轨道衡接头钢轨断裂原因分析及改进
2019-02-11李化林
李化林
(江西铜业集团有限公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
轨道衡是一种可以在铁路运输生产过程中精确计量一列或多组车辆中单个车皮重量的计量衡器,因其具有准确度较高、性能稳定、经济实用的特点而被广泛应用于各需要对铁路运输散装货物进行称重的工矿企业及铁路部门。一般轨道衡均由承重台、杠杆系统(称重传感器)和示值装置(称重显示器)、计算机、打印机等配套设施构成。当前常见的轨道衡主要有静态轨道衡、动态轨道衡和轻型轨道衡三种,其中静态轨道衡和动态轨道衡的应用实例最多。
2 轨道衡在贵溪冶炼厂的应用现状
贵溪冶炼厂(以下简称贵冶)作为全球单厂产能规模最大的铜冶炼厂,每年需通过铁路运输进出厂的各类生产原材料和产成品总量达数百万吨,为便于铁路运输物资计量,贵冶根据物资计量需要设置了4 台静态电子轨道衡。
由于含铜物料等稀贵金属的单价高且贵冶是国家一级计量单位,对轨道衡的计量精度要求很高。为既保证轨道衡的计量精确度,又能确保铁路机车车辆通过轨道衡时的行车绝对安全。在轨道衡建设初期,充分考虑了轨道衡钢轨(亦简称衡轨)与其两端铁路线路引轨之间的连接可靠性和垂向可灵活活动性。根据轨道衡厂家的设计和实际运用经验,贵溪冶炼厂所使用的4 台轨道衡钢轨与引轨的连接方式均采用传统的连接块铰接方式进行连接(见图1)。

图1 采用传统方式连接的轨道衡钢轨及引轨接头
在衡轨与引轨用连接块进行铰接前,将衡轨和引轨相连接一端纵向各取100mm,用切割机在钢轨外侧从轨头处沿轨腰到轨底进行纵向切除(通常轨头部分横向切割量为25mm,实际切割效果及纵向切割示意图见图2),待两连接钢轨切割完成后通过接头安装螺孔分别用2 块内固定夹板和1 块外活动连接块对衡轨和引轨进行铰接,既符合轨道衡横向稳定性需求又满足轨道衡精确计量时轨道衡钢轨与引轨之间可垂向灵活活动性要求。
