基于物理指标的全叶卷雪茄烟吸阻控制方法
2019-04-09常月勇仕小伟
常月勇,仕小伟,陈 平,赵 嘎
山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006 号 250000
吸阻是影响烟支内在品质的关键因素之一[1],也是直接影响消费者吸食感受的重要因素。全叶卷雪茄烟由于原料、卷制、物理指标等因素,导致雪茄烟吸阻存在较大差异。目前关于吸阻的研究主要集中在卷烟上,陈霞等[2]提出了根据填充值估计卷烟吸阻的方法;吴志英等[3]研究了卷烟单支质量、吸阻通风量与感官质量的关系,为雪茄烟吸阻分析提供了方法参考;孙东亮等[4]提出了基于物理指标的卷烟吸阻分析方法;倪建彬[5]提出了利用短支烟丝填充密度控制卷烟吸阻的方法,确立了一种通过控制短支烟支指标来控制吸阻的方法。但以上分析只是应用于卷烟吸阻分析,关于全叶卷结构的雪茄烟吸阻分析的报道较少。
卷烟吸阻与物理指标的相关关系研究已趋近成熟,为全叶卷雪茄烟吸阻分析提供了依据。朱青林[6]利用QTM 综合测试台检测得到了卷烟吸阻分布特性;陈欢等[7]提出了雪茄烟吸阻测定方法;假设检验等相关分析方法也已经用于卷烟吸阻一致性分析[8]。因此,使用吸阻测试仪检测雪茄烟吸阻,并使用单一因子试验和相关性分析的方法确定影响吸阻的关键物理指标,再利用曲面拟合原理分析雪茄烟吸阻与关键物理指标的分布关系,便可以通过控制关键物理指标的范围值达到控制雪茄烟吸阻的目的。
1 材料与方法
1.1 材料、仪器及设备
全叶卷雪茄烟样品选用非古巴系的4 家国产雪茄烟4 个牌号、国外3 个牌号及古巴系的3 个牌号,共140 支。
Cigar-Lab 吸阻仪(法国SODIM 公司);91512游标卡尺(美国SATA 公司);ME204T/02 电子天平(瑞士Mettler Toledo 公司);03-53074 烘箱(德国BINDER 公司)。
1.2 全叶卷雪茄烟开口方法
以山东中烟工业有限责任公司某品牌全叶卷雪茄烟作为研究对象,采用电子天平测量雪茄烟单支质量,10 mm宽纸条缠绕测量烟支圆周,标准游标卡尺测量烟支长度,烘箱法测量烟丝含水率[9],样品物理指标及允差范围如表1 所示。
根据现有雪茄烟品类,选择行业内通用的法国SODIM 公司的Cigar-Lab 吸阻仪作为雪茄烟吸阻检测仪器,在雪茄烟吸阻检测前首先需要对雪茄烟开口,开口方法如图1 所示。

表1 物理指标及允差范围Tab.1 Physical indexes and tolerance ranges

图1 开口方法示意图Fig.1 Schematic diagram of opening means
2 结果与分析
2.1 开口尺寸的确定
分别选取开口直径为3、5、7、10、12、14、17 mm,测量雪茄烟的吸阻。随机选取10 支雪茄烟,测量时加持样品在同一位置,按照上述7 个尺寸开口分别测量吸阻,结果如图2 所示。
由图2 可以看出,开口直径为3 mm 和5 mm时,雪茄烟吸阻值波动较大;开口直径大于7 mm时的雪茄烟吸阻较稳定。在开口直径大于7 mm的检测结果中,开口直径为7 mm 时吸阻仪漏气量较小。因此,选择7 mm 为检验开口尺寸,此时,垂直面与切割面的距离为1.5 mm。

