板带热连轧机活套控制系统优化
2017-03-09姬亚锋郭鹏程刘光明
姬亚锋 田 敏 郭鹏程 胡 啸 刘光明
1.太原科技大学重型机械教育部工程研究中心,太原,0300242.太原科技大学电子信息工程学院,太原,030024
板带热连轧机活套控制系统优化
姬亚锋1田 敏2郭鹏程1胡 啸1刘光明1
1.太原科技大学重型机械教育部工程研究中心,太原,0300242.太原科技大学电子信息工程学院,太原,030024
针对板带热连轧机传统活套控制策略不能满足实际生产需求的问题,给出活套电机力矩的计算方式和采用电流反馈信号的张力检测方式,提出基于软接触控制、防甩尾控制和流量补偿功能的活套优化控制策略。将优化后的活套控制策略应用于热连轧生产线,结果表明,对于3.0 mm×520 mm规格的带钢,活套角度波动范围可控制在±2°之内,活套电流在设定值的±5%波动,头部厚度偏差±40 μm范围内厚度精度命中率能够达到98.7%,宽度偏差0~4 mm范围内厚度精度命中率能够达到96.9%,带钢头尾尺寸精度显著提高。
活套控制;软接触控制;防甩尾控制;流量补偿
0 引言
在板带热连轧机中采用活套控制轧制张力是热连轧的基本特征之一。轧制过程中,主传动系统存在着动态咬钢速降,稳定轧制时存在温度波动、机架出口厚度波动、轧辊偏心等外部干扰,导致各机架之间的速度匹配具有时变性。而活套在检测到机架间轧件的活套量变动量后,通过吸收活套量变动并保持恒定的小张力,使得生产能够正常进行[1-3]。带钢的张力与带钢的厚度、宽度及板形相互关联,轧制过程中稳定的张力控制是连轧能够顺利进行的前提条件,也是板带能够获得高精度尺寸和良好板形的基础。由活套控制的起套和落套阶段,需保持活套辊和带钢之间良好的跟随性,避免对带钢产生冲击,影响带钢的头部尺寸精度[4-6]。
本文针对活套起落套过程,优化活套电机的速度设定和力矩设定值,采用新型软接触控制、防甩尾控制和流量补偿控制功能,减小活套支持器对带钢产生的突然冲击,增强轧制稳定性,提高带钢厚度及宽度控制精度。
1 热连轧活套控制系统