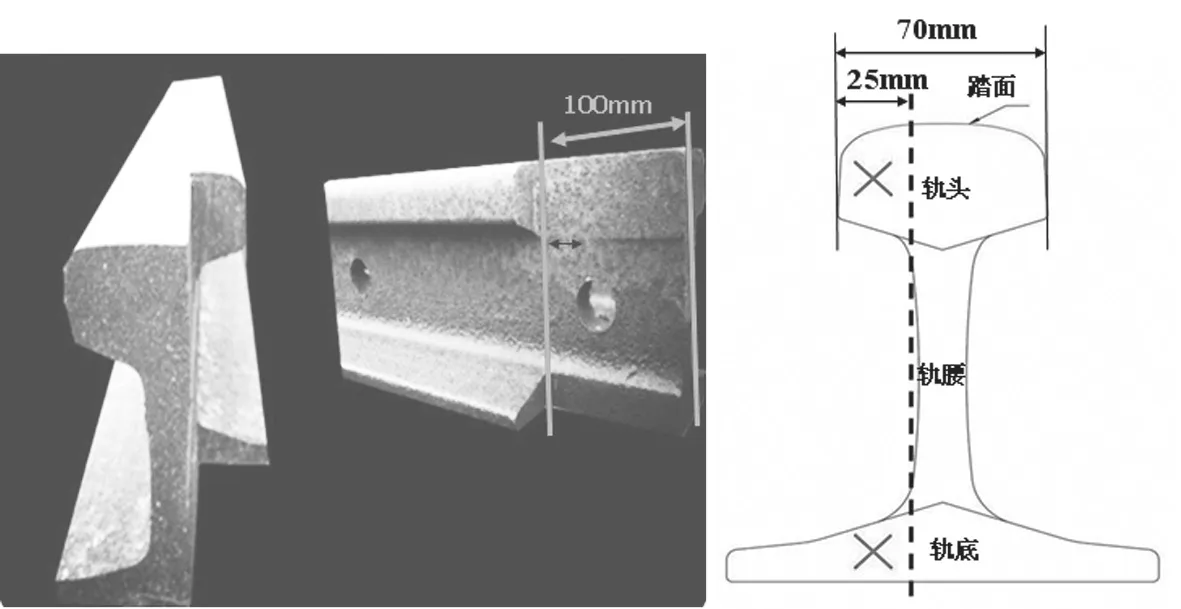
图2 轨道衡钢轨及引轨纵向切割示意图
3 轨道衡接头钢轨采用传统方式进行连接所存在的问题
自新30 万t 铜冶炼项目投产以来,贵冶铁路运输总量从290 万t 逐步攀升到531 万t 左右,运输量大幅上升,使轨道衡作业量也同比增加。加剧了衡轨和引轨的疲劳和劣化。近几年衡轨和引轨接头处钢轨经常发生断裂和崩塌的现象,平均每年每台轨道衡都会发生1 次钢轨断裂或崩塌的故障(见图3)。因轨道衡钢轨和引轨的加工制作非常繁杂,每当轨道衡钢轨或引轨断裂后,要对其进行修复至少需要1 天以上时间,为确保铁路行车安全,不得不对发生轨道衡钢轨或引轨断裂的轨道衡所处铁路线路实施封锁,严重影响铁路物资的检斤及正常运输生产组织。为解决衡轨和引轨易出现钢轨断裂的问题,现场多次与厂家人员进行沟通和交流,对方均未提出较好的解决方案。

图3 轨道衡钢轨及引轨发生断裂现场照片
而钢轨作为铁路线路的重要组成部分,它的主要功能就是直接将行走在轨道上的机车车辆载荷均衡传递给轨枕、轨道衡基础及道砟等。由于在工程结构和机械设备中,疲劳破坏的现象极为广泛,它普遍存在于每个承受反复荷载的结构部件中,因此疲劳问题是轨道结构中一个古老而又基础的问题[1]。在铁路运输实际过程中,铁路机车车辆的车轮依次通过钢轨是一个不连续的过程,在交变荷载的重复作用下,钢轨会因为疲劳而引起剥离、掉块、核伤、孔裂、轨头裂纹等疲劳重伤[1],一旦铁路线路出现轨距超限、钢轨发生断裂或崩塌等故障时未及时发现,机车车辆正常驶经该区段时将会酿成机车车辆脱线或颠覆等重大安全事故。