当前浆纱机最新发展现状及关键技术
2019-02-15刘建立高卫东
朱 博 刘建立 高卫东
(江南大学,江苏无锡,214122)
2018中国国际纺织机械展览会暨ITMA亚洲展览会参展的浆纱机企业共有7家,国外浆纱机有德国卡尔迈耶控股公司(以下简称卡尔迈耶)、日本丰田自动织机公司(以下简称丰田),国内参加的有郑州纺织工程技术有限公司、江阴祥盛纺印机械制造有限公司(以下简称江阴祥盛)等5家企业。立足于当前最新机型,本文选择卡尔迈耶、丰田以及江阴祥盛展出浆纱机,从上浆装置、烘燥装置与驱动系统三个方面进行对比分析,为国产浆纱机的研发和纺织企业浆纱机设备选型提供参考。
1 上浆装置的创新设计
1.1 卡尔迈耶浆纱机
卡尔迈耶展示了ISOSIZE型与PROSIZE型浆纱机[1]。
1.1.1 ISOSIZE型浆纱机
ISOSIZE型浆纱机为标准型浆纱机,上浆装置中可选配预湿单元,见图1虚线框中所示。

图1 ISOSIZE型浆纱机预湿单元与浆槽
1-经纱;2-预湿槽;3-入槽辊;4-预湿辊;5-预湿轧辊;6-导纱辊;7-浸没辊;8-预压辊;9-上浆辊;10-压浆辊;11-浆槽
ISOSIZE型浆纱机的浆槽为双压式的两次上浆结构,所有的压辊均可进行线性加压。ISOSIZE型浆纱机最大浆纱速度为125 m/min,较常规浆纱机速度提高50%以上。
1.1.2 PROSIZE型浆纱机
PROSIZE型浆纱机在ISOSIZE型浆纱机基础上对导纱系统和浆槽设计进行改进,机器速度最高可达180 m/min。
PROSIZE型浆纱机预湿单元与浆槽示意图见图2,浆槽中不含浸没辊,并配备淋浆系统,四个浆辊形成三次上浆效果。同样,PROSIZE型浆纱机可选择配置预湿单元,从而实现“重披覆,兼渗透”的上浆效果,有效控制上浆率过高和织造过程中落浆严重的问题,提升织造车间环境的清洁度。另外,其浆槽具有高效浆液循环系统,采用两次浆液过滤,能大幅度减少浆斑和浆皮现象。
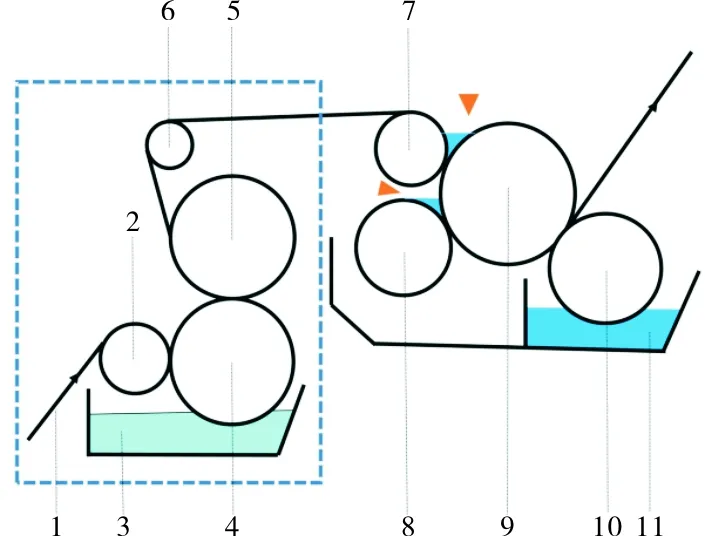
图2 PROSIZE型浆纱机预湿单元与浆槽
1-经纱;2-入槽辊;3-预湿槽;4-预湿辊;5-预湿轧辊;6-导纱辊;7-第1托浆辊;8-第2托浆辊;9-压浆辊;10-上浆辊;11-浆槽
1.2 丰田浆纱机
丰田展出的TTS10S型浆纱机采用双浆槽、无接触垂直引纱方式,最大浆纱速度为125 m/min[2-3]。根据主压浆辊压力,TTS10S型浆纱机的浆槽有两种形式供用户选择,分别为20 kN中压式和40 kN高压式。
1.2.1 20 kN中压式
20 kN中压式上浆装置采用浸渍与双压浆方式,浆槽结构见图3。
