拼接成型对非晶定子铁心的磁性能影响
2019-02-25李山红李立军贾春波李德仁卢志超
李山红,李立军,贾春波,李德仁,卢志超
(1.钢铁研究总院,北京 100081; 2.中国钢研科技集团有限公司安泰科技股份有限公司,北京 100081)
0 引 言
非晶态合金与硅钢片相比,具有优异的磁性能,其磁导率高于硅钢片,而损耗不到硅钢片的二分之一[1-2],已经被成功应用于变压器上,可使非晶变压器的空载损耗降低到硅钢变压器的30%以下。
2016年,国内非晶带材产量近10万吨,销量8.5万吨;2017年,国内非晶带材销量在8.5万吨左右。国产非晶带材产业化的迅猛发展,为非晶电机的大规模应用提供了产业基础。
非晶电机在近些年来也取得了很大的进步,湘电莱特和日立金属已经开发出商品化的非晶电机,且性能优于硅钢电机,非晶电机在未来的可行性也得到了充分的验证。
由于非晶态合金带材的带宽受到了限制,目前市面上最宽的非晶带材为213 mm,因此使得生产大功率的电机受到了局限。当非晶定子铁心外径尺寸大于213 mm时,需要采取多块拼接成型的方式来制备铁心。而采用拼接的方式来制备电机铁心,必然会引起铁心损耗的增加,本文主要研究拼接成型的非晶定子铁心应用于非晶电机的可行性。
1 实 验
名义成分为Fe80Si9B11的铁基非晶合金带材采用平面流铸带方法制备,带材厚度为25 μm~27 μm,宽为50 mm,表面光洁。先将50 mm宽的非晶态金属带材冲成110 mm长的冲片,再将冲片叠片成宽50 mm,长110 mm,高20 mm的非晶棒,然后再将非晶棒在卧式炉中热处理,热处理工艺为390 ℃保温90 min。将热处理后的非晶棒放入环氧树脂与乙酸乙酯重量百分比为1∶5的浸漆液中浸漆1 h后再170 ℃保温2 h固化,然后将非晶棒切割成外径40 mm,内径20 mm和长度20 mm的非晶定子铁心,分别为整体、两块拼接、三块拼接和四块拼接,最后将铁心进行除锈、酸洗和防锈处理。并用同样的热处理和浸漆固化工艺,制备了一个外径40 mm,内径20 mm,叠厚20 mm的非晶冲片叠层定子铁心。铁心的质量为83 g,叠片系数为0.92。
制得的定子铁心如图1所示。

图1 整体和不同块数拼接成型线切割铁心
采用IWATSU测试系统,测量冲片铁心、不同块数拼接线切割铁心和加气隙线切割铁心50 Hz下的磁化曲线和50~800 Hz下的损耗。
2 结果与讨论
图2和图3给出了线切割后未处理的铁心和经过除锈、酸洗和防锈处理的铁心与冲片浸漆固化铁心的磁性能对比曲线。图2为频率从50~800 Hz时,磁感应强度为1.0 T的铁损变化曲线,图3为50 Hz下的B-H曲线。

图2 切割后未处理的铁心和经过处理的铁心与冲片浸漆固化铁心的损耗对比曲线

图3 线切割后未处理的铁心和经过处理的铁心与冲片浸漆固化铁心的磁化曲线
由图2可知,冲片的铁心损耗最低,线切割后经过处理的铁心与未处理的铁心相比,在800 Hz,1.0 T下的损耗由7.8 W/kg降低到7.0 W/kg,铁心损耗降低了10.26%。由图3可知,在同样的激磁条件下,冲片铁心的Bm值最高,线切割后经过处理的铁心与未处理的铁心相比,在激磁条件为50 Hz,Hm=1 200 A/m时,整块铁心Bm值由1.22 T增加到1.25 T,增加了2.40%。
图4和图5分别为冲片铁心端面和线切割后经过处理的铁心切缝表面显微形貌。比较图4和图5可得,铁心经线切割后,切割面的表面相邻层的带材融合在一起,看不到非晶带材层与层之间的间隙。这是因为在线切割过程中,电火花的瞬时高温可以使切割面带材熔化成一体,在切割面电蚀出很多小坑,并改变了Fe80Si9B11非晶线切割铁心切割面的物相结构。