2000年10 月17 日,一列高速列车以185km·h-1的速度从伦敦的King’s Cross 驶往Leeds 的途中,在通过距伦敦17km、半径为1460m 的曲线时发生出轨事故。整个列车11 节车厢的后面8 节脱轨,2 节几乎完全倾覆,另有1 节客车和餐车严重损坏。车上共有182 人,4 人死亡,70 人受伤,其中有4 人伤势严重[2]。一例例惨痛的事故教训,让轨道衡接头钢轨易出现断裂的缺陷不得不引起高度重视。因此,急需找到轨道衡衡轨和引轨接头处钢轨断裂或崩塌的根本原因,并彻底解决这一问题。
4 轨道衡接头钢轨断裂的具体原因分析
4.1 钢轨和机车车辆车轮结构外形及轮轨接触分析
(1) 钢轨结构外形分析。当前4 台轨道衡钢轨及引轨所采用钢轨均是43kg/m 规格的钢轨(简称43 轨,43 轨的横截面图及具体参数见图4)。一般在铁路运输过程中钢轨直接与铁路车辆的车轮接触部分为钢轨顶端轨头的踏面部分(钢轨的各部位具体名称及叫法见图2),从图4 中可以看出钢轨的踏面为圆弧型平滑表面。
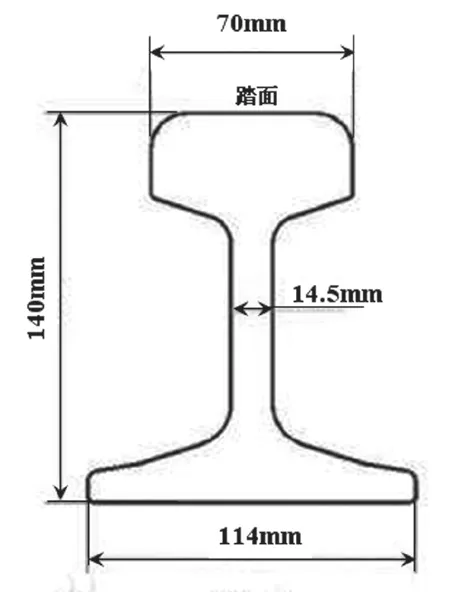
图4 43 轨横截面图及参数
(2) 机车车辆车轮结构外形分析。由于铁路车辆的转向只能利用钢轨对机车车辆的车轮进行引导。在机车车辆通过曲线时,为保证机车车辆的车轮不会发生脱线,铁路机车车辆的车轮具有一定的锥度且在其最外侧设有一定高度的轮缘(见图5)。

图5 轮对通过右曲线时的受力示意图及车轮轮缘踏面外形结构图
(3)轮轨接触面受力分析。结合钢轨和车轮的结构外形来看,钢轨踏面与车轮踏面都是带有弧度或锥度的光滑表面,在运行中轮轨接触面很难实现车轮踏面和钢轨踏面的整个面都非常密贴,其接触部位极有可能是某一个小的接触点、线或局部表面。一般根据轮轨接触面的功能和设计可以分为轨顶和车轮踏面中心接触区(区域A)、钢轨轨角和车轮轮缘根部接触区(区域B)、钢轨和车轮外侧接触区(区域C)三个功能区域[3](见图6)。