在TTS10S 型中压式上浆装置中,浆槽中浸没辊与第1压浆辊不接触,二者之间存在有自由纱段。第1组压浆辊垂直加压,压浆力为8 kN,第2组压浆辊横向加压,压浆力为20 kN。接触辊顺时针主动转动,可以将浆液带至纱线,形成第二次上浆。
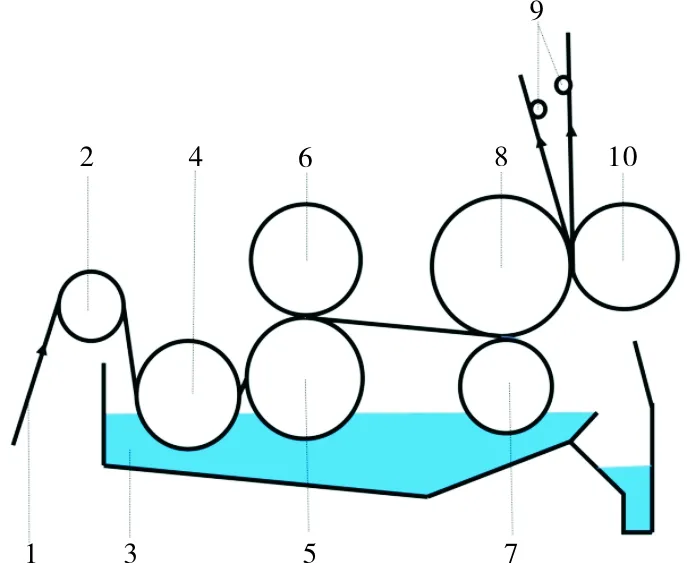
图3 TTS10S型中压式上浆装置浆槽
1-经纱;2-导纱辊;3-浆槽;4-浸没辊;5-第1上浆辊;6-第1压浆辊;7-接触辊;8-第2上浆辊;9-湿分绞棒;10-第2压浆辊
1.2.2 40 kN高压式
TTS10S型40 kN高压式上浆装置的浆槽结构示意图见图4。相比于20 kN中压上浆方式,40 kN高压上浆装置中浸没辊对第1压浆辊进行侧向加压,可增加浆液对纱线的渗透。第1组压浆辊垂直加压,压浆力为15 kN,第2组压浆辊横向加压,压浆力为40 kN。压浆后纱线竖直向上引出浆槽,经湿分绞棒贴伏毛羽,引入高架烘筒。
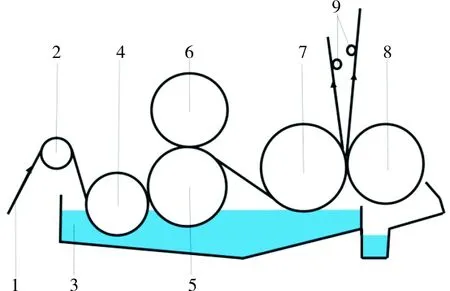
图4 TTS10S型40 kN高压式上浆装置浆槽
1-经纱;2-导纱辊;3-浆槽;4-浸没辊;5-第1上浆辊;6-第1压浆辊;7-第2上浆辊;8-第2压浆辊;9-湿分绞棒
1.3 江阴祥盛浆纱机
江阴祥盛展出的XS620型浆纱机[4]的浆槽结构示意图见图5。
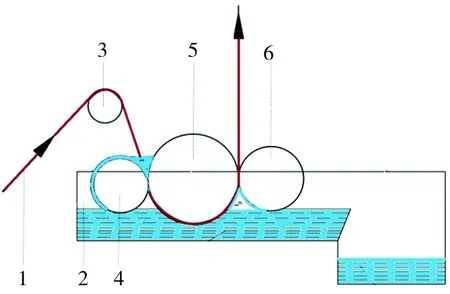
图5 XS620型浆纱机浆槽结构示意图
1-经纱;2-浆槽;3-导纱辊;4-预压辊;5-上浆辊;6-压浆辊
在采用XS620型浆纱机上浆时,经纱通过导纱辊,导入预压辊和上浆辊之间,进而沿上浆辊浸入浆槽的浆液内,利用浸入浆液内的预压辊将浆液带起至预压辊和上浆辊接触面上方的三角区内,形成具有一定浆液存储量的预上浆三角区,对经纱进行第一次上浆。经过第一次上浆后,纱片沿上浆辊下缘浸没至浆液中。在上浆辊与压浆辊的转动作用下,压至纱线内部,并挤出多余浆液完成第二次上浆,而后垂直离开浆槽进入烘房。通过预压辊和压浆辊的协同作用,该浆纱机的上浆装置形成两次浸压上浆的效果,使纱线实现良好的被覆与渗透。
1.4 三种浆纱机的上浆装置比较
通过对比可发现以上不同型号的浆纱机速度均可达到120 m/min以上,在高速浆纱条件下对纱线的张力与伸长要求更为严格,应保证在上浆过程中经纱不受干扰,保持均匀排列;与经纱接触的部件应光滑清洁,保证经纱张力和伸长不发生波动。
