点焊技术在不锈钢轨道客车生产中的应用
2019-03-27程国利
程国利 程 鹏 马 超
(中车长春轨道客车股份有限公司资产能源部,130062,长春//第一作者,教授级高级工程师)
我国早期的地铁客车生产中,普遍采用碳钢作为车体材料,如北京地铁1号线和2号线等。进入到21世纪后,我国轨道客车制造企业开始探索采用不锈钢作为车体材料。不锈钢车体具有外型美观、抗腐蚀性强、强度大、车下布线便利等优点,同时,不锈钢车体由于采用点焊技术,焊点成型好,外表不需要采用油漆涂层,且生产加工过程中环境污染少。
本文主要介绍中车长春轨道客车股份有限公司(以下简称“长客公司”)在轨道不锈钢客车生产过程中点焊技术的应用情况。
1 点焊设备
1.1 技术论证
在不锈钢点焊设备技术方案论证阶段,长客公司在设备设计、先进性和可靠性方面进行了充分的论证,主要选取在国内外已开始使用,且使用状况优良的技术方案。同时,还包括操作人员的使用习惯及车辆结构特点,如操作过程的是否合理简单,人机界面是否有完整的中文菜单等方面的论证。技术方案要求包括:① 采用经过多年使用的、成熟的设计方案;② 采用操作简单的遥控控制方式;③ 设备元器件和结构具备先进性和适应性;④ 满足单面双点和双面单点焊接要求。
1.2 技术指标
在点焊设备的选型中,主要注意以下技术指标要求:
(1)为使电流输出更稳定,达到良好的焊接品质,变压器应尽量靠近电流输出的焊接电极。尽可能选取小型化、轻量化的变压器,并安装在焊钳上,使之既能使焊钳轻量化,又可减小平衡器的负载,并可提高焊钳的可操作性,减少操作工的劳动强度。
(2)变频控制装置应具备稳定的性能,强大的输出能力。
(3)在设计时需充分考虑设备的刚性要素,使设计出的设备能够长年正常稳定运转。
(4)变频电源应可以快速达到所设定的电流,且可以恒流输出控制,以保证焊接质量的品质与可靠。
(5)操作盒推荐采用触摸屏形式,可分别设置操作盒和焊接条件盒,以避免焊接条件输入错误,且适合现场操作人员的使用习惯。
2 单面双点焊接
2.1 性能优缺点
2.1.1 优点
(1)从单侧可以进行焊接,可以通过在单侧配置加压装置和电极极性焊接。
(2)二次回路小,可以节省能耗。如果在大焊接材料的中心附近有焊点的情况,直接点焊需要很长的喉深,而采用单面双点焊接则因二次回路很小可以进行焊接[1]。
2.1.2 缺点
(1)被焊接板材的上表面会产生无效分流,如果只通过增大电流的方式来控制分流,会造成压痕变深,易产生飞溅和电极寿命缩短的情况。
(2)焊点偏移大,因为单面双点同时产生两个焊点,所以偏移会以平方的数增大。
(3)当被焊接板材为3层板、两层厚板、上层厚板,以及焊接材料为铝合金时,不能进行焊接。
2.2 焊点间距对焊接质量的影响
在焊接通电初期,被焊接板材温度较低,电阻很小,此时产生的无效分流非常大。随着通电持续进行,无效分流会对板材进行加热,电阻变大,无效分流逐步减小[2]。另外,特别是当焊点间隔小于板厚的20倍时,无效分流非常不稳定,有时会变得非常大,导致焊点强度显著下降。
近年来,随着单面双点焊接双向通电法(交流)的开发及使用,显著改善了单向通电法(直流)的不足。改善主要体现在以下方面:
(1)可以很好地控制并保证两个焊点的成形及焊接品质相同;
(2)有效控制了焊核偏移所带来的焊接品质缺陷;
(3)延长了电极的使用寿命,并很好地控制了因电极原因带来的焊接缺陷;
(4)通过双向电流通电方式可以很好地抑制两个电极之间的飞溅产生,保证了焊接质量;
(5)通过大功率交流电源使单面双点焊接方式用于3层板或厚板焊接成为可能。
3 交流变频电源
3.1 直流变频电源缺点
(1)在不使用铜台电极的情况下,直流变频焊接为单向通电,焊核受到正负极的影响而造成焊核偏移(极性效应)。极性效应导致左右焊核大小不一致、成形位置不一致,左右焊点的焊接质量不同(见图1)。
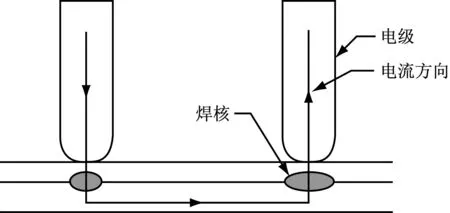
图1 直流变频焊接的焊核不一致
(2)直流变频焊接时,电流会从已经焊完的焊点进行分流,造成左右两个焊点电阻及电流不一样,导致焊核大小也不相同,严重情况下会有一侧焊点焊不上去。这种直流变频焊接特有现象并不是每次施焊时都会发生,是不规律的,所以控制起来非常困难。
(3)进行单面双点焊接时,被焊工件成为导体,产生分流现象,而分流是造成焊接飞溅的原因之一。与交流变频相比,直流变频为单向电流,其焊接产生的飞溅一般为单个电极(见图2),即产生分流电极,会导致两个焊核不同。
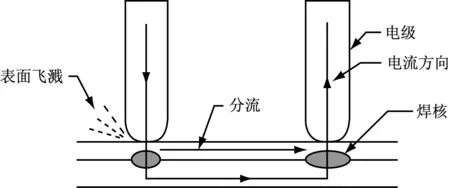
图2 直流变频焊接单电极飞溅
(4)由于直流变频焊接为单向通电,导致正负两个电极的损耗情况不一致(正电极损耗快)。当电极头表面状态不一致时,导致左右焊点出现偏差,造成焊接质量下降。
3.2 交流变频电源优点
(1)交流变频电源在启动时,恒流精度和焊核稳定区域等都与直流变频电源有相同的特性。
(2)交流变频焊接不受极性效应影响,不会出现焊核偏移的情况。
(3)交流变频焊接可以使两个电极保持相同的状态,两个电极会相互抑制飞溅现象,所以两个焊点是一致的(见图3)。
(4)虽然交流变频电源在焊接时焊接电流也会从工件表面进行分流,但交流变频控制器以其精细的电流控制、缜密的焊接时间、多种通电控制模式等优点改善了直流变频电源焊接的不足之处[3]。
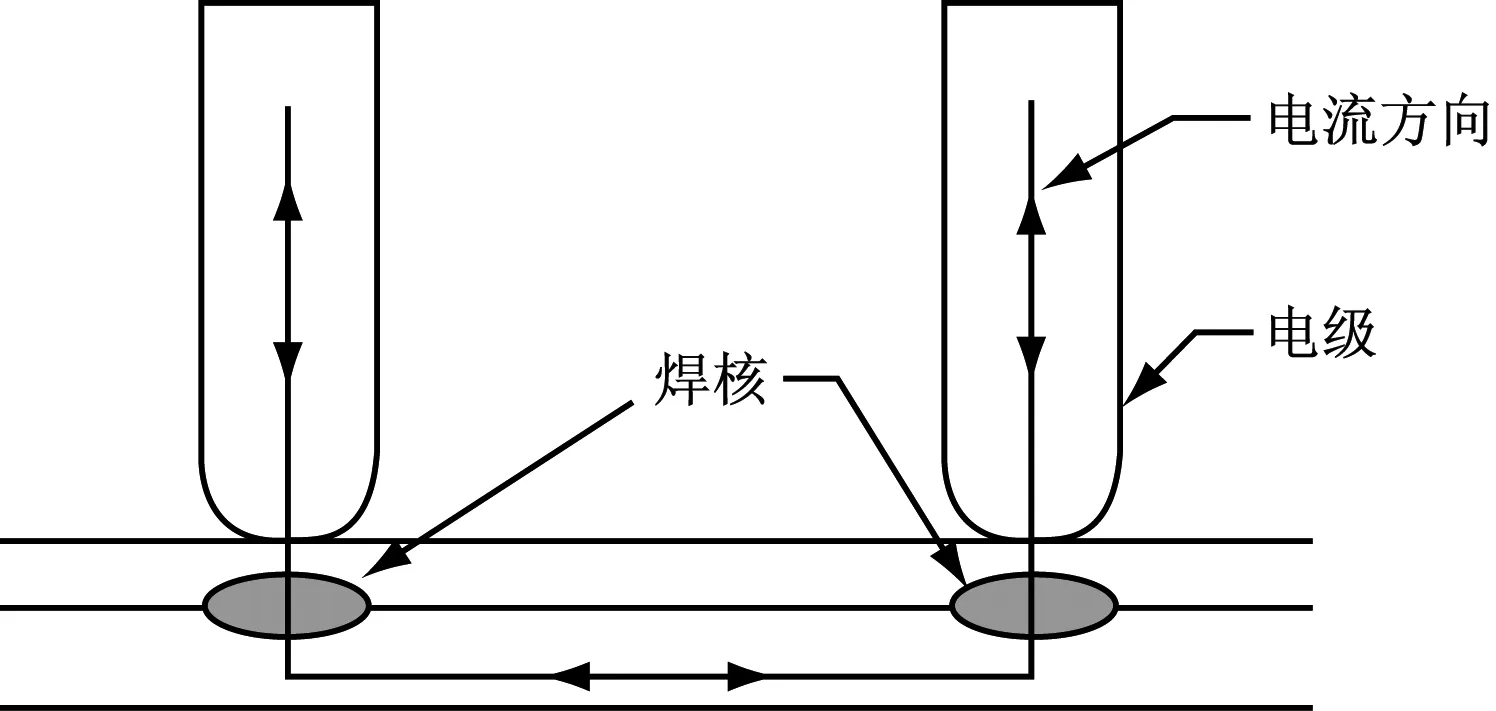
图3 交流变频焊接焊核一致
长客公司在轨道不锈钢客车底架焊接时,考虑到板材较厚,采用直流变频电源单面双点焊接无法保证焊接质量,故采用交流变频电源单面双点焊接方式施焊。
4 焊接精度
长客公司的不锈钢点焊设备中,无论是自动设备还是手动设备,都具备激光打点位置识别功能。即在焊钳接近电极的部位追加激光标示器,通过两个激光标示器发出的激光束交叉点来确定打点位置。激光标示器的激光束位置可调整,以满足更换电极后,打点位置偏离后的校准,这给确认程序及示教带来了方便。同时,自动焊接时也可以使用此功能来减少工人操作强度,增加工作效率。
5 结语
交流变频双点焊接技术继承了直流变频焊接技术焊接电流稳定和焊接高效的优点;改变了从两侧焊接的传统焊接工艺,采用单侧焊接,简化了焊接工装程序,提高了焊接效率;解决了直流变频焊接工艺中焊核偏移的缺陷,提高了焊接质量;提高了较厚钢板的焊接质量。