显然只有尽可能让轮轨接触位置发生在轨顶和车轮踏面中心接触区(图6 中区域A),接触状态为一点接触较理想[3],而当前在用的4 台轨道衡均处于直线区段且铁路机车车辆通过轨道衡的时速不会超过5km/h,基本满足轮轨接触面的理想状态。
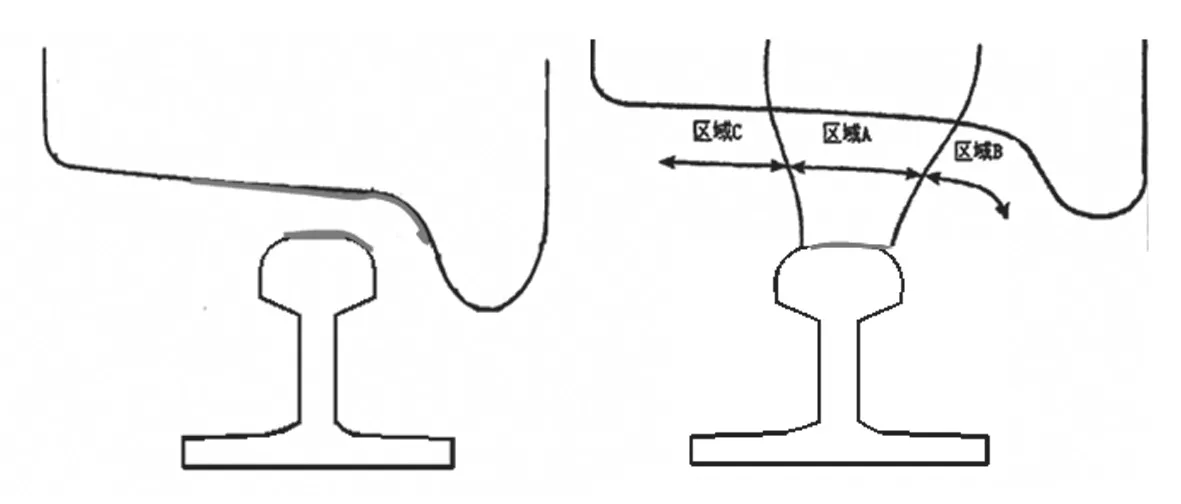
图6 轮轨可能接触的范围及功能分区
(4)衡轨与引轨采用传统连接方式时被加工区段钢轨的轮轨接触面分析。为保证计量准确性,衡轨与引轨采用传统连接方式时对靠近接头处的钢轨进行了L 型切割加工,轨头部分横向切割量为25mm、纵向切割量为100mm。从图7 中可以看出钢轨轨头被切割部分并未超过规顶中心线,故可以初步认为采用传统连接方式对靠近接头处的轨道衡钢轨与引轨进行切割加工,对轨道衡钢轨和引轨的轮轨接触面并没有产生改变,其接触面仍然集中在轨顶和车轮踏面中心接触区。

图7 轨道衡钢轨与引轨进行加工处理前后的轮轨接触对比
从近几年轨道衡钢轨与引轨接头处出现断裂现象实际来看,所有出现断裂的钢轨均是发生垂向裂纹或断口,即使出现较大裂纹时也没有出现横向位移。实践证明也印证了轨道衡钢轨与引轨接头处的轮轨接触集中在轨顶和车轮踏面中心接触区,且钢轨的主要受力及传递方向集中在与水平面垂直的垂向。
(5)衡轨与引轨采用传统连接方式时被加工区段钢轨与轨道衡基础接触面分析。由于钢轨在运输生产过程中主要负责将铁路机车车辆的重量传递给轨枕或轨道衡基础,与轮轨接触不同,钢轨轨底与轨枕或轨道衡基础的接触是整个平面的全面接触(见图8)。
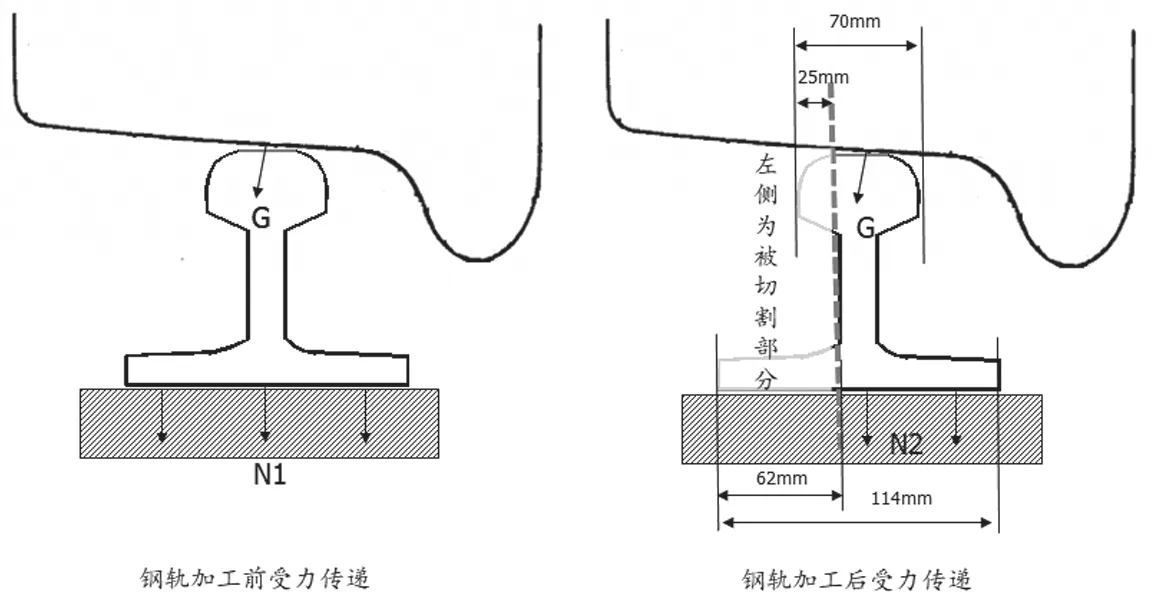
图8 轨道衡钢轨与引轨受力传递图
