结构因素对聚丙烯热变形温度的影响
2019-03-05苗小培苏肖群杨化浩魏记福丁金海郭若海
苗小培,苏肖群,杨化浩,魏记福,丁金海,郭若海
(中国石化 北京化工研究院,北京 100013)
热塑性材料具有受热变形的特性,该特性导致具有几何形面的材料受热时产生一定形变,从而影响工作性能和用途。热变形温度(负荷变形温度,HDT)是衡量材料耐热性能的重要指标之一,是进行塑料品质监控的重要手段,在塑料行业内被广泛采用。关于塑料HDT的测试,ISO 75-2—2013[1]为ISO 75-2—2004[2]的新版本,在新版本中删除了侧立放置方式,仅保留了平放方式。但是本课题组在大量实验数据积累中发现:使用该标准侧立放置样条的方式测试聚丙烯(PP)的HDT时,测试结果都在标准规定范围5 ℃以内,数据分散度较好,而平放试验方式的单个试验数据间偏差很大,超出标准规定范围。
目前文献中对HDT的研究仅限于聚合物的一个热稳定性参数[3-7],专门对聚合物HDT的研究则寥寥无几,尤其是同种聚合物不同平行试样之间的HDT差异分析还未见报道。Saha等[8]报道了聚乙烯纤维(PEF)/玻璃纤维(GF)/聚甲基丙烯酸甲酯(PMMA)层板复合材料的HDT,HDT随着GF含量增加而增加,随着PEF含量增加而降低。Wong[9]研究了模具温度及负荷量对PP热变形特性的影响,在20~30 ℃范围内PP的HDT随着温度升高而增加,结构形态发生一定变化,而负荷量增加则使HDT减小。Jarus等[10]通过在PP中添加不同的成核剂注塑制备PP样条,研究了注塑样条的“皮芯层”结构对HDT的影响,发现取向度越大,则HDT越高。Tabi等[11]通过在80 ℃下退火处理0~60 min制备了不同结晶度的聚乳酸(PLA)注塑样条,研究了结晶度及α晶型对PLA机械性能、热性能及HDT的影响,发现结晶度小于35%时,随着结晶度的提高,HDT从55 ℃仅增加到58 ℃;但结晶度从35%提高到44%,HDT从58 ℃线性增加到97 ℃;如果提高退火温度(80~140 ℃),即使达到同样的结晶度,由于更有序的α晶型的增加,HDT从97 ℃增加到151 ℃。Sang等[12]借助震荡剪切流注塑模式制备了不同厚度及结晶度的PLA样条皮层,采用了SEM,2D-WAXD,DMA等分析方法得出HDT随着皮层厚度及结晶度的增加而升高。结晶度对HDT的正向增加作用在Diez-Pascual等[13]关于PP/无机富勒烯样二硫化钨(IF-WS2)/GF复合材料的热性能研究中也得以证实。
本工作按ISO 75-2规定的热变形温度测试方法,对4种PP分别进行平放方式和侧放方式的测试,并与国内外实验进行了对比,利用DSC,POM,2D-WAXD等方法研究了聚丙烯平行试样间的结构差异,探索了平放方式的实验数据偏差超出标准规定范围的结构原因,对于标准修订有一定的意义。
