一种传送轻型棒材的自动送料装置设计
2019-03-07李学兵
李学兵
(辽宁轨道交通职业学院 数控工程系,辽宁 沈阳 110023)
随着科学技术的不断发展,加工自动化程度的不断提高,手工送料已经越来越不能满足各种机械化、自动化生产设备。自动化生产线装置因其方便、高效等优点,已经逐步深入到社会生产和社会生活的各个新领域,自动化生产线装置的发展也随之需要不断的完善和细化。虽然当前对自动送料装置的研究与设计很多,如黄信兵、刘小娟对数控车床研究设计了一种自动送料装置[1];赵夫超、 江建刚对冲床进行了自动送料装置的研究设计[2];张云华设计了一种辊式的自动送料装置[3],这些研究对生产线的送料技术改进具有一定意义,但针对这种长度较长的轻型棒材的送料研究较少,本文设计出一套适合该材料的自动送料装置,并应用于实际生产。
1 设备使用范围
本次设计制作的设备适宜运送以下特点的材料:直径φ60~φ80mm,长度1.6~2m,密度ρ≤2.7 g/cm3,棒材。其他型号的材料,可以根据实际需要情况,对其部分机械结构尺寸进行改造。
2 设备组成及工作原理
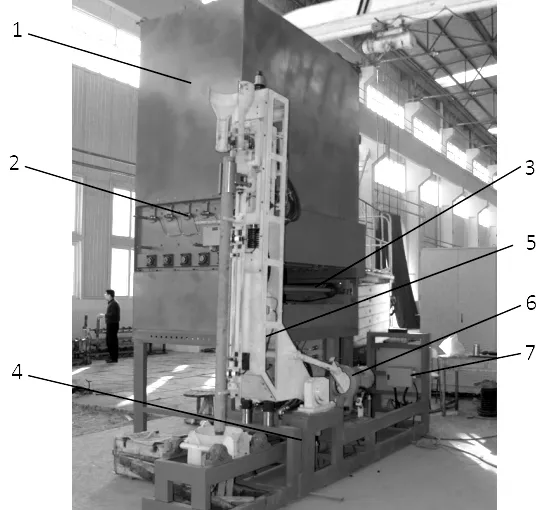
图1 设备组成结构
本设备主要由以上七大部分组成,见图1。设计的主要思路是先分析送料的大致过程,再拟定出所要运送的轻型棒材的基本运送路径。根据实际需要将该装置的送料过程分成三个部分,先让落料机构里的气缸,将从储料仓自然下落的棒料送到送料机构里,再由气压马达带动链条托运传送机构将棒材运送到水平放置的翻转机构上,最后由翻转机构将物料送到指定位置,继而完成整个送料过程。针对所要运送的棒材尺寸大小合理设计夹紧抓取装置,然后选择合适的气缸,电磁换向阀,利用电气控制元器件来实现送料的启停及时间间隔,从而达到控制自动送料的目的。
3 动作系统设计
3.1 气动原理及组成部分
气动控制回路见图2。该气动回路由六个单杆双作用式气缸、十二个磁性开关、七个二位五通电磁换向阀、两个调速阀、一个气动马达和气动压力开关组成。由磁性开关检测气缸所处的位置,把信号传递给电器控制部分,控制电磁阀的通断电,进而由电磁阀换向阀的换向,来控制气缸的伸缩运动及马达的旋转和停止顺序,来完成落料、送料及夹紧松开棒料的过程。调速阀控制气缸的伸出速度,气动压力开关控制气缸夹紧的力度,满足系统稳定性的要求。
3.2 设备主要元器件的选取
落料机构主要依靠气缸来完成,送料机构主要依靠气动马达及配套的减速机及链条托运机构来执行,翻转机构的动力装置来源于异步电动机减速机及夹紧缸。结合理论计算,并与生产厂家协商,选取了以下主要元器件。

图2 气动控制回路
1)翻转电机及减速机。本装置需要旋转抬起的整个翻转机构的重量约为700 kg,采用电机及减速机参数为减速机输出转速n=5.71 r/min;输出功率p=2.2 kW;电机输出转速n=720 rad/min;传动比i=126。
2)落料气缸。为保证送料气缸顺畅工作,取气缸直径d=80 mm,有效行程为100 mm,安装时每套气缸须带配套的磁性开关和法兰。
3)夹紧气缸。为保证夹紧气缸顺畅工作,取气缸直径d=75 mm,有效行程为80 mm,安装时每套气缸须带配套的磁性开关和法兰。
4)气动马达及配套的蜗轮蜗杆减速机。气动马达的驱动功率达1.5 kW(2马力),旋转转速 3 000 rpm,最大推荐工作压力7巴;蜗轮蜗杆减速机的蜗杆在涡轮下方,传动速比为1∶10。
4 电气控制系统设计
电器控制原理见图3。其中SQ1、SQ2、SQ3、SQ4、SQ5为落料机构五对气缸的磁性接近开关,YV1、YV2、YV3、YV4、YV5为控制落料机构五对气缸的电磁换向阀,KT1、KT2、KT3、KT4、KT5为对应的通电延时时间继电器。当储料箱里有物料时,开关处于闭合状态,对应电磁换向阀得电,气缸工作,将储存的物料带到下方的送料机构上,等待几秒完成该动作后,继电器将电路断开,电磁换向阀失电,气缸又回到起始状态,如此往复,直到棒料落完为止。
YV6为控制送料机构气动马达的电磁换向阀,当物料落到送料机构上时,接近开关SQ6会把信号传递到控制马达气动回路的电磁换向阀,从而控制送料机构的托运状态,当棒料被送到指定的翻转机构后,延时时间继电器再断开电路,气动马达停止工作,等待下一次任务。当棒料到达翻转机构时,接近开关SQ7收到信号,电磁换向阀YV7得电,对应的夹紧气缸开始工作,棒料被抓取,与此同时,SQ7把信号传递到控制翻转电机的回路,翻转电机反转开始工作,翻转结构开始翻转。直到翻转机构到达指定的SQ8位置,接近开关SQ8收到信号,断开翻转机构电路,翻转电机暂停旋转;同时,夹紧气缸工作的时间到,夹紧气缸回程,棒料被松开。
停止一段指定时间后,延时时间继电器KT8闭合,接通翻转电机的正转电路,翻转机构开始正转回转,回到起始指定SQ9位置,接近开关SQ9断开正转电路,一个工作行程完成,如此往复。

图3 电器控制原理
5 结论
设备制造安装完毕后,需进行调试,只要将棒材物料按指定的要求放置于储物仓内后,启动设备电源按钮,该设备就能按照设定的要求正常工作,储物仓内的棒材会依照次序按照一定的间隔时间逐个下落到送料机构中,送料机构逐个的运送到翻转臂夹持机构里,最后由翻转臂送到指定位置,最终达到了预期的目的。
该自动送料装置通过电器控制电磁阀的通断电,可以准确地控制气缸的伸缩、马达的启停运动。通过调速阀调节气缸伸出的速度,可以很好地控制物料被夹紧的平稳性。该系统动作平稳,定位准确,整个动作连贯顺畅,从开始落料到输送到指定位置,整个过程需要时间仅仅20多秒,能较快较好地实现流水线的自动化控制,节省了人力和物力资源的投入,降低了生产成本,因此该设计具有一定的推广价值。
