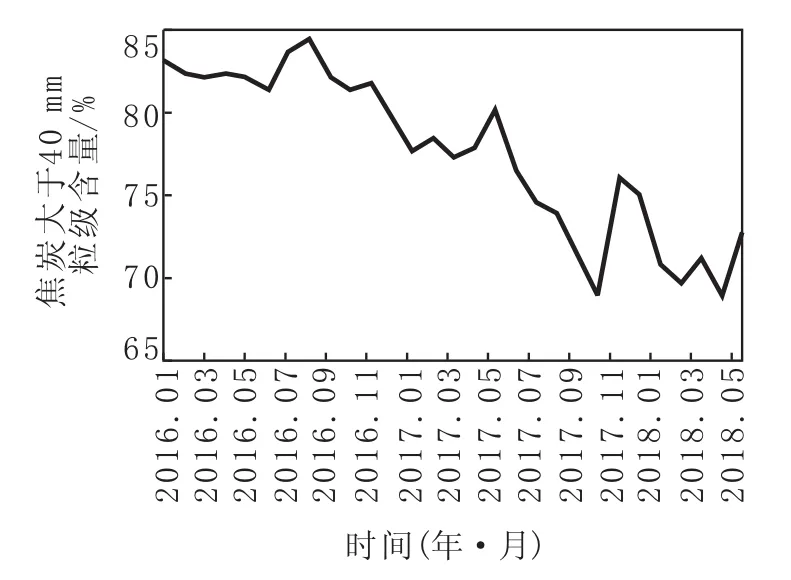
图2 焦炭大于40 mm粒级含量变化趋势图
2.2 炉缸侧壁温度升高原因分析
朝阳钢铁高炉于2012年11月开始投产,截至2018年4月,高炉炉缸温度场主要经历了5次剧烈波动(炉芯温度低于400℃),每一次温度场的异常变化,都会对炉缸造成伤害,加剧炉缸的侵蚀,使炉缸侧壁某个方向的温度超过历史最高点。朝阳钢铁高炉历年炉缸炉芯温度历史最低点及炉缸侧壁温度历史最高点如表2所示。对每一次的炉缸侧壁温度的历史最高点进行原因分析。
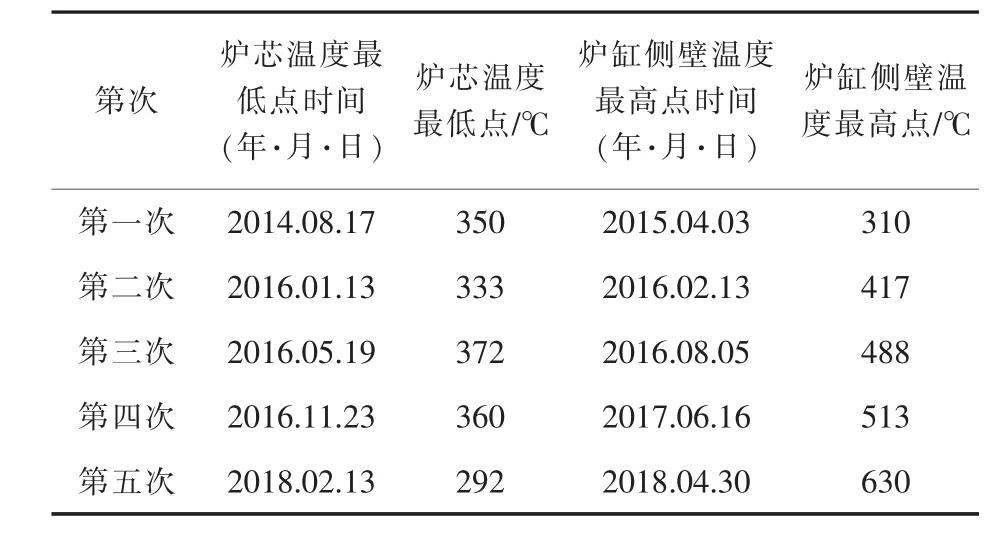
表2 朝阳钢铁高炉历年炉芯温度历史最低点及炉缸侧壁温度历史最高点
2.2.1 冶炼强度升高
2018年8 月,高炉非计划休风164 h,休风时间长,炉缸热量损失较大,休风料没有下达风口,在恢复炉况过程中,难于快速补充炉缸热量。炉缸活跃度变差,炉芯温度降至历史最低点。在随后的生产过程中,冶炼强度提高,高炉利用系数长时间维持在 2.40 t/(m3·d)以上,炉缸炭砖发生膨胀,导致炉缸侧壁产生气隙、温度升高。
2.2.2 快速提产
2015年下半年,由于高炉限产,高炉利用系数由 2.3 t/(m3·d)降至 2.0 t/(m3·d),长时间低强度冶炼,高炉鼓风动能严重不足。2016年初,高炉快速提产,炉缸内部热应力变化不均匀,炉缸侧壁膨胀不均匀,渣铁保护层脱落,局部受到非正常侵蚀,炉缸侧壁温度升高。
2.2.3 高炉长期不顺
2016年3 月末,高炉炉墙结厚,炉况顺行难于保证,崩尺、滑料频繁;炉缸热量难于保证,炉缸状态逐步恶化,炉况不稳定,炉缸侧壁渣铁保护层受到破环,局部受到非正常侵蚀,导致炉缸侧壁温度升高。
2.2.4 高炉年修时间长
2016年11 月,高炉年修135 h,休风时间长,炉缸热量损失大,炉缸热应力变化导致炉缸膨胀不均匀,局部陶瓷杯剥落,炉缸侧壁温度升高。在随后的生产中,通过保持高炉长周期稳定,增加铁水中的钛含量,形成渣铁保护层,炉缸侧壁温度回到正常生产范围以内。
