攀钢2#连续镀锌线1#张力辊带钢逃逸原因分析及对策
2019-02-28
(攀钢集团西昌钢钒有限公司板材厂,四川西昌 615012)
攀钢2#镀锌线1#张力辊是由奥钢联提供设计初稿,经过中冶赛迪进行详细设计,由陕西压延加工制造成套,于2004年4月投入生产使用,其设备结构布局如图1所示。1#张力辊为镀锌线入口段速度主控装置[1],用于入口段带钢驱动和对入口活套建立张力,在焊接带头和钢尾时,为入口活套建立后张力,并对焊机反向送料,完成带钢头尾的焊接动作[1-7]。
1 带钢逃逸原因分析
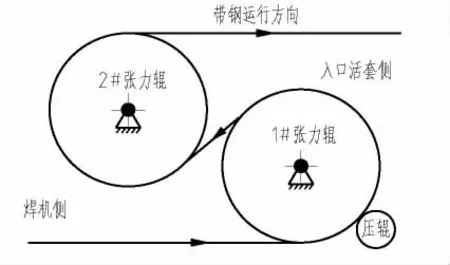
图1 1#张力辊结构示意图
由于入口活套张力比较大,特别是在生产镀铝锌产品时,入口活套张力达到3200daN,在如此大的张力下,带钢在1#张力辊表面出现相对运动和制动抱闸自动力矩不能克服对1#张力辊组转动力矩的问题。这两种情况造成焊机带尾定不了位,不具备起焊接活套条件,不能按焊机顺控逻辑完成焊接的正常作业;同时,带尾在活套自身张力拉动下被动滑移,使得带尾缩带,致使机组降速,当带尾退出1#张力辊时,带尾失去后拉力自动退到活套,造成生产停机事故。
1.1 带尾在1#张力辊逃逸的原因分析
当1#和2#开卷机进行交替开卷时,1#张力辊停机制动带钢,制动抱闸动作抱紧闸轮制动张力辊转动。在焊接前,为对准焊机,需将带钢从入口活套拉出一段,也就是返回送料,这时1#张力辊施力情况如图2所示。
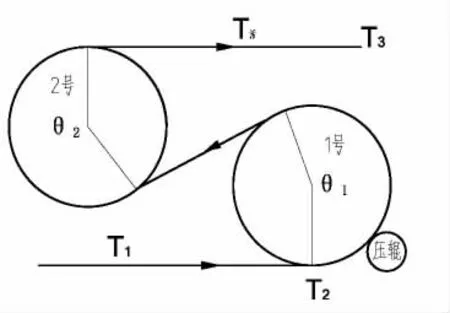
图2 1#张力辊受力分布图
带钢在1#张力辊和2#张力辊上的包角分别为θ1和θ2,且有θ1=θ2=θ=222°;带钢与1#辊和2#辊碳化钨涂层表面的摩擦系数分别设定为f1和f2[8]。压辊装置的驱动为双作用气缸和设置两根压辊,每个气缸工作直径,压辊气缸压力,入口活套张力设定为[8]。
设带钢在压辊位置最大理论张力消耗为T2,则有:

式中,f为辊面摩擦系数,θ为带钢在张力辊上的包角,T3为入口活套张力。
代入上述1#张力辊相关数据,可得T2=1755daN。
设压辊的理论压力为F1,则有:

式中,f为辊面摩擦系数,T2为带钢在压辊位置最大理论张力消耗。
代入前面的数据,可得F1=11325daN。
设压辊的实际压力为F2,则有:

式中,P1为压辊气缸压力,S1为气缸面积,D1为气缸工作直径。
代入前述数据,可得F2=7540.8daN。
因为F1>F2,所以压辊的实际压力不能满足理论压力需要。当带钢对压辊要求的压力超过压辊能提供的最大压力时,带钢就会在张力辊上出现打滑的现象。
1.2 张力辊被动拉转的原因分析
当入口带钢需要停止时,1#张力辊需要停止运转,制动装置抱紧张力辊组阻止张力辊转动。而1#张力辊的抱紧装置包括:抱闸两套(最大制动转矩TN=450N·m×2=900N·m),闸轮(外径D1=500mm,工作位置的直径D2=440mm),减速机(传动比i=16)[8]。取入口活套的最大张力为T活=T3=3200daN,张力辊外径D3=900mm[8]。
将入口活套张力对1#张力辊的转矩等效到闸轮处位置时的转矩为,则有:

式中,T3为入口活套张力,D3为张力辊直径,i为减速机传动比。代入上述已知数据,可得N1=900N·m。设抱闸抱紧转矩为N2,则有:

式中,TN为抱闸装置的最大制动转矩,D1为闸轮外径,D2为闸轮工作位置的直径。
带入上述已知数据,可得N2=792N·m。
由于,得出,1#张力辊最大的抱闸制动抱紧力不能克服入口活套的最大张力对1#张力辊的等效转矩,所以1#张力辊需要停止带钢运行时,活套张力将驱动张力辊转动致使带钢移动。
2 解决对策
2.1 解决带钢打滑的对策
对于带钢在1#张力辊打滑的问题,改善方法就是1#转向辊新增一套制动装置。该机构由一组气动换向阀、汽缸、制动辊、液压换向阀、液压马达等部件构成。取带钢在制动辊表面的摩擦系数μ=0.4,制动辊为双气缸驱动,设气缸工作直径D4=20cm,气缸压力为P2=6kg/cm2[8]。
设制动辊对带钢的摩擦力为F3,则有式(6):

式中,P2为气缸压力,μ为带钢在制动辊表面的摩擦系数,S2为气缸工作面积,D4为气缸工作直径。
代入上述已知各数据,可得F3=1508daN。
用T3’表示加了新增制动装置后入口活套的张力,则有:
T3’=T3-F3=3200-1508=1692daN
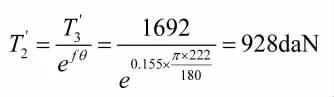
则根据前面式(1),新增制动装置后,带钢在压辊位置最大张力消耗T2’为:
则新增制动装置后,压辊的理论压力F1’为:
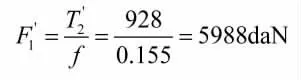
由于F1’<F2,制止了带钢在张力辊处产生滑动的情况。
2.2 解决张力辊被拉转动的措施
针对抱闸制动力矩能力不足的问题,解决思路就是改变闸轮直径和抱闸数量来加大抱闸的制动转矩。改造闸轮外径变大到D1’=600mm,闸轮工作位置的直径改为D2’=540mm;抱闸由原来的2套增加到现在的4套。
设新的抱闸抱紧转矩为N2’,则根据式(5)有:

式中,D1’为新的闸轮外径,D2’为新的工作位置的直径,TN为抱闸装置的最大制动转矩。带入相应数据,可得N2’=1650N·m。
由于N1<N2’,1#张力辊最大的制动抱紧能力远远大于入口活套最大张力转换到闸轮处的转矩,所以1#张力辊停止运转后再也不会出现被入口活套被动拉动运转。
3 结论
攀钢2#连续镀锌机组带钢在1#张力辊产生相对运动的问题是安全系数取值过低、功能不能满足现场入口段带钢启停实际生产需要,通过压辊压力和抱闸制动力矩两个原因的受力分析,找出了症结,采用新增制动辊装置、增大抱闸数量和闸轮直径的解决对策,根本上克服了之前存在的故障现象。在以上对策实施后,通过实践应用效果表明,能够有效保证攀钢2#连续镀锌机组入口段焊机正常焊机和入口活套的正常冲放套动作,对机组稳定顺行意义重大。
