铝冷轧数控轧辊磨床的“8刀磨削法”
2019-04-08徐继根
徐继根
(江苏苏铝铝业有限责任公司,徐州221007)
0 前言
在铝合金冷轧工作辊的使用过程中,会出现辊面被压花、粘伤或者更换牌号等情况,一般都要求进行更换或按照工艺要求进行再次磨削方可再次使用,所以轧辊磨削的加工质量直接影响到轧制铝板的表面质量和板形[1]。因此人们对冷轧工作辊的磨削表面质量的要求越来越高,对数控轧辊磨床操作技能的要求也越来越高。数控轧辊磨床在磨削工作辊时,每根工作辊每次磨削量均在0.10mm左右,磨削时间大约1.5h,表面粗糙度有差异,偶有网线现象,一次合格率96%。如何高效高质量磨削轧辊,能否发明一套高智能的磨削工艺,保证轧机需要的高质量轧辊,是每个轧辊磨床操作工梦寐以求的一件事。本文根据25年的实践操作经验,独创了一种“8刀磨削法”,可使冷轧工作辊磨削智能化,大大减轻磨工工作压力,摆脱了人工操作对数控磨床运行精度的高度依赖性,合理避开了机床精度缺陷,取得极好的成效,值得大力推广。
1 “8刀磨削法”工作原理简介
“8刀磨削法”的工作原理是利用砂轮转速、轧辊转速、拖板移动速度和切削电流,计算出四者的比例关系,从而恒定轧辊切削量,实现轧辊辊型圆度无误差。在此期间,对这4种参数进行磨削参数的匹配,控制住轧辊粗糙度的峰谷值和均匀性,仅用8刀(4个来回)便可实现轧辊加工的恒定化、智能化和便捷化,满足了冷轧辊、铝箔辊的加工要求,加工合格率达到100%。
在对工作辊磨削工艺进行创新和优化前,首先从选择砂轮入手,选择粒度和硬度相匹配的砂轮,要求其自锐性要好、粗磨时切削性能好、金属切除率高、精磨时砂轮的等高性、微刃性好、磨削发热小、平衡性好,以便减少砂轮磨削时的修整量。由于对砂轮的选型和修整仅作为一项参考,故本文对此不作阐述。
下面将重点介绍磨削工艺的调整及优化,以便更好地了解“8刀磨削法”的内容及精髓。
2 “8刀磨削法”分步详述
2.1 轧辊两端直径差的校准
在此工艺阶段中,可快速把轧辊两端的尺寸误差保证在0.01mm以内,前提条件是轧辊两端直径差<0.03mm。此阶段也是所谓的粗磨,当砂轮选择高速(25~30m/s)时,会有较高的电流强度和较大的振动,砂轮显得较硬,所以选择18m/s可降低金属可除率,减小砂轮旋转时的振动。该步骤的操作参数如表1所示。
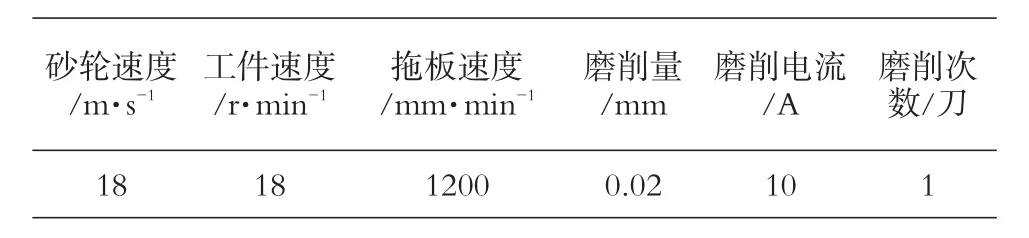
表1轧辊两端直径差