图4 Fe80Si9B11非晶冲片铁心切口面显微形貌
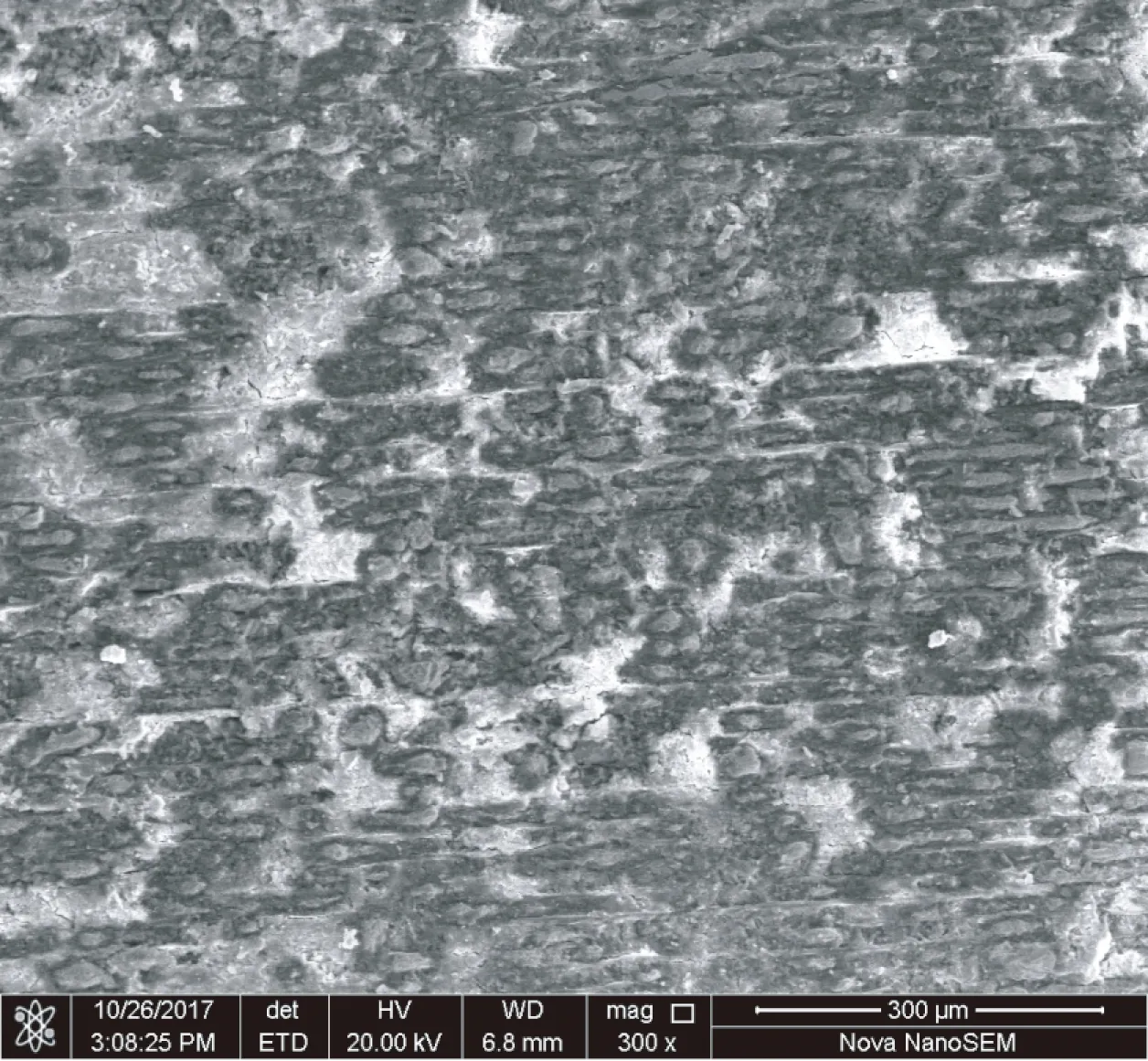
图5 Fe80Si9B11非晶线切割铁心切割面显微形貌
图6和图7给出了两块拼接的铁心不加气隙与加上气隙0.25 mm的磁性能对比曲线。图6为在频率从50~800 Hz时磁感应强度为1.0 T的铁损变化曲线,图7为50 Hz下的B-H曲线。