带钢热连轧机通过活套装置实现了微张力小套量轧制,避免了带钢被拉窄等一系列降低成品质量的后果。根据其现场仪表配置和活套控制要求,传统活套控制系统主要包含高度控制和张力控制,如图1所示。
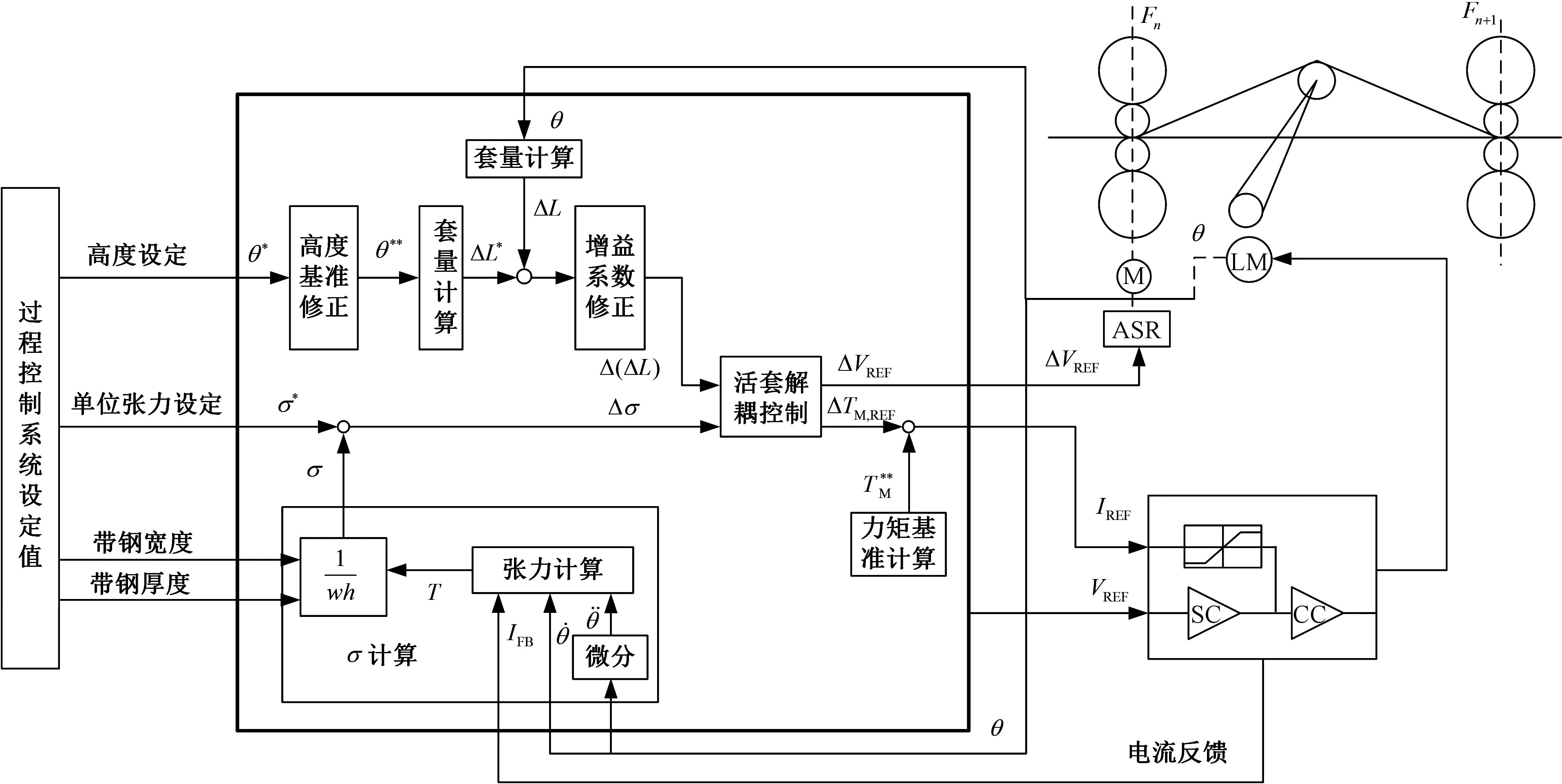
图1 活套控制原理图Fig.1 Looper control principal block diagram
1.1 活套高度控制模型
活套高度控制的目的是通过控制上游机架主传动的速度维持各机架间秒流量相等。轧制过程中,工艺参数(如辊缝波动、来料温度、其他控制系统的干扰等)的变化导致速度差发生变化,造成活套高度偏离基准值,以此造成的套量偏差来调节上游机架的速度,维持机架间秒流量恒定。
热轧系统中,由于活套量不能用直接测量的方式进行测量,只能通过活套支持器的摆角间接求得,因此套量计算数学模型的选择决定了活套高度控制系统的控制质量。
活套几何尺寸如图2所示。图2中,L、a、PH、R、r均为已知数。在忽略活套辊弧面影响的前提下,根据图2所示的几何关系,可得套量ΔL与活套支持器角度θ的函数关系为
ΔL=BA+AC-BC=BA+AC-L
(1)
(2)
(3)
(4)
式中,θ为活套支持器工作角度,(°);PH为活套支持器支点至轧制平面的高度,mm;R为活套支持器支臂长度,mm;r为活套辊半径,mm;L为相邻机架间的距离,mm;L1为活套支点至前机架的距离,mm;L2为活套支点至后机架的距离,mm。

图2 机架间活套几何尺寸图Fig.2 Looper structure dimensions
1.2 活套张力控制模型
活套张力控制通过控制活套机构的电机力矩来实现轧制中带钢的恒定张力控制,以防止带钢跑偏和颈缩,有效提高板带质量[7-8]。
1.2.1 活套受力分析
如图3所示,机架间活套受到以下力的作用:①带钢张力对活套辊的压力;②带钢质量、带钢弯曲力和活套辊自重的合力;③活套辊的离心力;④带钢的离心力;⑤活套加速产生的加速惯量;⑥带钢加速惯量。

图3 活套受力分析图Fig.3 Force analysis of looper
