三元色智能环锭细纱机后区牵伸装置的改进
2019-02-26韦金平管幼平
韦金平,管幼平
(经纬智能纺织机械有限公司,山西 晋中 030601)
经纬智能纺织机械有限公司研发的JWF1551型三元色智能环锭细纱机,其牵伸部位有很大的变革,采用全电子牵伸、3根后罗拉同轴套合、伺服单独驱动等,使纺纱性能得到大幅提高[1]。笔者针对JWF1551型三元色智能环锭细纱机在执行一些特殊工艺时,就后区牵伸出现的问题进行分析。
1 后区牵伸结构原理
三元色智能环锭细纱机牵伸区结构如图1所示。纺纱时,3根独立的粗色纱分别通过导纱喇叭,进给速度完全受其对应的后罗拉控制,通过位于后牵伸区的集纱器进入前牵伸区,经过双区牵伸后从前罗拉进入加捻卷绕区。与普通细纱机相比,其牵伸区不同之处在于后区,导纱喇叭可保证粗纱在进入牵伸区时处于正确的位置,集纱器组合可使粗纱在进入前牵伸区前集聚成束[2]。
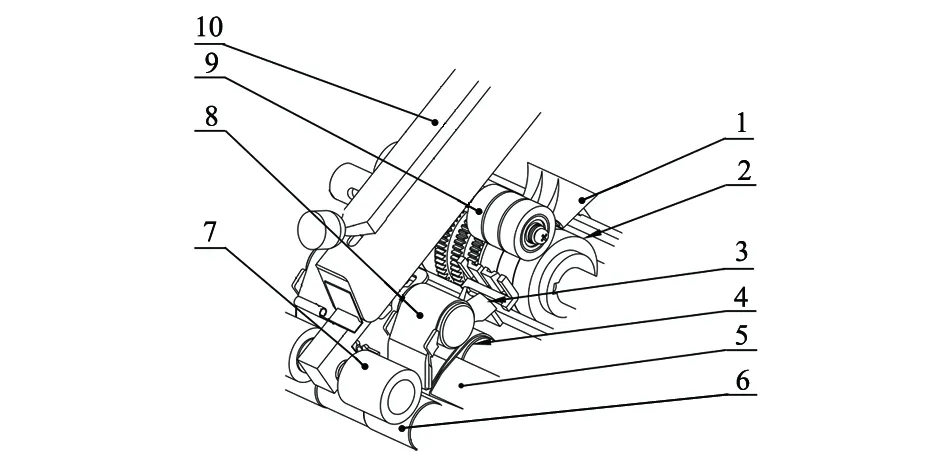
1—导纱喇叭;2—后罗拉组合;3—集纱器组合;4—中罗拉;5—下销胶圈组合;6—前罗拉;7—前上罗拉轴承;8—上销组合;9—后上罗拉轴承;10—摇架。图1 三元色智能环锭细纱机牵伸区示意
2 存在问题及原因分析
细纱机纺纱过程中执行某些比较特殊的工艺参数时,由于后牵伸区的结构,可能会出现粗纱喂入问题。3根粗纱并列通过集纱器的前端出口,如果是持续喂入,那么已经进入中罗拉钳口的纤维会对后面的纤维产生牵伸力,粗纱传递不会出现问题;但是,当其中1根或者2根粗纱根据花色变化的需要,停止喂入一段时间后,会发现断头处在集纱器的前端出口(这是一个很复杂的力学问题,在此不讨论);当需要再次启动被停掉的粗纱时,会因为粗纱自身刚性、相邻粗纱间的摩擦力、粗纱的粗细与集纱器出口的关系以及中、后罗拉隔距等原因无法通过集纱器前端出口,导致后罗拉喂入的粗纱在后牵伸区出现堆积、跳纱、缠绕后罗拉等问题[3]。
3 改进思路
由于后罗拉是3根同轴,且考虑到传动结构等使后罗拉的直径较大,客观原因导致中、后罗拉牵伸隔距比普通细纱机大很多,不利于自停后再启动粗纱的正常传输。细纱机前区牵伸多采用上下销—胶圈式的结构[4],使纤维在经过摇架加压的上、下胶圈接触面上传输,稳定可靠。基于这种原理,改进后区牵伸为上下销—胶圈式牵伸结构。经过计算和结构设计,新设计的后区牵伸结构如图2所示。
新结构在后牵伸区的下方加装胶圈,并由下销张紧;并将原来单一的上罗拉轴承改为由上罗拉轴承、胶圈、上销组成的结合件,当压下摇架后,粗纱在上、下胶圈间受压可控运行[5]。这种结构既保持了粗纱在后区牵伸是单独控制的优势,还可使粗纱进入中罗拉前的浮游长度大幅缩短,能有效避免先前结构在应对特殊纺纱工艺时出现的各种问题。

1—下胶圈;2—后罗拉组合;3—后罗拉轴承;4—后上罗拉胶圈;5—下销;6—上销。图2 上下销—胶圈式后区牵伸结构
4 结语
新设计的后区牵伸结构是一种理想化的结构模型,这种方案的上销是否需要添加“护边”以保证上胶圈在运转时处于正确的位置,是否需要考虑后罗拉上、下胶圈切线的具体位置、中后罗拉间的牵伸隔距、浮游区前方集纱器形状及口径尺寸、浮游区的长度调节、后区牵伸速度和胶圈材质的匹配、上下胶圈的张紧方式,以及器材专件的通用性、标准化,批量制造的工艺性等问题对纺纱效果的影响,在由设计样品变为正式产品之前,尚需根据试验结果对相关参数和结构做进一步调整、优化。限于生产周期等因素,目前尚未进行试验验证,但是参照色纺领域已成熟的单区胶圈牵伸试验结果,可以预见新结构的可靠性,并能解决粗纱在后牵伸区堆积、跳纱、缠绕等问题,能保证该设备可纺工艺覆盖面更广。