对以上浆纱机上浆装置的特点归纳分析可知,丰田浆纱机浆槽中浆辊数量较多、排列结构较为复杂,与ISOSIZE型浆纱机相同,浆槽中均存在有浸没辊,纱线未被浆辊完全控制,在湿区存在有自由纱段。PROSIZE型浆纱机与XS620型浆纱机的浆槽中取消了浸没辊,纱线被浆辊完全包覆,在湿区始终得到浆辊的引导与握持。XS620型浆纱机的上浆装置内仅含有预压辊、上浆辊与压浆辊,达到了浆槽与辅助浆槽一体化设计,较大程度上简化了浆槽结构。上浆装置无消极转动辊,避免了传统上浆方式中浸浆辊与上浆辊存在速度差异导致的纱线拉伸,可有效降低浆纱湿伸长率。同时,上浆过程中无自由纱段,经纱被有效控制而消除了纱线的回转,避免了纱线之间的纠缠现象。实现了湿区纱段积极控制,减少了纱线湿伸长,达到了浆纱保伸的目的。
2 烘燥装置的结构优化
2.1 卡尔迈耶浆纱机
卡尔迈耶浆纱机的烘房配置图见图6。烘房中烘筒个数可以根据经纱头份进行配置。见图6 (c),双浆槽浆纱后纱线可以分为两层,先进行预烘再主烘。
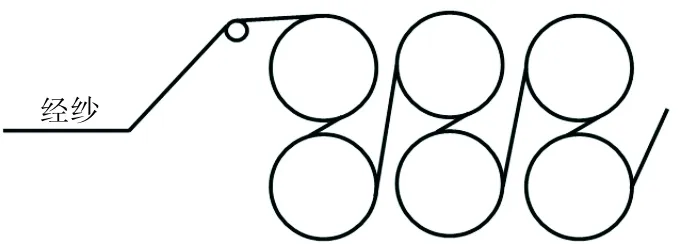
(a) 单浆槽浆纱烘房引纱路线
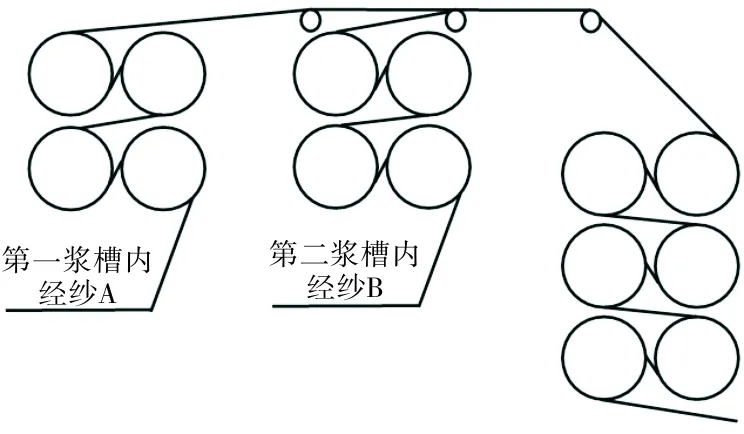
(b)双浆槽浆纱烘房引纱路线
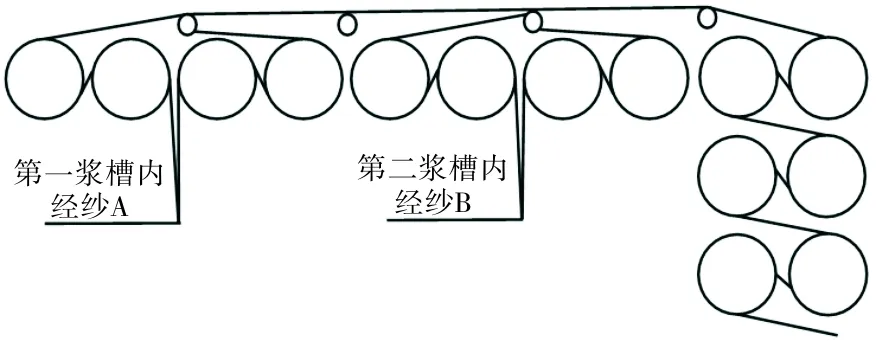
(c) 双浆槽浆纱两分层烘房引纱路线
2.2 丰田浆纱机
图7为TTS10S型浆纱机烘房引纱路线图,预烘烘筒采用积极传动方式,在加减速时可减少对纱线伸长的影响;主烘烘筒采用半积极摩擦方式传动,可抵消烘干时纱线的热收缩,保持其伸长率。

图7 TTS10S型浆纱机烘房引纱路线
2.3 江阴祥盛浆纱机
XS620型浆纱机的烘房采用顶置式结构,共24个烘筒。每个浆槽浆纱由8个烘筒分4组预烘,经过8个并合烘筒烘燥,引纱路线见图8。
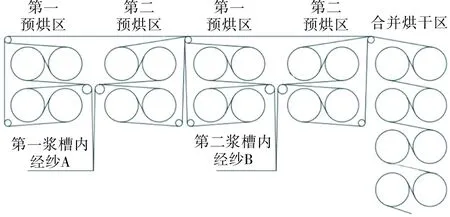
图8 XS620型浆纱机烘房浆纱引纱路线图
经纱出浆槽后经过两次分纱,使得经纱排列密度减少到原来的1/4,有效地消除了烘房中纱线的黏连问题,利于保证浆膜的完整性。
2.4 三种浆纱机的烘燥装置比较
在高速条件下浆纱,烘燥装置不仅需要做到能够给予浆后纱线足够的烘燥效率,满足浆纱回潮率的要求,又需要确保纱线间不发生相互黏连现象,尤其是在预烘阶段。因此,烘筒上的经纱应保持足够的间距,减轻经纱之间的黏连,从而减少干分绞的负荷,保持浆膜完整性,使得浆纱光洁、耐磨;烘筒的组合排列与传动方式应保持纱线的低伸长率。