第一刀磨削过后,重点保证了轧辊的两端直径差。
2.2 圆滑正弦曲线辊型的磨削
在此工艺过程中,快速磨削出轧辊辊型,保证中高量的对称性,其前提是原来的辊凸度与磨削的辊凸度一致。辊型通常为分布对称、落差相对圆滑的72°正弦曲线。
第二刀选定的工艺参数不变,重点磨削出原有的轧辊辊型和凸度值。磨削参数如表2所示。
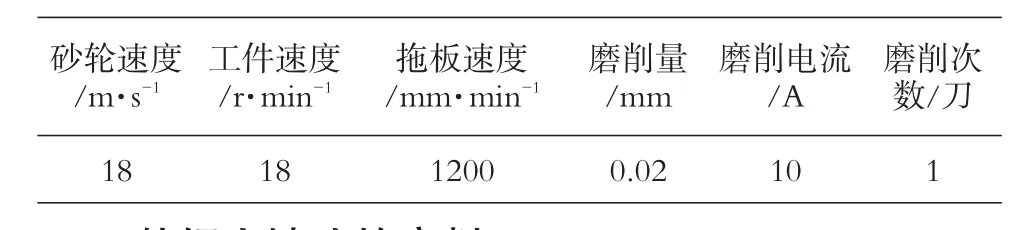
表2圆滑正弦曲线辊型的磨削参数
2.3 轧辊小缺陷的磨削
在此工艺阶段中,可快速消除轧辊表面疲劳层和小亮线等使用缺陷,前提是所磨削轧辊不能有太大伤痕。磨削时进给量不可太大,可微量手轮跟进吃刀量,始终保持一定的切削量和恒压力磨削。
粗磨时,需增加磨屑的厚度和长度,相应提高轧辊的转速,降低砂轮速度,增加径向进给量。使用后轧辊出现的小缺陷的打磨工艺参数如表3所示。
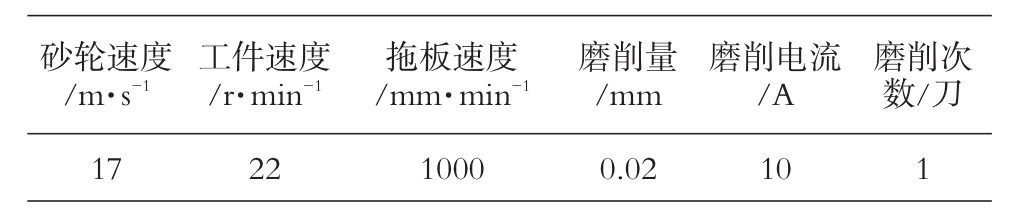
表3轧辊小缺陷磨削工艺参数
第三刀的重点就是消除轧辊原使用表面的轻微划伤等缺陷。
2.4 砂轮切削电流的初步稳定
在此工艺阶段中,在保证砂轮没有钝化现象、切削相对锋利的基础上,可快速保证切削电流的稳定性。
对于有经验的磨工,时刻会关注磨削电流,耐心地稳定磨削电流,使其恒定在8A状态下。此步骤对下一步的粗糙度控制尤为重要。砂轮切削电流的稳定工艺参数如表4所示。
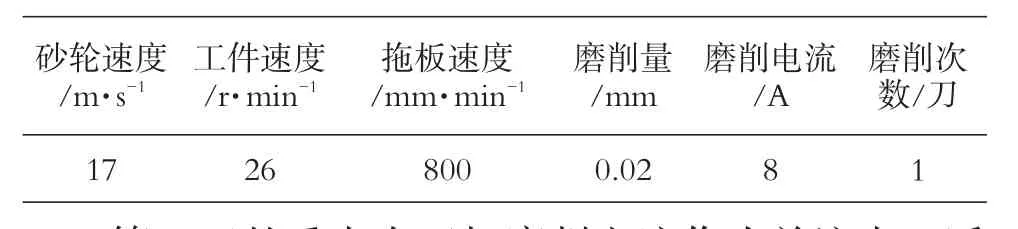
表4砂轮切削电流稳定参数
第四刀的重点在于把磨削电流作为关注点,适当降低了拖板运行速度并提高工件转速,以便减轻拖板快速运行时的螺旋纹宽度。
2.5 慢降慢提稳定砂轮切削电流
在此工艺过程中,在确保上一刀磨削电流波动<3A的基础上,通过微调工件速度,再次降低拖板速度,从而进一步稳步恒定磨削电流。在第五步操作结束后已进入了精磨阶段,此时将粗磨痕迹去掉后,辊型和要求的尺寸基本就磨好了。故而此时的操作要点就是进一步稳定砂轮的磨削电流,具体参数见表5。

表5砂轮切削电流稳定参数
第五刀的重点是观察轧辊表面的缺陷是否为正常磨削而产生的缺陷,此时螺旋纹会变淡,宽度会变窄,利用手轮控制磨削电流为7A。
2.6 缓慢提速严格控制好切削电流波动
在此工艺步骤中,在确保上一刀磨削电流波动<2A的前提下,提高工件速度,减少磨削量,减少磨削电流,从而进一步控制轧辊表面粗糙度。切削电流波动的控制参数如表6所示。