活套辊作用力可分解为活套径向受力FA和活套旋转方向受力FL。活套径向受力沿活套臂作用在活套的旋转轴上,对活套电机的转速和电流均无影响,只有在设计旋转轴受力强度时才会考虑,而活套旋转方向受力对活套产生力矩,也就是对活套电机的转速和电流产生力矩。
活套在径向受力FA为
(5)
活套在旋转方向受力FL为
(6)

1.2.2 张力检测计算
活套力矩TM为活套旋转方向受力与活套臂长度的乘积,即
(7)
式中,WL为活套臂自重,N;LG为活套力臂长度,mm;I为活套转动惯量,kg·m2;N为活套转速,r/min。
由式(7)得出带钢张力T为
(8)
带钢单位张力值σ为
(9)
2 张力控制优化
活套控制的起套和落套阶段的活套转速和力矩大小对带钢头尾质量至关重要,软接触控制、防甩尾控制和流量补偿控制功能的采用可显著提高带钢质量。
2.1 软接触控制
活套控制过程中,活套装置的设定速度不能为零,以保证活套辊和带钢之间良好的跟随性。但如果活套辊在贴紧带钢的瞬间速度很高的话,就不可避免地对带钢产生冲击,使带钢头部被拉窄,产生颈缩,影响带钢的头部尺寸精度。为防止前述情况的发生,在活套电机的速度设定和力矩设定上,采用软接触控制,尽可能减小活套支持器与带钢接触瞬间对带钢产生的突然冲击[9]。
2.1.1 活套电机速度设定

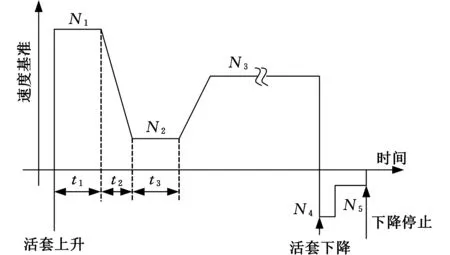
图4 活套电机的转速图Fig.4 Motor speed curve of looper
转速与角度的关系为
(10)
式中,i为活套电机减速比。
根据式(10)可知:
(11)
根据速度位移关系可得
(12)
由式(12)可得
(13)
根据恒定速度情况下速度位移关系可得
(14)
2.1.2 活套电机转矩设定
活套电机起套电流的设定曲线见图5。起套电流设定的原则如下:①在活套接触带钢前,即t1+t2阶段,将活套电流设为最大允许值;②在活套即将接触带钢时,即t2时刻,将活套电流切换为张力调节器给出的设定值。

图5 活套电流的设定曲线Fig.5 Current setup curve of looper motor
2.2 防甩尾控制