1 实验部分
1.1 仪器
148-HDPC-6型负荷变形温度试验仪:日本安田精机;K-TEC85E型注塑机:德国米拉克龙公司;DSC 8000型示差扫描量热仪:美国PE公司;Axio Imager Aim型偏光显微镜:德国Zeiss公司;D8 Discover型二维X射线衍射仪:德国Bruker公司。
1.2 实验原料
PPB-K9026,PPH-9012D:中国石化北京燕山石油化工有限公司;PPH-NZ30S:中国石化茂名石油化工有限公司;PPR-MT20:中原石油化工有限责任公司。
1.3 实验方法
1.3.1 PP样条注塑
PP 样条按 ISO 294-1—2017[14]规定的条件制备,注塑条件见表1。

表1 注塑样条条件Table 1 Conditions of injection spline
1.3.2 PP结构表征试样制备
在DSC,POM,2D-WAXD中所用试样的制备方法见图1。
HDT 测试按 ISO 75-2—2004[2], 等同 GB/T 1634.2—2004[15]规定的方法。试样测试前在标准状态环境(温度(23±2)℃,湿度50%±5%)调节至少24 h;每次实验开始时,加热装置的温度应低于27 ℃;精确测量并输入每根样条的尺寸,计算砝码质量;弯曲应力为0.45 MPa;平放样条80 mm×10 mm×4 mm的实验跨距为64 mm,挠曲变形量为0.34 mm,侧放样条120 mm×10 mm×4 mm的实验跨距为100 mm,挠曲变形量为0.32 mm。
按 GB/T 19466.3—2004[16]规 定 的 方 法 利 用DSC测试PP的熔融结晶情况。称量薄片试样5~10 mg,精确到0.1 mg,升温之前用50 mL/min氮气清洗5 min,以20 ℃/min速率从50 ℃升至200 ℃,保持温度5 min,然后以20 ℃/min速率从200 ℃降至50 ℃。用空白铝坩埚校准基线。
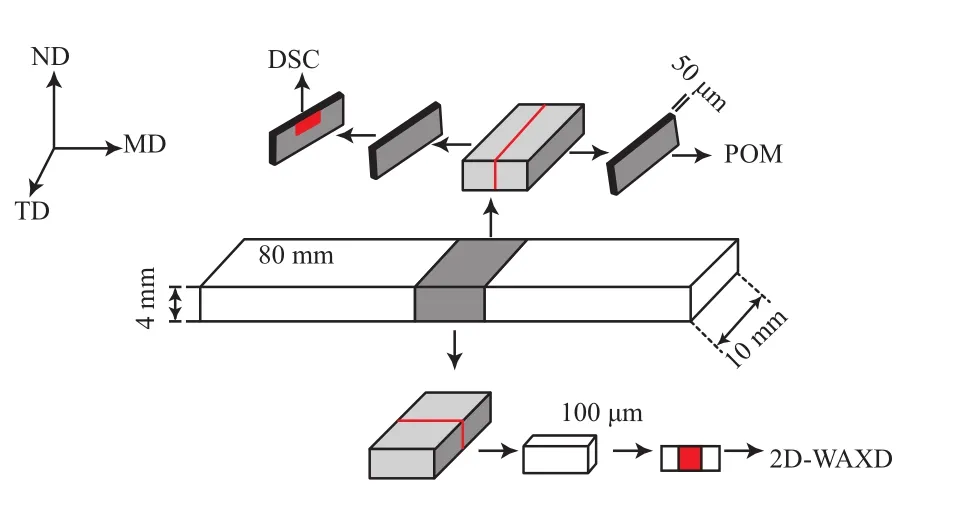
图1 试样制备方法Fig.1 Sample preparation method.
用图1所示方法制备厚度50 μm的PP薄片试样,在正交偏振光条件下观察PP样条皮芯层结构。
按图1所示方法制备试样薄片,直接测试薄片的中心作为芯层信息,沿TD方向切取0.5 mm厚度的皮层进行测试获得皮层信息。管电压45 kV,管电流900 μA;CuKα辐射(波长0.154 2 nm);光束直径为0.5 mm;二维面探测器的像素是2 048×2 048;像素尺寸是 68 μm×68 μm;试样至探测器距离为98 mm。试样曝光时间为2 min。
2 结果与讨论
2.1 HDT国内外比对实验