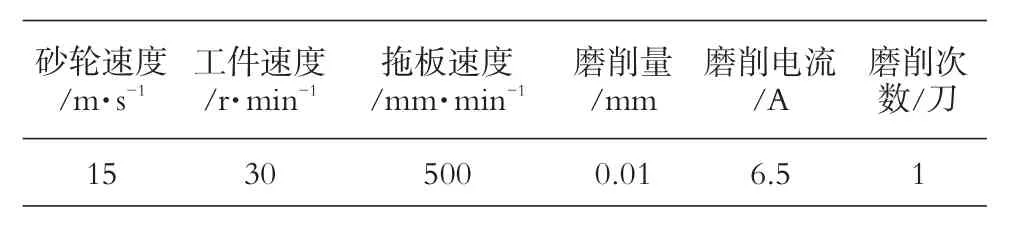
表6切削电流波动控制参数
轧辊磨削的关键在于控制表面粗糙度,所以,从粗磨到精磨的全过程都必须要有效控制好吃刀深度和走刀量,适当提高轧辊转速,降低表面粗糙度。
由于工件转速适当再次提高了2r/min,第六刀重点减少了进给量,减小了切削电流,其目的就是为了有效控制表面粗糙度。
2.7 磨削螺旋纹和振纹的控制
在此工艺操作中,在保证上一刀不出现大的横振纹前提下,通过降低拖板运行速度、减少进给量,可有效消除表面的螺旋纹和水波纹现象,具体操作参数如表7所示。

表7磨削螺旋纹和振纹的控制参数
第七刀的重点在于有效控制好磨削所产生的磨削缺陷。
2.8 网纹线的消除
此工艺步骤中,运用工件变速功能,可快速消除机床震动出现的网线、细小螺旋纹,达到辊面均匀性一致(变速时间15s,轧辊变速为1r/min)。
操作参数如表8所示。

表8网纹线的消除工艺参数
最后一刀的磨削属于抛光状态,就是无进给自动磨削,也可以靠操作者进行手轮操作,将磨削电流控制在<0.05A以内。利用工件的变速,打乱或者减少轧辊机床转动时各种频率的振动对磨削圆度和磨削波纹度的影响。利用砂轮低速时的挤压,以及磨削电流的轻负荷,实现轧辊的整体均匀,粗糙度≤0.002。
第八刀的重点是消除网线和仅能用强光手电所能看到的磨削缺陷,从而实现完美的磨削加工。
3 磨削效果
自公司将“8刀磨削法”运用于实际生产以来,通过磨削近2000根轧辊的使用结果来看,磨削效果良好,既省时高效,又安全稳定可靠。这种对磨削工艺的创新使磨削次数基本控制在8刀左右,磨削量≤0.10mm,表面粗糙度0.35~0.41。如果需要表面粗超度0.3,可以把最后一步的拖板速度降至200mm/min,也可以更换细粒度砂轮,从而满足抛光或达到镜面磨削要求。
该磨削工艺的优化和改进,降低了磨削成本,减少了磨削量,每加工一根轧辊仅需40min,磨削时间减少了60%,并且合格率可达100%。与此同时,轧辊的使用寿命也大幅提升,达到2年以上。
4 结束语
世上没有完美的磨床,这就需要操作者不断地去适应所操作的磨床,摸清其特性,观察磨削电流并稳定控制,精准控制切削量。熟练运用此“8刀磨削法”,反复摸索探新,必将能磨削出高质量的轧辊,不仅减少人工操作强度和压力,更能大幅提高磨辊磨削质量,为铝合金轧制生产提供坚实可靠的设备保障。