活套过早落套会使带钢尾部失张距离增大,影响带钢尾部尺寸精度,而活套过晚落套会使带钢尾部在被活套辊顶起而上翘的状态下高速甩出,有可能发生拍击轧辊、迭轧或损坏轧机入口导板等事故。在带钢尾部与上游Fn-2机架的距离在某一给定值时,使活套转入小套位置,在上游Fn机架抛钢时将活套降到底的带钢防甩尾控制策略可以减少带钢尾部失张,提高带钢尾部尺寸精度。图6所示为防甩尾控制的活套角度和张力设定曲线。
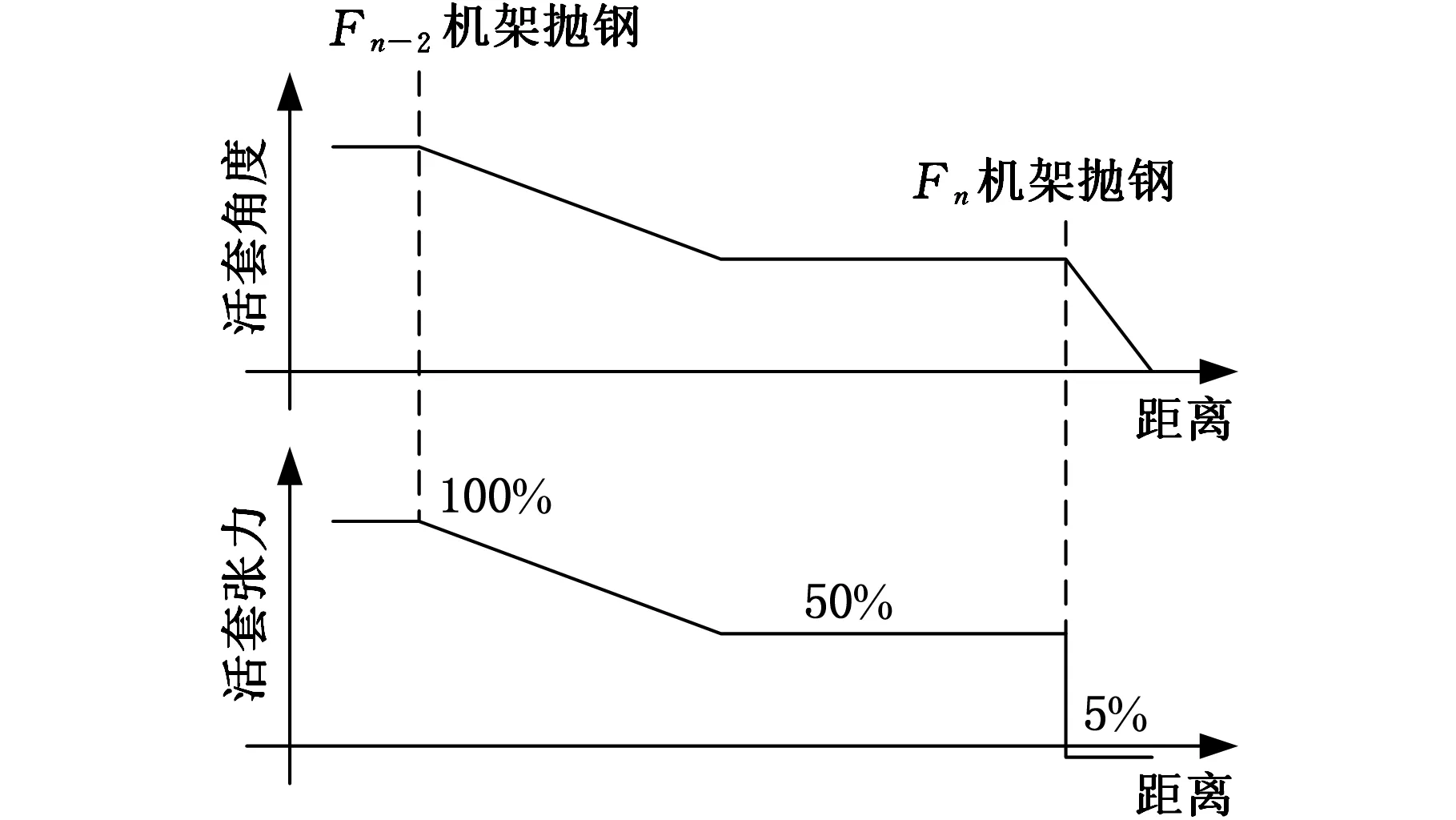
图6 防甩尾控制活套角度和张力设定Fig.6 Angle and tension setting of no whip control
对于L1和L2活套,当带钢尾部离开精轧机入口的HMD(hot metal detector),经距离跟踪后转入小套高度控制。其他机架间的活套由上游Fn-2机架抛钢后经距离跟踪发出转小套的命令。防甩尾控制的关键在于精确计算活套转小套控制的时间,即进行精确的距离跟踪。距离跟踪的原理如图7所示。图7中,vn为第n机架速度,m/s;L0为设定活套下降距离,m;Ls为机架通过带钢长度,m。
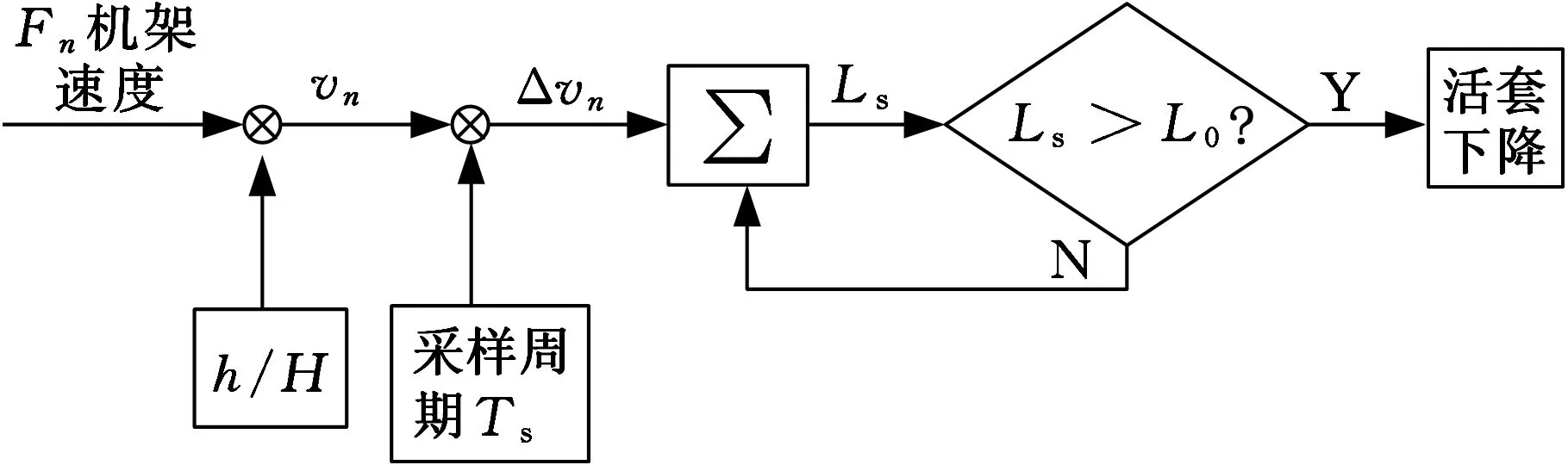
图7 防甩尾控制距离跟踪原理Fig.7 The track principle of no whip control
2.3 流量补偿控制
张力波动与厚度波动之间存在相互干扰,尤其是在穿带过程中,张力波动大容易引起轧机的振荡,使AGC(automatic gauge control)不能正常投入使用。在稳态阶段,由于AGC调节厚度变化引起张力变化,反之,张力变化也会引起厚度变化。这种干扰单靠活套系统很难完全消除,所以采用流量补偿的方法来消除这种干扰的影响。
由秒流量相等可得
hnvn=hn+1vn+1
(15)
hnΔvn+vnΔhn=hn+1Δvn+1+vn+1Δhn+1
(16)
式中,hn为第n机架实际厚度,mm;vn为第n机架实际速度,m/s。
整理得
(17)
轧制过程中,考虑压下效率、厚度偏差与辊缝调节量之间关系,可得