本课题组实验记为Lab.1,国外实验室记为Lab.2~4,国内实验室记为Lab.5~9,对比实验结果见表2。从表2可看出,平放样条的HDT实验偏差为2.3~22.6 ℃,其中,只有4个实验偏差小于5.0 ℃,其余均超出标准规定范围;而侧放样条只有5个实验偏差稍大于5.0 ℃,其余均在标准规定的5.0 ℃范围内。但ISO 75-2—2013中删除了侧放样条实验。
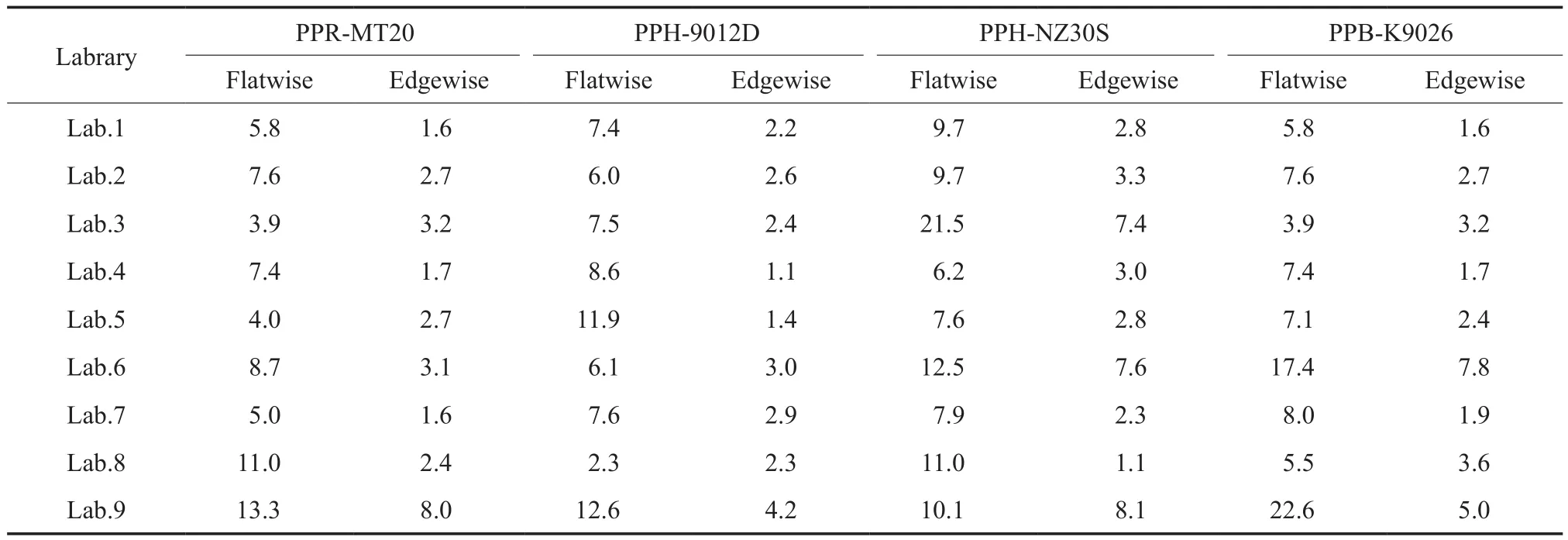
表2 PP样条的HDT实验偏差国内外比对Table 2 HDT test bias of polypropylene splines at home and abroad
2.2 熔融结晶行为
聚合物的物理性质和机械性能与其结晶性能有着密切关系。结晶度越大,尺寸稳定性越好,其强度、硬度、刚度越高,同时耐热性和耐化学性也越好。文献报道聚合物的HDT与其结晶度有关。DSC测量聚合物结晶度具有较高的准确度,而且试样用量少、简便易行,是实验室测量聚合物结晶度的理想手段。由于本工作研究的PP样条均为粉料注塑成型,HDT与注塑过程中受热熔融和冷却成型历史有一定关联,因此DSC测试不消除热历史。
PP试样的DSC曲线见图2。为与HDT数据相比较,每个PP做6个平行试样。聚合物的熔融焓(ΔHf)与结晶度成正比,结晶度越高,ΔHf越大。从图2可看出,通过计算得出不同PP的ΔHf的大小顺序为:PPH-9012D>PPH-NZ30S>PPBK9026>PPR-MT20,结晶度也依次减小,这与它们的平均HDT大小顺序相一致:PPH-9012D,PPHNZ30S,PPB-K9026,PPR-MT20的平均HDT分别为110~125,85~95,75~85,70~80 ℃。对每种PP的6次平行实验的ΔHf进行横向比较,结果发现,4种PP的最大与最小ΔHf相差1.5~2.5 J/g,最大与最小结晶度相差0.72%~1.20%。根据Tabi等[11]的报道,在结晶度含量较高时,微小的结晶度增加就会引起HDT剧烈升高。PPH-9012D,PPH-NZ30S,PPB-K9026,PPR-MT20的平均结晶度分别为44.4%,41.9%,30.7%,27.8%,结晶度变化量对4种PP的HDT影响是不同的。平行试样间结晶度变化较小,这可能是因为DSC测得的结晶度是以试样晶区熔融吸收热量与完全结晶试样的熔融热相对比计算的结果,该方法仅考虑了晶区的贡献。一方面通常认为的熔融吸收峰面积实际上包括了很难区分的非结晶区黏流吸热的特性,另一方面,试样在等速升温的测试过程中,还可能发生熔融再结晶,因此所测结果实际上是一种复杂过程的综合,而非原始试样的结晶度。

图2 聚丙烯的DSC熔融曲线Fig.2 DSC curves of propylene.