与卡尔迈耶浆纱机、丰田浆纱机的双浆槽两分层烘燥装置相比,XS620型浆纱机每一浆槽浆纱预烘的8个烘筒为积极传动方式,利于减少浆纱的湿伸长。由于烘干烘筒是并排配置,能做到各片纱的干燥条件一样,从而使全部经纱得到均匀的烘干效果。8个并合烘筒中按照前中后传动型式各有不同,最前的两个为独立消极传动,中间4个为半积极传动,最后两个为积极传动方式,从而可有效控制伸长。
3 驱动系统的提升改进
卡尔迈耶浆纱机与丰田浆纱机均采用独特的传动系统对各部分进行单独传动,实现了精确的、再现性高的控制。丰田浆纱机利用AC矢量电机可单独设定第1和第2浆槽的湿伸长,利用开关操作实施单槽上浆与双槽上浆的切换;无机械式摩擦传动,保全简便省时,不会产生电力浪费。
XS620型浆纱机的浆槽中浸压机构的伺服控制有效消除了各辊之间的速度差异,减少纱线湿伸长,降低浆纱伸长率,为较大程度实现浆纱保伸提供技术支持。在浆纱机多单元控制中,各伺服驱动电机的转速调速精度精准,反应灵敏,为高速上浆提供了保障。例如,浆纱机车速从0 m/min~100 m/min加速时,伺服电机响应时间为300 ms左右,各电机的跟随定速快,动态响应时间6 ms~20 ms(1 000 r/min)。同时,伺服系统可以有效提高各单元之间的协同响应灵敏度,减少响应时间,真正实现速度同步,降低消极式张力调节机构的动作次数,减少开机和停车时因张力波动而形成的卷装不匀现象,大幅度降低开机和了机经纱浪费。
国产浆纱机总体上来看已取得很大的进步,与国外浆纱机的差距逐渐缩小,但在以下三个方面亟待提升。一是机台高速运行稳定性,浆纱机高速化之后,必须确保机台运行稳定性,特别是高速运行下经纱的张力与伸长控制;二是重点关注机台能耗,优化浆纱工艺参数,进一步降低国产浆纱机的能耗;三是加强浆纱机控制基础研究,实现浆液浓度在线监控,建立上浆率调控系统,为实现国产浆纱机的智能化提供理论支持。
4 结论
随着新型纺纱技术和高速无梭织机的广泛应用,对浆纱的要求不断提高,从2018年中国国际纺织机械展览会暨ITMA亚洲展览会展出的浆纱机来看,浆纱技术也取得较大进展,高速化上浆技术已成为浆纱机发展的主要趋势,国内外浆纱机生产企业已在高速化上浆装置设计、烘燥路径规划和精准驱动控制等方面开展了卓有成效的研究。国内外主流浆纱机车速已达到120 m/min以上,将逐渐实现高速上浆技术的产业化应用。浆槽内浸压装置的创新设计和分层预烘系统的联合应用真正实现了兼顾被覆和渗透,减少了预烘时纱线之间的黏连,保证了浆膜完整。随着浆纱机驱动系统逐步采用伺服电机控制,有效降低了各传动单元的速度差异,使得浆纱湿伸长和张力波动得到控制,减少了浆纱伸长率,提高了纱线的可织性。同时,国外浆纱机的节能降耗和智能化控制技术已成为浆纱机研发的新方向,尤其是智能专家系统在浆纱机上的成功应用,有利于减少用工,降低能耗和原料浪费。