(18)
式中,Δhn为第n机架厚度偏差量,mm;ΔSagc,n为第n机架辊缝调节量,mm;K为轧机刚度系数,MN/m;Q为轧件塑性系数,MN/m。
联立式(17)和式(18)可得速度补偿量为
(19)
式中,kn为第n机架补偿系数。
3 现场应用效果分析
优化后的活套控制系统已成功应用于某热连轧生产线。轧制工艺参数:来料规格为32mm×520mm;成品厚度为3.0mm;轧制速度为10m/s;PDA(processdataacquisition)采样时间为10ms。图8给出了某热连轧活套角度、活套电流、厚度偏差和宽度偏差的控制效果曲线。
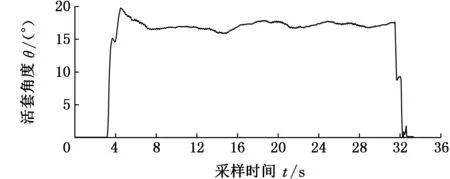
(a)活套角度值

(b)活套电流值

(c)厚度偏差量
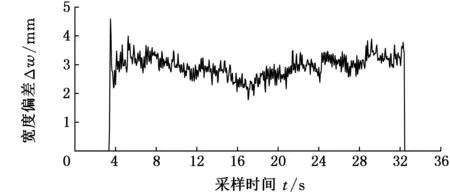
(d)宽度偏差量图8 活套控制效果图Fig.8 The control curve of looper
如表1所示,采用优化后的活套控制系统活套角度波动范围可控制在±2°之内,活套电流在设定值的±5%波动,头部厚度偏差±40μm范围内厚度精度命中率能够达到98.7%,宽度偏差0~4mm范围内厚度精度命中率能够达到96.9%,有效避免了轧制过程中的张力波动及带钢头尾失张,带钢厚度和宽度控制效果良好。
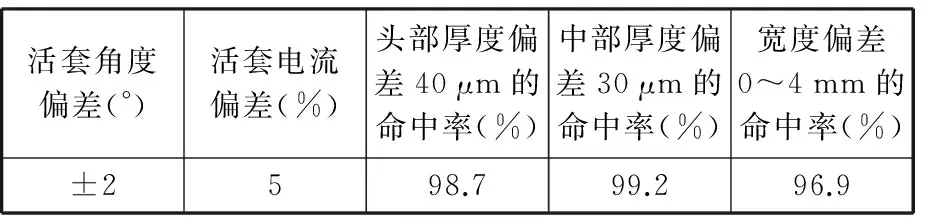
表1 3.0 mm控制精度统计
经过长时间的调试和参数优化,本控制策略已稳定应用于热连轧各规格产品的生产过程中,对一个轧制换辊周期内278块带钢进行控制精度统计,统计结果如表2所示。统计数据表明,活套角度波动范围可控制在±2°之内,活套电流在设定值的±5%范围内波动,头部厚度偏差±40 μm范围内厚度精度命中率均能达到98.05%以上,宽度偏差0~4 mm范围内厚度精度命中率均能达到96.6%以上,带钢厚度和宽度控制效果良好,显著提高了产品质量。
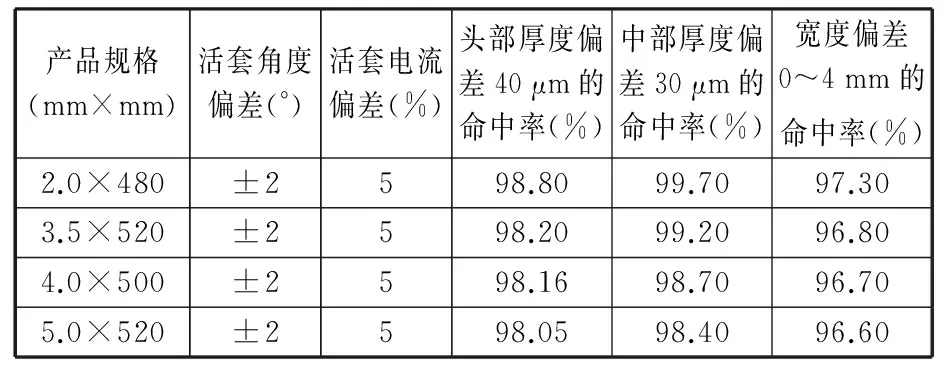
表2 控制精度统计