2.2.5 焦炭质量下滑
2017年7 月以后,高炉休风频繁且焦炭质量下滑,炉缸中心死料柱透液能力差,导致炉缸工作状态难以稳定、持续变差。焦炭质量下滑,炉缸透液能力差,炉缸内铁水环流增加,致使炉缸侧壁受到进一步侵蚀,炉缸侧壁温度快速升高,在随后的生产中通过采用增加铁水钛含量和休风凉炉的方式,使炉缸温度控制在合理范围内。
通过对朝阳钢铁高炉炉缸温度场进行阶段性分析,可以得出高炉温度场异常的主要影响因素有炉缸热量不足、高炉鼓风动能不匹配和炉缸内的渣铁流动性不合理三个方面,在高炉冶炼过程中可以通过装料制度、送风制度、热制度的合理控制,确保高炉温度场在合理的区间内波动,从而实现高炉长周期稳定顺行。
3 炉缸温度场异常治理措施
3.1 炉芯温度下降治理措施
(1)稳定铁水物理热指数,确保物理热和化学热匹配。高炉日常生产严禁低炉温操作,要保证生铁含[Si]量与铁水物理热相匹配,铁水物理指数控制范围2.5~3.5。在铁水物理热指数持续低于下限时,提高铁水化学热,铁水中[Si]含量下限按0.35%控制,确保铁水温度在1 510℃以上;铁水物理热指数持续高于上限时,铁水中[Si]含量下限按0.3%控制,铁水温度严禁低于1 495℃。长时间休风恢复炉况期间,以物理热和化学热是否匹配作为判定炉缸工作状态是否正常的基础依据。
(2)根据炉缸活跃状态,调整铁水中的钛含量。炉芯温度持续下降时,低于下限,提高入炉焦比,提高铁水化学热,降低铁水中钛含量;当炉芯温度持续上升时,接近上限,降低铁水物理热指数,降低入炉焦比,增加铁水中的钛含量。
(3)通过炉型管理,确保高炉长周期稳定顺行。通过对炉身温度场的监控和控制,正确判断高炉内部煤气流的分布情况,有目的地控制渣皮形成和脱落,形成合理的操作炉型。
(4)坚持每三个月进行一次入炉有害元素分析,并根据实际情况采取相对应措施。针对有害元素对高炉造成的危害,通过沟通,及时停配含有害元素超标的物料。
(5)调整造渣制度。在炉缸活跃性向差时,终渣碱度按1.10~1.15调整,以达到稀释炉渣的目的;在炉缸活跃性较好时,终渣碱度按1.15~1.20进行调整。