图6 两块拼接的铁心不加气隙与加0.25 mm气隙的铁心损耗对比曲线

图7 两块拼接的铁心不加气隙与加0.25 mm气隙铁心的磁化曲线
由图6可知,加0.25 mm气隙后铁心的损耗增加,与未加气隙的铁心相比,在800 Hz,1.0 T下的损耗由9.9 W/kg增加到11.5 W/kg,增加了16.16%。由图7可知,加0.25 mm气隙后,在同样的激磁条件下铁心的Bm值大幅度降低,在激磁条件为50 Hz,Hm=1 200 A/m时,加0.25 mm气隙的铁心与未加气隙的铁心相比,Bm值由1.07 T降低到0.79 T,降低了26.17%。这说明气隙的增加会使得定子铁心的磁性能恶化。
图8和图9为整体和不同块数拼接成型线切割铁心与0.3 mm无取向硅钢的磁性能对比曲线。图8为在频率从50~800 Hz时磁感应强度为1.0 T的铁损变化曲线,图9为50 Hz下的B-H曲线。

图8 整体和不同块数拼接成型线切割铁心与0.3 mm无取向硅钢损耗对比曲线

图9 整体和不同块数拼接成型线切割铁心与0.3 mm无取向硅钢的磁化曲线
由图8可知,铁心随着拼接块数的增加,损耗依次增加,在800 Hz,1.0 T下整块铁心损耗最低,为9.2 W/kg;由两块拼接成型时,损耗为9.9 W/kg,铁心损耗增加了7.61%;由块拼接成型时,损耗为11.9 W/kg,铁心损耗增加了29.35%;而当拼接块数增加到四块时,损耗为15.3 W/kg,与整块铁心相比,铁心损耗增加了67.39%。厚0.3 mm的无取向硅钢在800 Hz,1.0 T下的损耗为39.4 W/kg,四块拼接的铁心与之相比,损耗降低了61.16%。由此可知,虽然拼接的块数增加,会导致铁心损耗增加,但是与硅钢相比,损耗还是有很大的优势,拼接铁心如仅考虑铁心损耗仍可以替代硅钢用在电机上。
由图9可知,经分块拼接后Fe80Si9B11非晶铁心的磁导率低于整块铁心,且分的块数越多,磁导率越低。在激磁条件为50 Hz,Hm=1 200 A/m时,整块铁心Bm值最高,为1.30 T;而当拼接块数增加到四块时,Bm值为0.91 T,与整块相比,降低了30%。这是因为铁心拼接后,块与块之间引入了空气气隙,而空气的磁导率远小于Fe80Si9B11非晶铁心的磁导率,铁心的磁路不均匀,与整块铁心相比,磁阻增大,很难达到饱和。且拼接的块数越多,引入的空气气隙越大,铁心磁化越困难。因此,当非晶定子铁心在用拼接方式成型时,拼接的块数越少越好。
3 结 语
本文研究了拼接成型对非晶合金定子铁心的磁性能影响,得到如下结论。
1)非晶定子铁心的损耗值随着拼接块数的增加依次增加,当拼接块数增加到四块时,在800 Hz,1.0 T下的损耗与整块相比增加了67.39%;但是四块拼接铁心的损耗与硅钢相比仍降低了61.16%。因此,非晶拼接成型定子铁心应用于电机中与硅钢相比,仍有损耗低的优势,具备应用的可行性。
2)在同样的激磁条件下,非晶定子铁心的Bm值随着拼接块数的增加依次减小,而当拼接块数增加到四块时,与整块相比,50 Hz,Hm=1 200 A/m的Bm值降低了30%。
3)由于受非晶态合金带材的带宽原因,必须采取拼接成型的方式制备非晶定子铁心时,拼接块数越少越好。