图2 不同开口尺寸对雪茄烟吸阻的影响Fig.2 Effects of opening size on draw resistance of cigar
2.2 全叶卷雪茄烟吸阻的关键影响指标
在指标允差范围内,采用单一因子试验的方法分析吸阻与单支质量、圆周、长度和含水率的关系,采集国内外古巴系列和非古巴系列共10 个牌号的140 支雪茄烟作为实验样本,分别采集吸阻、单支质量、圆周和含水率,绘制散点图,见图3。
从图3 可以看出,在允差范围内,吸阻与单支质量大致呈正相关,吸阻与圆周大致呈负相关,吸阻与长度、吸阻与含水率无明显相关关系。
以图2 品牌全叶卷雪茄烟作为研究对象进一步验证以上结论,吸阻、单支质量、圆周、长度和含水率分别定义为随机变量Z、X、Y、W、T。相关系数矩阵:
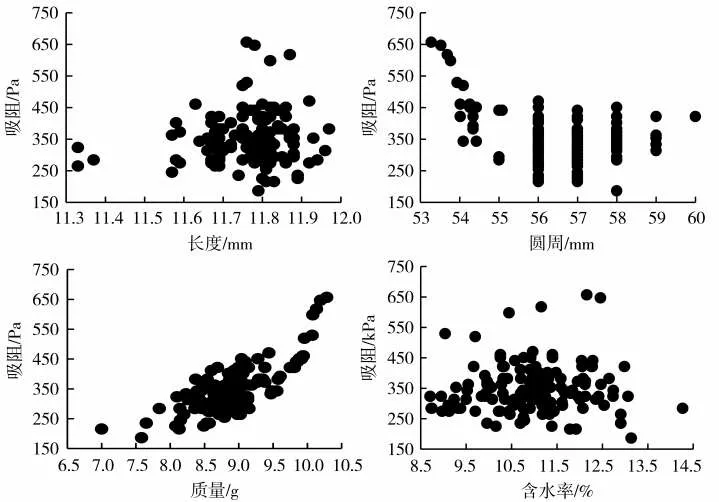
图3 吸阻与关键影响物理指标散点图Fig.3 Relationships of draw resistance with key physical indexes

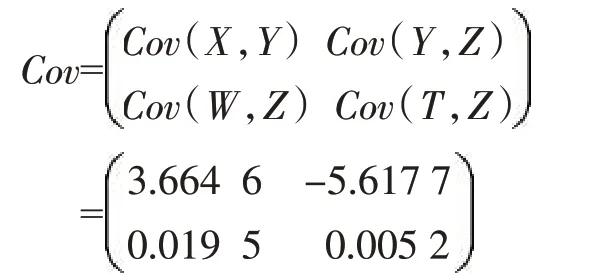
协方差矩阵:

根据样本数据,变量单支质量的数学期望EX=11.759 7,变量圆周的数学期望EY=56.520 8,变量长度的数学期望EW=8.911 9,变量含水率的数学期望ET=0.109 5,变量吸阻的数学期望EZ=35.807 1,变量单支质量的方差DX=0.011 5,变量圆周的方差DY=1.684 8,变量长度的方差DW=0.301 8,变量含水率的方差DT=0.000 1,变量吸阻的方差DZ=76.967 0。协方差矩阵:
相关系数矩阵:

从相关系数矩阵可以看出,吸阻与单支质量的相关系数为0.760 3,允差范围内二者具有较强的正相关关系;吸阻与圆周的相关系数为-0.492 9,允差范围内二者具有负相关关系;吸阻与长度的相关系数为0.020 6,允差范围内二者相关性较弱;吸阻与含水率相关系数为0.055 4,允差范围内二者相关性较弱。因此,烟支单支质量和圆周是影响吸阻的显著因素。
王乐等[10]提出了吸阻与通过烟支的气流量和气阻有关,即在同一品类产品烟草配方不变的情况下,吸阻与单位体积的烟丝填充值有关,进而需要验证吸阻与圆周、长度、单支质量的交互关系。实际生产中,雪茄烟烟支长度是由设置好的固定长度裁切刀切割的,因此长度是不变量,假设长度为100 mm,单位体积填充值为:
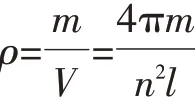
式中:ρ为密度,m 为单支质量,V 为体积,n 为圆周,l 为烟支长度。长度l=100 mm=0.100 0 m,根据样本数据,计算协方差:

式中:Z 为吸阻。因此,吸阻与单位体积填充值有显著相关关系。
2.3 全叶卷雪茄烟吸阻与物理指标关系
绘制以上数据的吸阻与单支质量、圆周的三维散点图,如图4 所示。
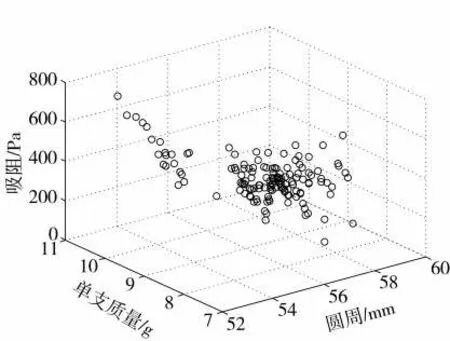
图4 单支质量、圆周与雪茄烟吸阻的关系Fig.4 Relationships of draw resistance with individual weight and circumference of cigar
从图4 看出,吸阻与圆周、单支质量之间没有明显的确定关系,需要进一步做数据分析。
利用MATLAB2014a 软件[11]的CFTOOL 工具包中的曲面拟合功能,对吸阻、单支质量、圆周进行拟合。不设置参数权重,采用多项式拟合,参数拟合次数为3,鲁棒性选择开平方,参数设置如表2所示。

表2 参数设置Tab.2 Parameter setting
为保证精确度,点掉Center and scale 选项,拟合界面如图5 所示。

图5 雪茄烟吸阻与单支质量、圆周的拟合界面及参数设置Fig.5 Fitting interface of draw resistance with individual weight and circumference of cigar and parameter setting
图5 中的参 数R-square 为0.751 6,参数Adj R-sq 为0.734 4,二者数值较大且较为接近,说明拟合效果良好。图5 的拟合函数为:

式中:z 为吸阻,x 为圆周,y 为单支质量。
以上函数的偏导数为:

得到方程的极值点(x,y)为(58.823 2,9.812 2)和(55.518 9,7.906 5),即在工艺标准范围内,圆周为55.518 9~58.823 2 mm、单支质量为7.906 5~9.812 2 g 时,此函数存在极值吸阻为38.062 5~51.188 0,根据测量仪器读数与吸阻关系,吸阻范围为373.265 6~501.982 8 Pa。
2.4 试验验证
为验证以上方法的准确性,用吸阻仪检验吸阻,并根据以上算式得到计算值,二者进行对比,结果如图6 所示。

图6 吸阻检测值与计算值比较Fig.6 Comparison of test values with calculate values
对图6 中数据进行分析可知,计算值和检测值最大误差为69.802 8 Pa,最小误差为3.777 5 Pa,平均误差为31.417 6 Pa,说明模型具有较高准确度。
3 结论
①雪茄烟吸阻检测时,应选择7 mm 为检验开口尺寸,此时,垂直面与切割面的距离为1.5 mm。②单因子试验分析和相关系数矩阵计算结果可知,单支质量、圆周为影响雪茄烟吸阻的关键指标,相关系数分别为0.760 3 和-0.492 9。③利用三次曲面拟合了吸阻与单支质量和圆周的确切函数关系,得到了圆周为55.518 9~58.823 2 mm、单支质量为7.906 5~9.812 2 g时,吸阻为373.265 6~501.982 8 Pa。实验验证结果表明,计算值和检测值最大误差为69.802 8 Pa,最小误差为3.777 5 Pa,平均误差为31.417 6 Pa。