3.2 炉缸侧壁温度升高治理措施
(1)利用休风机会对炉缸区域进行压浆。高炉每次休风,对旧的压浆孔进行清理,同时对温度高的区域根据实际情况重新开孔压浆。为了避免压浆对炭砖造成损坏,压力不得超过1.5 MPa,
(2)根据侧壁温度上升情况,增大炉缸的供水量和降低水温。在必要的情况下,软水温度降低至32℃,并将炉身水量减至最低,保证炉缸最大供水量。
(3)适当调整造渣制度。生铁中[Si]含量大于0.35%,终渣碱度按下限1.10~1.15控制,炉渣实物以石头渣为准。
(4)增加高钛球团使用比例。根据高炉侧壁温度上升的不同阶段趋势,提高铁水中的钛含量。
(5)加强炉前管理,保证铁口深度3.2 m以上。针对炉缸侧壁温度异常升高的情况,采用含钛炮泥。
(6)降低冶炼强度。根据高炉侧壁温度上升不同状态,调整不同的冶炼强度,达到红色报警时要进行休风凉炉。
4 实践效果
朝阳钢铁从2013年开始,持续关注高炉炉缸温度场的变化趋势,并采取了一系列稳定炉缸温度场的治理措施,将高炉炉缸活跃度控制在合理范围内,高炉长周期稳定顺行,实现了高炉每三个月检修一次的目标。2011~2017年高炉生铁一级品率如图3所示。由图3可以看出,由于高炉持续稳定顺行,铁水质量显著提高,高炉生铁一级品率呈上升趋势,由2011年的63.60%提高至2017年的97.59%,炉缸管理实践效果良好。
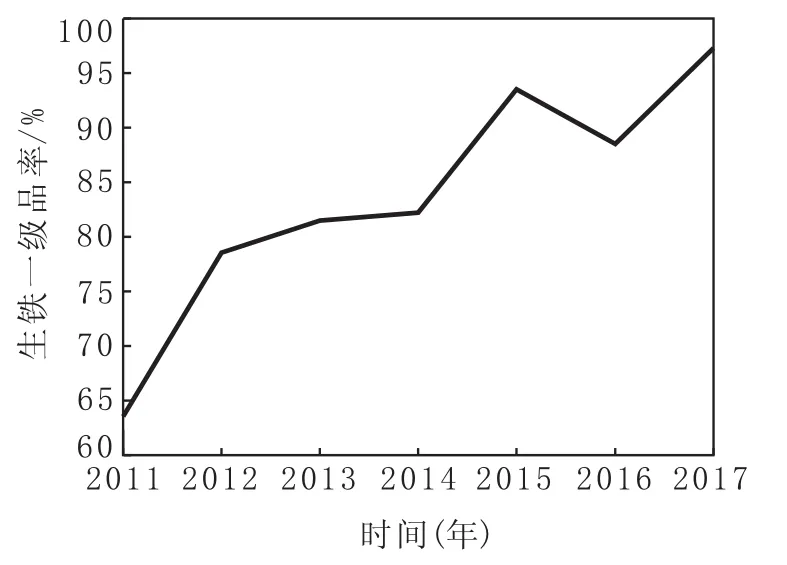
图3 2011~2017年高炉生铁一级品率
5 结语
炉缸热量不足、高炉鼓风动能不足和炉缸内渣铁流动不合理是高炉炉缸温度场异常的主要影响因素。为了保持炉缸活跃状态和高炉长寿的之间的动态平衡,朝阳钢铁建立了高炉炉缸管理模式,以炉芯温度和炉缸侧壁温度控制标准为依据,对炉缸温度场的变化采取相应治理措施,实现了高炉生产稳定顺行,高炉生铁一级品率由2011年的63.60%提升至2017年的97.59%,高炉生产持续稳定顺行,炉缸管理实践效果良好。