2.3 POM表征结果
PP样条的皮芯层结构见图3。从图3可看出,PPB-K9026的皮层紧实,芯层疏松,选取的4个平行试样的皮层厚度分别为10.0,22.5,17.5,9.0 μm,皮芯层结构的差异会引起机械性能的不同;PPH-NZ30S选取了3个平行试样,皮层厚度分别为15.0,12.5,20.0,18.0 μm;PPH-9012D 也选取了3个平行试样,皮层厚度分别为30.0,47.5,27.5 μm;PPR-MT20的皮芯层结构分层不明显,这可能是因为PPR中无规地插进PP主链中的乙烯分子阻碍了聚合物分子的结晶型排列,结晶度较低,皮芯层界限区分不明显。结合HDT数据比较得出,皮层越厚,HDT越高。
2.4 WAXD表征结果
图4是PP的皮层和芯层的WAXD谱图,其中,每种PP选取了4个平行试样进行表征。从图4可看出,四种PP的皮层和芯层的晶型都一样,属于α晶,但是芯层衍射强度均明显高于皮层衍射强度,每种PP的4个平行试样的皮芯层衍射强度也不一样,而且皮层和芯层的衍射强度之差也大小不一,这会引起平行试样间的结晶性能不同。
WAXD除了研究PP结晶行为,还能剖析晶面的取向分布。图5是PP皮层和芯层的2D-WAXD谱图,每种PP选取了4个平行试样。从图5可看出,衍射环从内到外分别对应PP的α晶(110),(040),(130),(111),(131)晶面,PPH-9012D的皮层取向度明显高于芯层,4个平行试样的皮层和芯层取向度不尽相同;PPH-NZ30S前两个试样的皮层取向度高于后两个,芯层则都没有取向;PPB-K9026的4个平行试样的皮芯层衍射信号较弱,但依然可见皮层取向度高于芯层;PPR-MT20的4个平行试样的皮层取向度高于芯层,而且皮层之间、芯层之间的取向度也不一样。另外,从图5还可看出,PP的α晶的(040)晶面的取向度最明显。为了更清晰地比较皮层和芯层之间的取向度,对(040)晶面的衍射强度对方位角的衍射曲线进行分析,结果见图6。
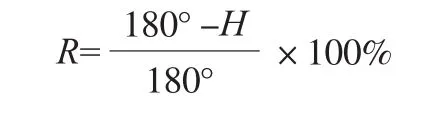
取向度(R)的计算公式如下:式中,H是某晶面衍射弧方位,强度分布曲线的半高宽,完全取向时所得图形为衍射点,H→0°,R=100%;完全无取向时所得图形是圆环,H→ 180°,R=0。
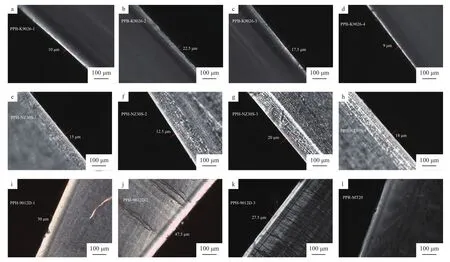
图3 聚丙烯的POM照片Fig.3 POM images of propylene.
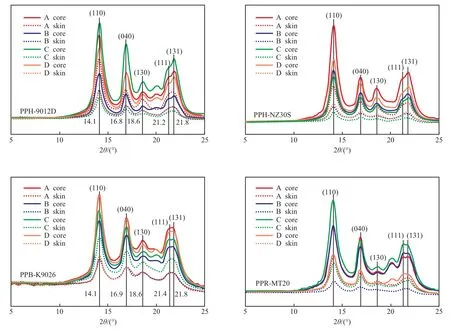
图4 PP皮层和芯层的WAXD谱图Fig.4 WAXD spectra of propylene skin layer and core layer.