4 结论
(1)分析了活套高度和张力控制系统的结构和功能,给出活套电机力矩的计算方式和采用电流反馈信号的张力检测方式,提高了活套工作稳定性。
(2)针对活套起套时可能对带钢产生撞击和带钢尾部离开上游机架时可能产生的甩尾和尾部失张现象,提出活套软接触控制和防甩尾控制方法;针对厚度控制对活套控制系统的影响,提出流量补偿控制方法,提高带钢头尾控制精度。
(3)优化后的活套控制系统成功在热连轧生产线得到应用。统计数据表明,对于典型规格的带钢产品,采用优化后的活套控制策略活套角度波动范围可控制在±2°之内,活套电流在设定值的±5%范围内波动,头部厚度偏差±40 μm范围内厚度精度命中率能达到98.05%以上,宽度偏差0~4 mm范围内厚度精度命中率均能达到96.6%以上,带钢厚度和宽度控制效果良好,显著提高了产品质量。
[1] 邹俊,傅新,杨华勇,等.精轧活套控制系统研究[J].浙江大学学报(工学版),2007,41(12):2052-2057. ZOU Jun, FU Xin, YANG Huayong, et al.Investigation into Looper Control System for Finishing Mill[J]. Journal of Zhejiang University(Engineering Science),2007,41(12):2052-2057.
[2] 尹方辰,孙杰,马更生,等.基于ADAMS-MATLAB联合仿真的液压活套多变量解耦控制[J].东北大学学报(自然科学版),2016,37(4):500-503. YIN Fangchen,SUN Jie, MA Gengsheng, et al.Multivariable Decoupling Control of Hydraulic Looper System Based on ADAMS-MATLAB Co-simulation[J]. Journal of Northeastern University(Natural Science) ,2016,37(4):500-503.
