NB/T 47013-2015《承压设备无损检测》中工艺验证的实施方法
2019-03-22
(天津华信工程检测有限公司,天津 300270)
NB/T 47013-2015《承压设备无损检测》于2015年正式实施,新增了一个重要的规定是“工艺验证”。工艺验证就是通过试验证明操作指导书的适用性和有效性,以保证检测结果的科学性和准确性。截至目前,仍有多数检测人员没有关注这一规定,还有的没能理解到位,更不知道如何去开展工艺验证工作。为此,笔者结合实际,从不同类型检测项目及不同检测方法出发,通过示例列举和说明了工艺验证的具体实施方法,以便在实际工作中正确运用工艺验证,发挥检测操作指导书在检测工作中的应有作用。
1 NB/T 47013-2015对工艺验证的规定
1.1 标准第1部分通用要求中4.3.2.3条文的规定
应根据工艺规程中检测对象的具体检测要求编制操作指导书;操作指导书的内容应完整、明确和具体;操作指导书在首次应用时应进行工艺验证,验证可采用对比试块、模拟试块,或直接在检测对象上进行检测。
1.2 标准第2部分射线检测4.4.4条文的规定
首次使用操作指导书应进行工艺验证,以验证底片质量是否达到标准规定的要求。验证可以通过专门的透照试验进行,或以产品的第一批底片作为验证依据。在这两种情况下,作为依据的验证底片应做出标识。
1.3 标准第3部分超声检测4.3.4条文的规定
操作指导书在首次应用前应进行工艺验证,验证可在相关对比试块上进行,验证内容包括检测范围内灵敏度、信噪比是否满足检测要求。
1.4 标准第4部分磁粉检测4.3.4条文的规定
操作指导书在首次应用前应采用标准试件进行工艺验证,以确认是否能达到标准规定的要求。
2 不同类型检测项目工艺验证的实施方法
2.1 小型检测项目工艺验证的实施方法
部分项目技术人员在检测台账里加了一列,用于标注工艺验证。这种方法在小型项目中较为适用,因为小项目检测任务少,检测设备需求量少,只需一个由EXCEL文件建立的检测台账就能满足项目所需:所有检测内容都在一个文件里,包括检测设备、被检件材料、工艺验证标注的信息等,运用简单的筛选命令就能发现工艺验证是否全面。
2.2 大型检测项目工艺验证的实施方法
当项目较大,工程划分为多个单元时,每个单元的施工单位也可能不同。因而需要建立多个检测台账,同一份操作指导书可能在多个检测台账中体现,对所标注为工艺验证的被检件是否恰当,需查看所有的检测台账,核实“首次”是否是最早的日期,设备器材为多数时,更加难以区分。另外,当一个检测台账里没有标注工艺验证的被检件时,对某一被检件,还要到其他检测台账里去查找对应的工艺验证。
为了便于工艺验证活动的开展及记录的管理,需要单独建立一个工艺验证登记台账(台帐内容包括检测方法、操作指导书编号、操作指导书日期、检测标准、检测设备编号、胶片类型、超声探头、检件类型、检件材料、检件规格、对应的委托编号、对应的检件编号、记录日期等),该表在项目结束时打印出来,与相关资料装订成册。
3 不同类型检测方法工艺验证的实施示例
3.1 射线检测工艺验证的示例
3.1.1 项目射线检测的总体情况
项目有需要射线检测的各种低合金钢焊口35个规格(用D1~D35代表),共5 536道焊口;高合金钢焊口5个规格(用G1~G5代表),共280道焊口。公司给项目配备射线机3台(用X1~X3代表),放射源1枚(Ir192),胶片为C4,C5类。