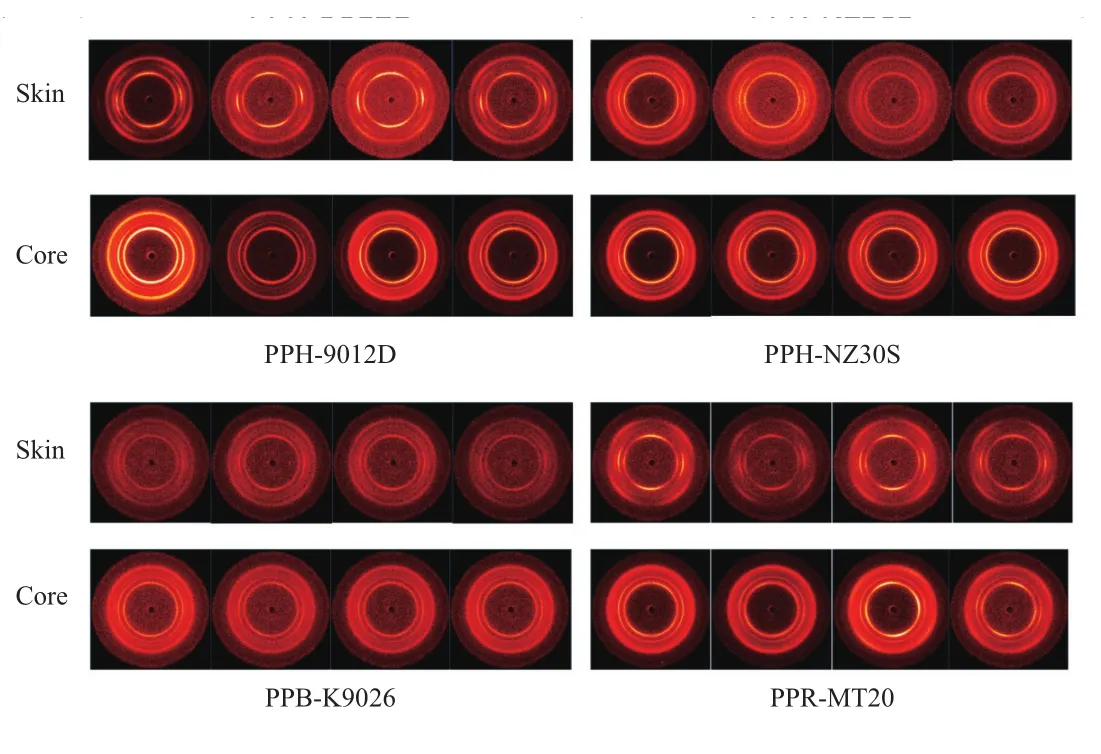
图5 PP皮层和芯层的2D-WAXD谱图Fig.5 2D-WAXD spectra of propylene skin layer and core layer.
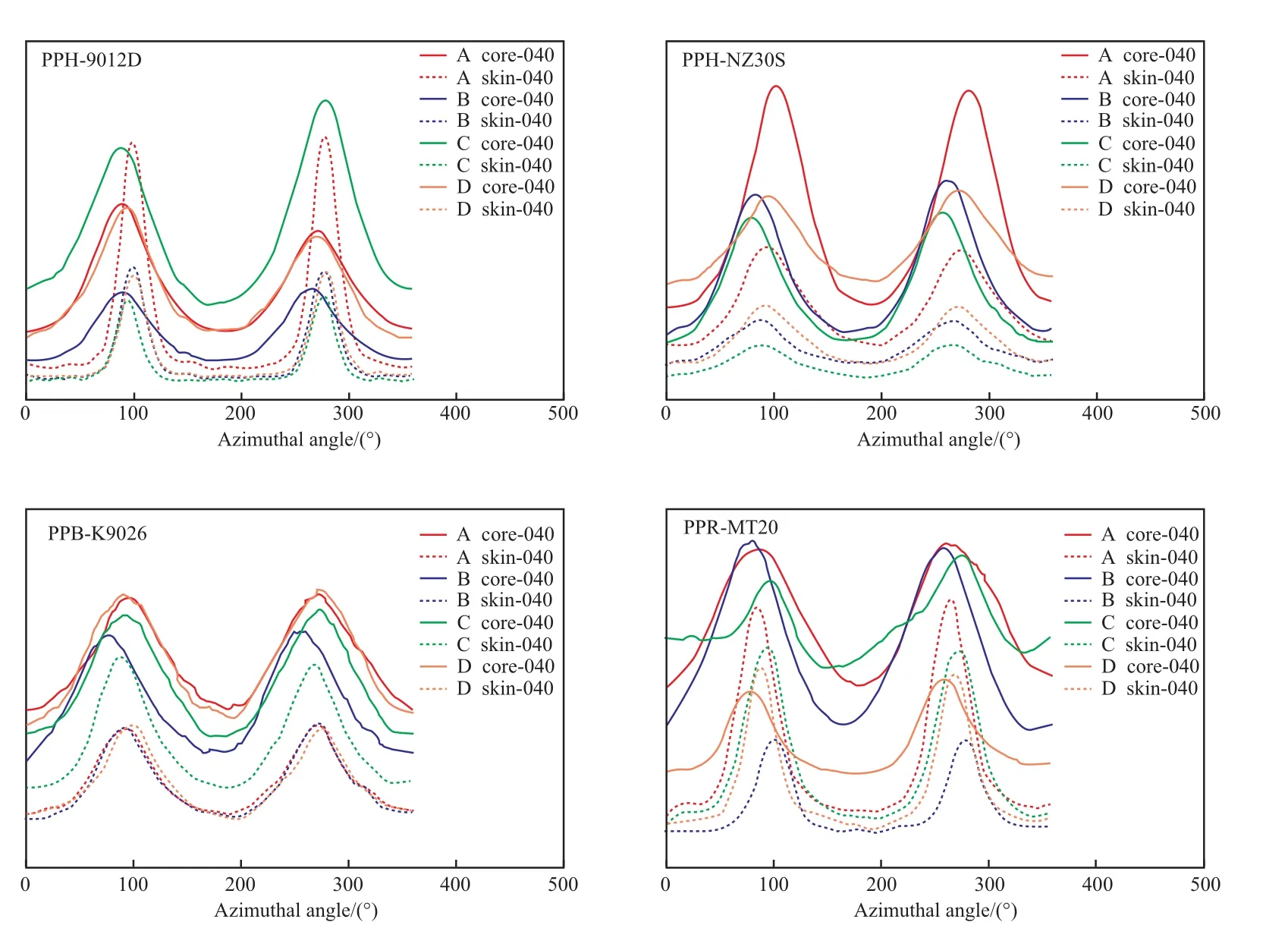
图6 PP(040)晶面的衍射强度随着方位角的变化Fig.6 The variation of diffraction intensity with azimuth angle for PP (040) crystal surface.
从图6可看出,4种PP的皮层衍射峰半峰宽均明显小于芯层,可知皮层取向度高于芯层,每种PP的4个平行试样的皮层和芯层半峰宽也不一样,说明平行试样间的皮层、芯层取向度大小不同,这些结晶性能方面的差异必然引起HDT不一样,取向度越高,HDT越大。
2.5 PP注塑模型
塑料注射成型包括塑化、充模、保压和冷却等4个阶段,其中,充模阶段最重要,这段时间内熔体的行为决定着成型速率、型腔压力等工艺参数以及制品的外形、尺寸、形态等物理性能。Gogos等[17]对充模阶段熔体前沿的“喷泉流”现象进行了理论分析和可视化研究。喷泉效应对模塑制品的纤维取向、翘曲变形及微观结构具有重要影响,它是熔体前沿处的熔体减速并向周边发散流动的现象,流动与前沿后面的熔体流动不同,注塑理论模型见图7。从图7可看出,在模型腔中央和模型腔壁的熔体流动剪切速率不一样,模壁处喷泉流动和熔体在模壁上固化之间相互作用,使得熔体在模壁处沿着流动方向取向。注塑过程中冷却速率和剪切速率的不均匀性最终导致塑料制品的皮芯层结构,而皮芯层结构的差异则会引起制品力学及热学性能的变化。

图7 注塑理论模型Fig.7 Theoretical model of injection molding.
