ZJ17 卷接机组接装纸胶位在线微调装置设计
2019-04-09刘澜波刘三星李华明韩艳军
刘澜波,刘三星,李华明,韩艳军
湖南中烟工业有限责任公司长沙卷烟厂,长沙市雨花区劳动东路426 号 410007
接装纸花式涂胶是降低卷烟焦油量的重要方式之一[1-3]。但花式涂胶受接装纸张力、车速变化等因素的影响,经常会出现因胶位微小偏移而造成烟支漏气、接装纸搭口翘边等质量问题[4],因此在胶位偏移后必须及时对其进行调整。ZJ17 卷接机组是我国卷烟生产企业的主力机型,该机组本身无胶位调整装置[5],在生产花式涂胶卷烟时,需要停机对胶位进行调整,由此影响设备运行效率和卷烟产品质量。针对此问题,王永峰等[6]设计了PROTOS70 卷接机组控胶辊组合轴承,减少了轴承磨损,改善了胶位偏移情况;张卫宾等[7]对YJ29 接装机供胶装置控胶辊涂胶区进行调整,减少了接装纸搓接质量问题;朱剑凌等[8]研制了无胶区胶辊对位工装,提高了胶位偏移后的对位效率;赵龙等[9]分析了预打孔接装纸涂胶位置发生偏移的原因;刘长龙等[10]通过对接装纸涂胶相位偏移故障分析,提出了相应改进措施。但对于胶位偏移在线调整装置及相关技术研究则鲜见报道。为此,通过对ZJ17 机组接装纸涂胶方式进行分析,设计了一种接装纸胶位在线微调装置,以期降低停机次数,提高设备有效作业率。
1 问题分析
接装纸的涂胶相位主要由涂胶辊至吸纸轮的距离决定。由图1 可见,在接装纸导辊支架固定的情况下,涂胶辊至吸纸轮的距离是固定的,一般为575 mm,而涂胶辊在生产时由MAX 主驱动带动,非独立驱动,因此涂胶辊的相位在生产时无法进行调整。

图1 接装纸涂胶至切割路径示意图Fig.1 Schematic diagram of path between tipping paper gluing and cutting
当需要调整涂胶相位时,一种方法是调整上胶辊与下胶辊传动齿轮的相对位置。由于涂胶辊传动齿轮齿数为35,涂胶辊周长为216.7 mm,改变一个齿位的调整距离为1/35 周长,约为6 mm,因此该方法一般用于准备生产时的粗调。另一种方法是通过转动接装纸导辊支架进行调整。在生产过程中涂胶后的接装纸受张力变化及其延伸性的影响,会产生一定的胶位跑动量,计算公式为:

式中:ΔSMAX—胶位跑动量的最大值,mm;S—涂胶辊至吸纸轮的距离,mm;δ—接装纸的延伸率,%。
取S=575 mm,δ=0.05%~0.70%,δ 取 最 大 值0.70%,则最大胶位跑动量=575×0.70%=4.03 mm。生产中一般采用此方法调整胶位跑动量,但上述两种方法均需要在停机状态下进行调整。
分析可知,转动接装纸导辊支架可以改变涂胶辊至吸纸轮之间的距离,要实现接装纸胶位在线调整,就需要实时调整接装纸从涂胶辊至吸纸轮之间的路径长度[11]。接装纸导辊支架在MAX内部的左上部位,由左导辊、右导辊、支架臂等组成,支架臂中间有圆孔,通过圆孔由锁紧螺钉将支架臂固定在椭圆振荡辊轴套上,进而将左导辊和右导辊固定在支架臂上[12]。研究发现,实现接装纸导辊支架在线调整有3 种方法:一是分离并移动接装纸导辊支架中的左导辊;二是分离并移动接装纸导辊支架中的右导辊;三是绕椭圆振荡辊转动支架臂。由于接装纸导辊支架所在位置决定了微调装置的操作手柄只能安装在上部空间,考虑到安装空间及导辊位置等因素,采用分离并移动支架左导辊的方式较为理想。
2 系统设计
2.1 结构组成
基于杠杆原理及偏心轴结构设计的接装纸胶位在线微调装置,主要由连接板、调整摆杆、偏心轴等部件组成,见图2。设计中将椭圆振荡辊(A)左侧的接装纸导辊(B)安装在调整摆杆(C)上,通过转动MAX 防护罩外面的微调手柄(D),控制调整摆杆(C)动作进而改变接装纸导辊(B)位置,使涂胶点到滚刀切割点之间的接装纸路径长度发生改变,从而实现不停机调整涂胶相位的功能。
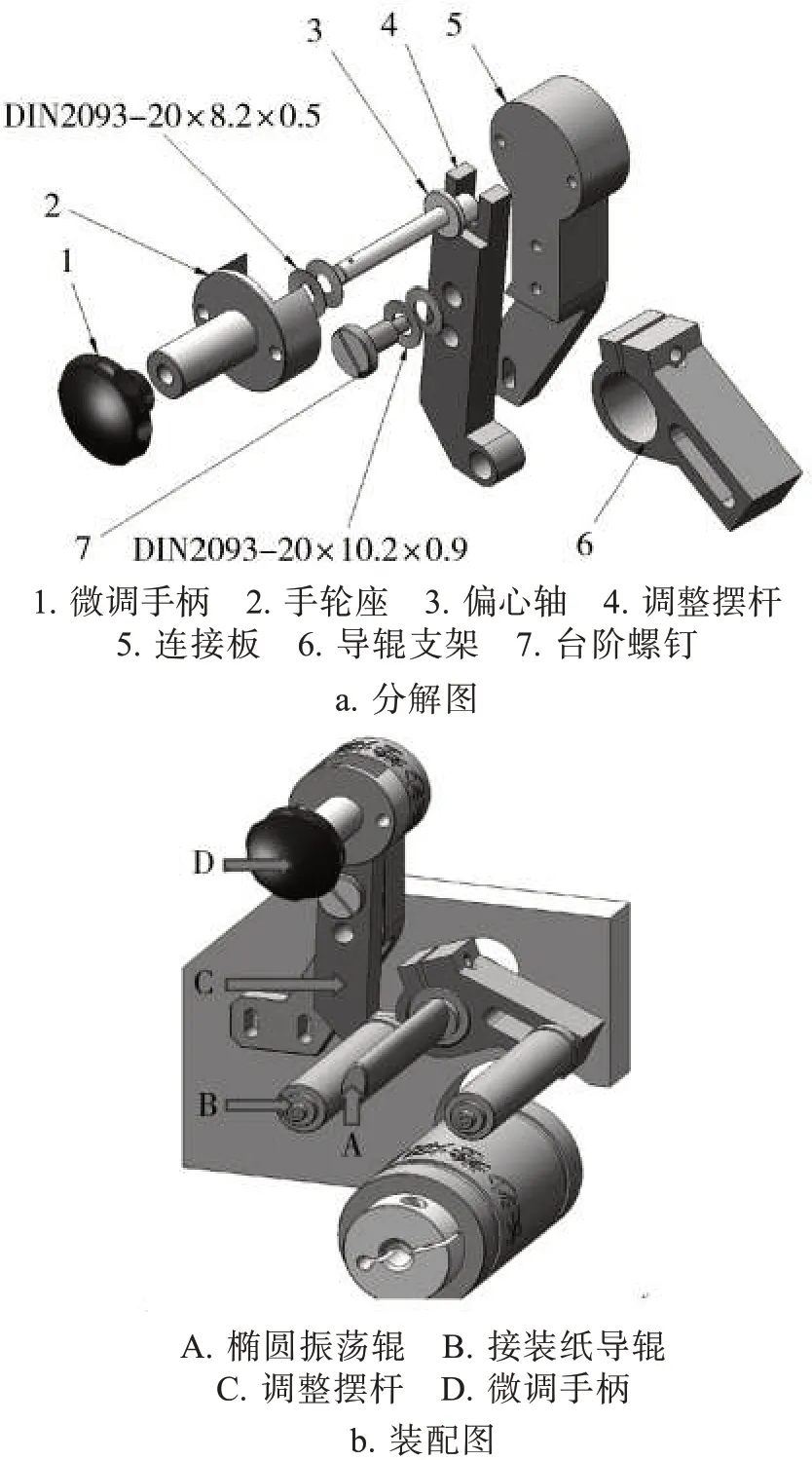
图2 接装纸胶位在线微调装置结构图Fig.2 Structure of device for on-line fine tuning of glue position
2.2 连接板
连接板固定在设备底板上,其作用是固定微调装置,为了方便调整左导辊位置,将连接板的固定螺丝孔设计为腰型槽。此外,连接板上还安装有调整摆杆、偏心轴座等部件。由图3 可见,调整摆杆利用台阶螺钉作为摆动支点安装在连接板上,其安装螺孔到圆心距离a 可视为摆杆动力臂长度,是决定微调行程的因素之一。经综合考虑,取a 值为40 mm。
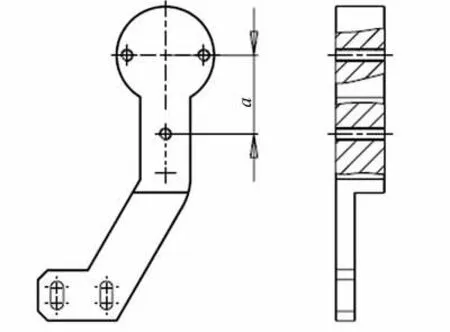
图3 连接板结构图Fig.3 Structure of connecting plate
2.3 调整摆杆
改进后左导辊从接装纸导辊支架上分离,安装在调整摆杆上。通过手动操作微调手柄,带动调整摆杆以台阶螺钉作为支点进行摆动,进而带动左导辊移动实现胶位调节。由图4 可见,左导辊安装孔圆心到台阶螺钉圆心距离b 是摆杆阻力臂长度,也是决定微调行程的因素之一。经综合考虑,取b 值为79 mm。
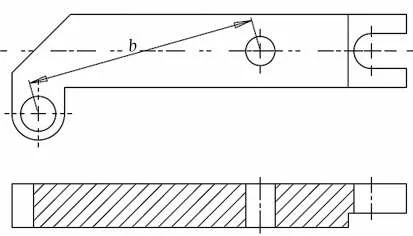
图4 调整摆杆结构图Fig.4 Structure of adjustable swinging lever
2.4 偏心轴
偏心轴一端与微调手柄相连,另一端圆柱面与调整摆杆U 型槽相切,由此带动调节摆杆动作。由图5 可见,偏心距c 也是决定微调行程的因素之一。经综合考虑,取c 值为3 mm。
2.5 微调装置工作行程
由于上胶辊和下胶辊传动齿轮改变一个齿位,胶位可向左或向右偏移约6 mm。由图6 可见,当转动微调手柄使摆杆分别移动到左、右极限位置,即相当于摆杆绕支点O 做旋转运动时,其运行轨迹形成的△OAB 与△ODE 为相似三角形。
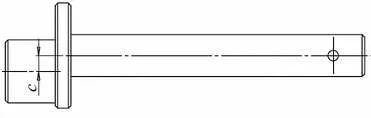
图5 偏心轴结构图Fig.5 Structure of eccentric shaft