某项目的射线检测工艺验证参数如表1所示(根据检测任务、能量、检测技术等级、透照方式、规格材料、胶片类型等的不同,同一设备的操作指导书一般多于1份。每份包括若干不同的检件时,应选择首次检测任务中一种或一种以上规格的检件进行工艺验证,当检件规格较多时,建议不少于两种,且规格应相差较大)。
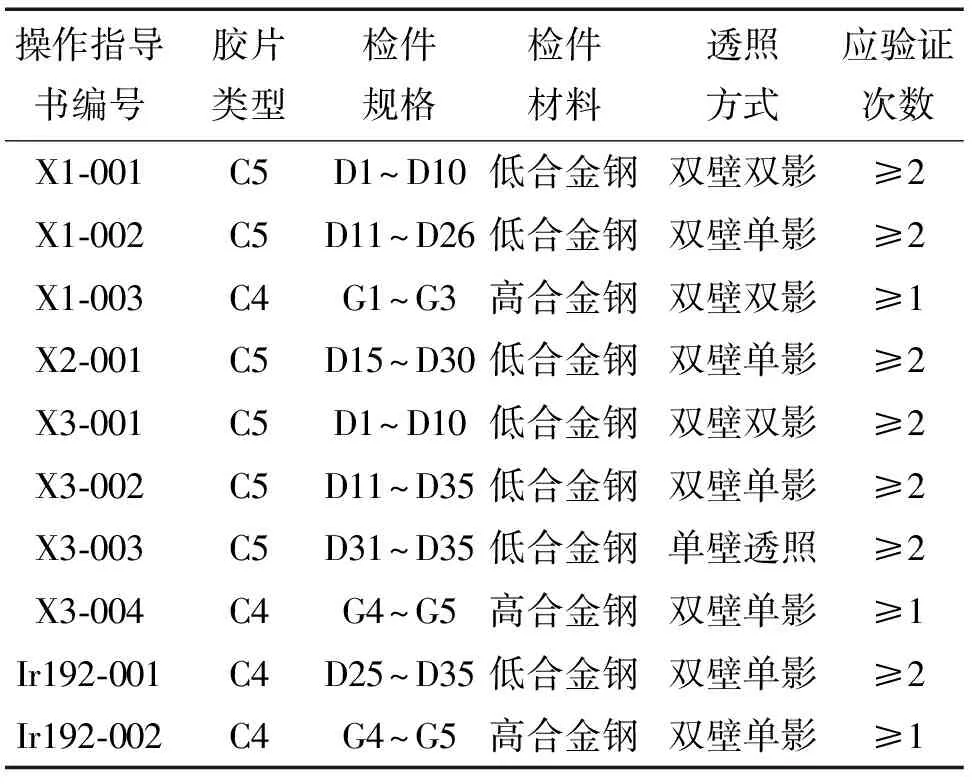
表1 某项目的射线检测工艺验证参数
3.1.2 射线检测工艺验证标识
从表1可确定共需进行工艺验证不少于17次,公司要求用于工艺验证的底片上应有“YZ”标识。也就是说项目完工时,至少有17道焊口的射线底片上标有“YZ”。相对应的委托编号、检件编号等信息应及时录入到工艺验证台账中。
3.1.3 射线检测工艺验证时机
不同设备材料的操作指导书可能适用同一种检件,当天编制的操作指导书不一定当天能使用,技术人员和管理人员必须在制定操作指导书之后做出使用计划,根据现场焊接进度,及时安排不同设备投入使用。如果可能,在某种检件出现时,同时实施不同检测设备的工艺验证。
3.1.4 射线检测工艺验证结果的确认及资料的存档
对工艺验证底片仔细评审,底片质量不符合标准要求的,应分析原因并重新编制操作指导书;符合标准要求时,也要对底片进行综合评价,以便优化操作指导书,使底片质量更好。
验证资料包括底片和检测记录,用于验证的底片可不单独存放,含工艺验证的检测记录应复印一份单独存放。项目完工时与其他检测方法的工艺验证资料汇总组卷。
3.2 超声检测工艺验证的示例
3.2.1 超声检测的对象及设备
项目有需要超声检测的各种低合金钢的焊缝3个规格(L320T8,L240T12,L300T28),有136道焊口;低合金钢管道5个规格(外径×壁厚φ89 mm×5.49 mm,φ114 mm×6 mm,φ356 mm×9.53 mm,φ356 mm×27.8 mm,φ610 mm×9.53 mm,φ610 mm×46.2 mm),有220道焊口,均按单面单侧方式检测;储罐低合金钢钢板2个规格(L10000W2000T16,L11000W3000T25),有26张。配备超声检测仪1台,编号为UT090,探头若干。
3.2.2 超声检测工艺验证参数
由于材料一致,L320T8和L240T12的钢结构焊缝可以用同一探头,在同一试块上测试系统的性能和设置灵敏度,所以可用同一份超声检测操作指导书。某项目的超声检测工艺验证参数如表2所示。

表2 某项目的超声检测工艺验证参数
3.2.3 超声检测工艺验证时机及操作说明
从表2可确定,共需进行工艺验证16次,公司要求超声检测工艺验证保留波形图。由于超声检测工艺验证在试块上进行,为了方便,一般在检测系统调试后,即刻在调试用的试块上进行验证。
在系统调试完成后(以UT090-003为例,距离-波幅曲线已做好,定量线为φ2 mm×20 mm-18 dB;衰减补偿4 dB),在GS-3试块的R1位置(上曲面朝上)放置5P6×6K2.5探头,由于管壁厚度为5.49 mm,按焊口余高2 mm计,则二次波应达深度为12.98 mm,在该试块上做曲线时的最深反射体应在15 mm(大于二次波应达深度)处。移动探头找到深15 mm的横通孔最大回波,用闸门套住回波使之达到80%满屏高度,仪器上显示SL+22 dB(SL为定量线标记)即为理想值。通常显示在SL+20 dB至SL+24 dB之间时,认为检测范围内灵敏度达标;同时,如果此时的噪声幅度在40%以下,则检测范围内信噪比达标。保存波形,连接打印机将波形打印出来。