理想状态下,在钢轨加工后钢轨轨头部分与车轮的接触面和受力并没有发生改变,但钢轨轨底被切割后其与轨枕或轨道衡基础的接触面减少,故轨底与轨枕或轨道衡基础之间的受力增加。由图8 中的相关参数可分别计算出N1 和N2 的变化值。经计算,轨道衡钢轨与引轨在加工后传递至轨枕或轨道衡基础的单位面积受力增加了1.84 倍。
4.2 铁路机车车辆经过轨道衡钢轨接头时的轮轨受力分析
当前贵溪冶炼厂所运用的铁路线路均是采用此种方式进行连接的有缝线路,为方便钢轨安装,标准轨生产时在其两端分别留有3 个螺栓安装孔(见图9)。虽然在后续安装过程中通过钢轨接头的方式能够整条铁路线路的连续性,但在标准轨两端预留安装孔的方式使原有钢轨的整体性遭到了破坏。

图9 钢轨接头连接示意图
一般说来,接头夹板的断面面积可达钢轨断面的85%~100%的程度,但是其抗弯刚度仅为钢轨的30%,在同种支承状态下,其下沉量是母材钢轨的3 倍。因此,钢轨接头是轨道结构的薄弱环节[4]。
根据英国铁路德比(Derby)技术中心莱昂(Lyon)在理论上建立了余弦型或抛物线型不平顺的、在连续弹性基础上的欧拉(Euler)梁轨道模型(见图10),并建立动力方程式对轮轨作用力随时间的变化而变化的过程进行了计算,根据其结论,由于伸缩钢轨与夹板间的磨耗、螺栓松动、钢轨轨端磨耗以及轨缝等会产生冲击,接头部分受到很大的冲击附加动力作用。根据对车辆枕簧下质量加速度的实测资料,这些附加力为正常轮载的2 ~3 倍,严重时可达4 ~5 倍[4]。
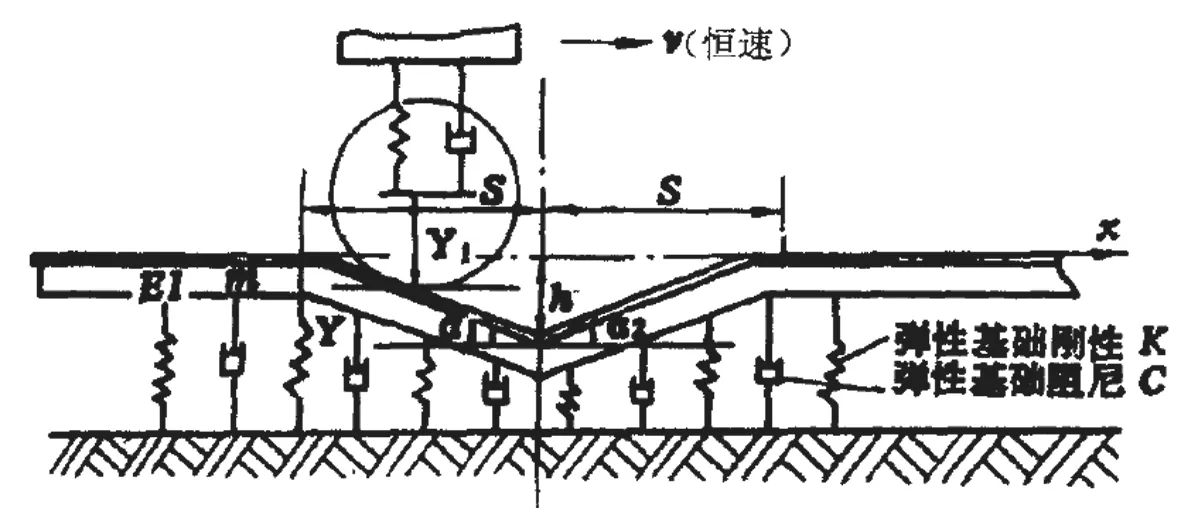
图10 欧拉梁轨道动力学模型
4.3 轨道衡钢轨与引轨接头错牙对钢轨受力造成的影响分析
钢轨接头错牙是指钢轨接头处两轨面存在高度差的非正常接头[5]。由于轨道衡钢轨与引轨接头采用活动连接。当铁路机车车辆停留在轨道衡上时,轨道衡衡器会整体下降约0 ~3mm,在车辆检斤过程中会产生接头高低错牙。根据钢轨接头错牙的分类一般分为顺轮错牙和迎轮错牙,从铁路机车车辆通过轨道衡的过程来看,其驶入轨道衡时为顺轮错牙,驶离轨道衡为迎轮错牙(见图11)。