3 结论
1)按ISO 75-2规定的试验方法对PP的HDT的影响时,平放样条的HDT实验数据偏差在2.3~22.6 ℃,远超过标准规定的小于5 ℃范围,而侧放样条实验比对结果偏差一般都小于5 ℃。但ISO 75-2:2013中删除了侧放样条实验。
2)模塑样条的皮芯层结构是由模型腔不同的冷却速率及剪切速率形成,芯层的结晶度高于皮层,但皮层的取向度高于芯层,皮层厚度也不同。四种PP中,PPH-9012D的平均皮层厚度最大,约为35 μm,平均结晶度最大,为44.4%,而平均HDT也最大,为110~125 ℃。因此,PP平行样条的HDT数据偏差大小与其皮芯结构、结晶行为紧密相关:结晶度越高,取向度越大,皮层越厚,则HDT越高。
参 考 文 献
[1] International organization for standardization. ISO 75-2—2013 Plastics—Determination of temperature of deflection under load—Part 2:Plastics and ebonite[S]. Geneva:ISO,2013.
[2] International organization for standardization. ISO 75-2—2004 Plast—Determination of temperature of deflection under load—Part 2:Plast and ebonite[S]. Geneva:ISO,2004.
[3] Lin Ling,Deng Cong,Lin Gongpeng,et al. Super toughened and high heat-resistant poly(lactic acid)(PLA)-based blends by enhancing interfacial bonding and PLA phase crystallization[J].Ind Eng Chem Res,2015,54(21):5643-5655.
[4] Guo Xiaojie,Zhang Jinwen,Huang Jijun. Poly(lactic acid)/polyoxymethylene blends:Morphology,crystallization,rheology,and thermal mechanical properties[J]. Polymer,2015,69:103-109.
[5] Bledzki A K,Mamun A A,Feldmann M. Polyoxymethylene composites with natural and cellulose fibres:Toughness and heat deflection temperature[J]. Compos Sci Technol,2012,72(15):1870-1874.
[6] Wu S H,Wang F Y,Ma C C M. Mechanical,thermal and morphological properties of glass fiber and carbon fiber reinforced polyamide-6 and polyamide-6/clay nanocomposites[J].Mater Lett,2001,49(6):327-333.
[7] Kumar A A,Alagar M,Rao R M V G K. Studies on thermal and morphological behaviour of siliconized epoxy bismaleimide matrices[J]. J Appl Polym Sci,2001,81(10):2330-2346.
[8] Saha N,Basu D,Banerjee A N. Heat-distortion temperature of unidirectional polyethylene-glass fiber-PMMA hybrid composite laminates[J]. J Appl Polym Sci,2015,71(4):541-545.
[9] Wong A C Y. Heat deflection characteristics of polypropylene and polypropylene/polyethylene binary systems[J]. Composites Part B,2003,34(2):199-208.
[10] Jarus D,Scheibelhoffer A,Hiltner A,et al. The effect of “skincore” morphology on the heat-deflection temperature of polypropylene[J]. J Appl Polym Sci,1996,60(2):209-219.
[11] Tabi T,Hajba S,Kovacs J G. Effect of crystalline forms (α’and α) of poly(lactic acid) on its mechanical,thermo-mechanical,heat deflection temperature and creep properties[J]. Eur Polym J,2016,82:232-243.
[12] Sang Zihong,Xie Xulong,Zhou Shengyang,et al. Gradient structure of crystalline morphology in injection-molded polylactide parts tuned by oscillation shear flow and its influence on thermomechanical performance[J]. Ind Eng Chem Res,2017,56(21):6295-6306.
[13] Diez-Pascual A M,Naffakh M. Polypropylene/glass fiber hierarchical composites incorporating inorganic fullerene-like nanoparticles for advanced technological applications[J]. Appl Mater Interfaces,2013,5(19):9691-9700.
[14] International organization for standardization. ISO 294-1—2017 Plastics—Injection moulding of test specimens of thermoplastic materials—Part 1:General principles,and moulding of multipurpose and bar test specimens[S]. Geneva:ISO,2017.
[15] 中华人民共和国国家质量监督检验检验总局,中国国家标准化管理委员会. GB/T 1634.2—2004 塑料 负荷变形温度的测定 第2部分:塑料、硬橡胶和长纤维增强复合材料[S]. 北京:中国标准出版社,2004.
[16] 中华人民共和国国家质量监督检验检验总局,中国国家标准化管理委员会. GB/T 19466.3—2004 塑料 差示扫描量热法(DSC)第3部分:熔融和结晶温度及热焓的测定[S].北京:中国标准出版社,2004.
[17] Gogos C G,Huang C F,Schmidt L R. The process of cavity filling including the fountainflow in injection molding[J].Polym Eng Sci,1986,26(20):1457-1466.