用5P6×6K3探头重复上述步骤。
严格按照标准的规定进行检测系统调节,一般验证均能达标。
3.2.4 超声检测工艺验证结果和资料
检测范围内的灵敏度或信噪比有一项不达标就应分析原因并重新编制操作指导书。
验证记录参照超声检测记录填写,同时将波形或照片打印出来附到记录中。含工艺验证的检测记录应复印一份单独存放。项目完工时与其他检测方法的工艺验证资料汇总组卷。
3.3 磁粉检测工艺验证的示例
3.3.1 磁粉检测的对象及设备
项目有需要磁粉检测的各种原材料若干,有高压管道用钢管和管件;不同类型的焊接接头,如储罐接管及补强板角焊缝、储罐罐底对接焊缝、管道对接接头、管道支架角焊缝等;储罐壁板上的焊疤点。公司给项目配备磁轭式磁粉检测仪1台,编号为MT057;反差增强剂(牌号FC-5)和黑磁膏各一种类型。
3.3.2 磁粉检测工艺验证参数
在项目上,磁粉检测操作指导书往往一机一卡(一机一卡和一机多卡是编制操作指导书的惯例),即一台检测仪编制一份操作指导书,适用于各种类型和规格的检件。因此,一个项目也只有一两份磁粉检测工艺验证的记录,这实际上并不合适。虽然常用的磁轭式磁粉检测仪的检测原理简单,但在不同材料、尺寸和形状的检件上,或者在同一检件的不同部位检测时,磁极间距和磁极与检件接触面积往往不同;当磁极与检件的接触面变小时,检测区域内的磁场强度变小,检测有效区域缩小,灵敏度会下降。而工艺验证的目的是保证检测灵敏度满足标准要求。因此,磁粉检测应根据不同材料、尺寸和形状的检件编制不同的操作指导书。某项目磁粉检测工艺验证参数如表3所示。

表3 某项目磁粉检测工艺验证参数
3.3.3 磁粉检测工艺验证操作方法
MT057-002磁粉检测仪首次应用于DN150 mm×100 mm的异径三通的检测,预先将三通表面分成若干个检测区域,同一区域进行两次近于垂直的磁化。在检测灵敏度偏低的区域进行验证,即将灵敏度试片置于检测区域边缘(见图1)。

图1 磁粉检测工艺验证方法示意
此处需要说明一点:磁极间距指的是两个磁极的中心点沿检件表面测量的最短距离(检测区长度一般是磁极间距减去50 mm)。非平面检件调节磁极间距时,应对实际间距进行计算或测量,避免超出75~200 mm的范围。
3.3.4 磁粉检测工艺验证结果确认及资料存档
一般在检件上实施磁粉检测工艺验证,试片能清晰地显示磁痕即为达标。公司要求磁粉检测工艺验证时进行拍照,打印出来后与记录一并保存。含工艺验证的检测记录应复印一份单独存放。项目完工时与其他检测方法的工艺验证资料汇总组卷。
4 结语
工艺验证即在首次使用操作指导书时对检测效果进行评价,看能否达到规定的灵敏度,检出应该检出的缺陷。工艺验证也是对操作指导书的首次模拟实施,通过实施工艺验证,可以在某种程度上修正操作指导书。同时,也要注意到实际工作过程中检件种类繁多,需要采用不同的检测方法完成质量评定,使用最为完善的操作指导书以指导操作,最终达到按照标准要求完成检测任务的目的,从而保证检测质量。