图6 微调零件几何尺寸分析图Fig.6 Geometric dimension analysis of adjustable parts
根据相似三角形原理,左导辊移动距离LAB的计算公式为:
式中:ROA—阻力臂长度,mm;ROE—动力臂长度,mm;LDE—偏心轴移动距离,mm;LAB—左导辊移动距离,mm。
取ROA=79 mm,ROE=40 mm,LDE=2×3=6 mm,则左导辊的移动距离为:

计算可知,左导辊的运动范围可达11.85 mm。通过Solidworks 软件进行运动仿真,摆杆的摆动角度为8.6°,可以满足胶位偏移不超过一个齿位对应偏移量的要求,从而达到在线调整胶位的目的。
3 应用效果
3.1 试验设计
材料:“白沙(精品)”牌卷烟(湖南中烟工业有限责任公司长沙卷烟厂提供)。
设备:ZJ17 卷接机组(常德烟草机械有限责任公司)。
测试方法:为对比使用效果,选取同一台机组进行微调装置测试。在接装纸导辊支架上方的防护板上切割安装孔安装操作手柄,观察胶位调整过程,分别统计改进前后连续10 个工作日中3 个班次因调整胶位导致的停机次数及调整时间。
3.2 数据分析
3.2.1 胶位调整测试
由图7 可见,微调装置可对涂胶相位左右偏移5 mm 的距离进行有效调整。在初始胶位设定后,正常生产中出现的胶位偏移量不会超过±5 mm,因此微调装置可以满足实际生产需求。
3.2.2 对比测试
由表1 可见,改进后甲、乙、丙3 个班次由于胶位偏移导致的停机次数及调整时间均显著降低,停机次数由5.1 次/班次减少到0.36 次/班次,调整时间由14.3 min/班次减少到1.35 min/班次。
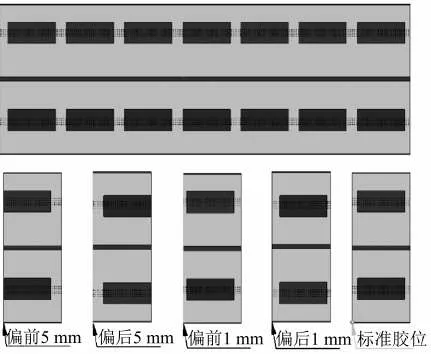
图7 涂胶相位调整示意图Fig.7 Schematic diagram of glue position adjustment

表1 改进前后停机次数及胶位调整时间对比Tab.1 Frequency of machine stoppage and adjustment time of glue position before and after modification
4 结论
通过对ZJ17 机组接装纸涂胶过程进行分析,设计了一种接装纸在线胶位微调装置,解决了生产花式涂胶卷烟时需要停机调整胶位的问题,实现了胶位实时在线调整。以长沙卷烟厂“白沙(精品)”牌卷烟为对象进行测试,结果表明:该装置在不停机状态下可对±5 mm 范围内的胶位偏移量进行有效调整,改进后因胶位偏移导致的停机次数减少4.74 次/班次,胶位调整时间减少12.95 min/班次,有效提高了设备运行效率和卷烟产品质量。