[3] 黄涛,曹建国,张杰. 一种提高热连轧机液压活套系统伺服控制响应速度的方法[J]. 中国机械工程,2008,19(11):1351-1353.HUANGTao,CAOJianguo,ZHANGJie.AWaytoEffectiveResponseCharacteristicsofHydraulicLoopersServoControlSysteminHotStripMills[J].ChinaMechanicalEngineering,2008,19(11):1351-1353.
[4]STEINBOECKA,MÜHLBERGERG,KUGIA,etal.ControlofStripTensioninaRollingMillBasedonLoopersandImpedanceControl[J].IFACProceedings, 2014, 47(3):10646-10651.
[5]ZHONGZhaozhun,WANGJingcheng,ZHANGJianmin,etal.Looper-tensionSlidingModeControlforHotStripFinishingMills[J].JournalofIronandSteelResearch,International, 2012, 19(1):23-30.
[6] 邹俊,傅新,杨华勇,等.精轧张力系统的仿真与试验[J].吉林大学学报(工学版),2008,38(2):354-359.ZOUJun,FUXin,YANGHuayong,etal.NumericalSimulationandExperimentalInvestigationintoTensionControlSystemfortheHotStripFinishingMill[J].JournalofJilinUniversity(EngineeringandTechnologyEdition) ,2008,38(2):354-359.
[7]CHENJinxiang,YANGWeidong,SUNYanguang.H∞ControlofLooper-tensionControlSystemsBasedonaDiscrete-timeModel[J].JournalofIronandSteelResearch,International, 2013, 20(10): 28-31.
[8] 陶桂林,刘超.热连轧机组活套张力力矩的精确计算[J].轧钢,2014,31(3):20-22.TAOGuilin,LIUChao.AccurateCalculationofLoopTensionMomentofHotStripMill[J].SteelRolling, 2014,31(3):20-22.
[9] 刘兴华.迁钢2160热轧液压活套软接触控制的研究与应用[J].冶金自动化,2012,36(6):58-62.LIUXinghua.ResearchandApplicationofSoft-touchControlforHydraulicLoopin2160HotRollingMillofQiangang[J].MetallurgicalIndustryAutomation,2012,36(6):58-62.
(编辑 王旻玥)
Optimization of Looper Control Systems for Hot Strip Mills
JI Yafeng1TIAN Min2GUO Pengcheng1HU Xiao1LIU Guangming1
1.Engineering Research Center for Department of Heavy Machinery Education,Taiyuan University of Science and Technology,Taiyuan,030024 2.School of Electronic Information Engineering, Taiyuan University of Science and Technology,Taiyuan, 030024
Aiming at the problems that traditional looper control systems could not meet the requirements of practical productions, the calculation method of looper motor torques and the detection methods of tension were given according to looper currents, the optimal control strategies of loopers were put forward based on the soft touch method, no whip control method and flow compensation method. The optimized looper control system was applied in a hot strip mill, and the practical application results show that with the specification of 3.0 mm×520 mm, the angles of loopers may be controlled within the target tolerances of ±2°, the currents of loopers may be controlled within the target tolerances of ±5%. The thickness may be controlled within the allowable thickness deviation of ±40 μm over 98.7%, and the strip width deviation may be controlled within the target tolerances of 0~4 mm over 96.9% of the strip steels and the precision of strip head and tail is enhanced.
looper control; soft-touch control; no whip control method; flow compensation
2016-10-14
NSFC-山西煤基低碳联合基金资助项目(U1510131);山西省青年科技研究基金资助项目(201601D202027);太原科技大学博士科研启动基金资助项目(20152013)
TG335
10.3969/j.issn.1004-132X.2017.04.006
姬亚锋,男,1986年生。太原科技大学重型机械教育部工程研究中心讲师。主要研究方向为金属加工智能控制。发表论文7篇。E-mail:jyf0109@126.com。田 敏,女,1992年生。太原科技大学电子信息工程学院硕士研究生。郭鹏程,男,1991年生。太原科技大学重型机械教育部工程研究中心硕士研究生。胡 啸,男,1986年生。太原科技大学重型机械教育部工程研究中心讲师。刘光明,男,1982年生。太原科技大学重型机械教育部工程研究中心副教授。