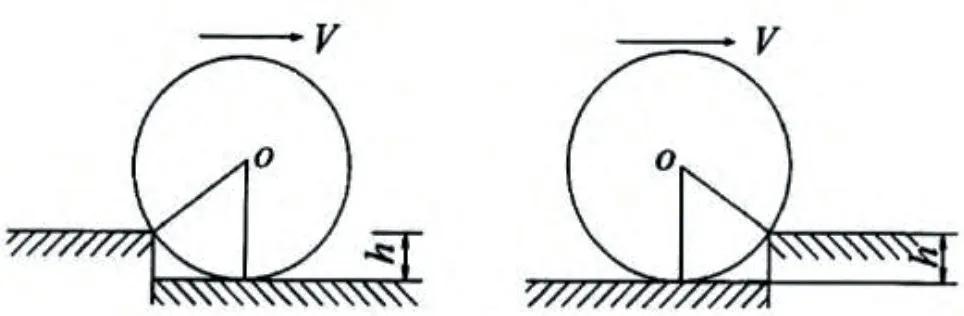
图11 轨道顺轮错牙及迎轮错牙示意图
车轮正向通过迎轮错牙接头的冲击力明显比逆向通过顺轮错牙接头时大,在轮轨相互作用中,迎轮错牙引起的轮轨冲击力峰值比顺轮错牙要大210.5 kN,错牙高度越大其引起的轮轨冲击力越大,钢轨错牙高度增加0.5mm 时,轮轨冲击力最大峰值约增大60 ~90kN[5]。
4.4 钢轨加工对其原金属特性及应力结构产生的影响分析
为提高钢轨的强度,当前使用钢轨均为U71Mn钢轨,其中添加的主要成分及含量分别为C 0.72%,Si 0.24%,Mn 1.17%,P 0.019%和S 0.025%,属于高碳钢,塑性和韧性值不高。生产厂对U71Mn 钢轨不进行全长热处理,是以热轧态交货,钢轨硬度为25 ~28HRC[6],钢轨自然冷却过程中外部较里部冷却快,其内部会形成一定的应力,一般钢轨表面比钢轨里层的强度更高。
对钢轨进行切割加工时,不仅破坏了原钢轨的内部应力结构,在钢轨靠切割面处少部分金属会因为高温变成液体,出现碳的富集区并在其里层形成奥氏体。停止切割后在环境温度和钢轨基体温度的影响下切割面快速冷却,形成了由表至里的马氏体+莱氏体→马氏体+残余奥氏体→珠光体的组织结构特征[6]。而马氏体和莱氏体组织为硬而脆的非正常组织,极易发生断裂。通过对近几年钢轨出现断裂的区域进行统计,也印证了这一点。从图12 中可以看出轨道衡钢轨与引轨连接部位的断裂均发生在钢轨轨头加工部位及加工面的开孔位置。

图12 轨道衡钢轨与引轨接头断裂照片
5 轨道衡钢轨与引轨连接方式的改进优化
通过对采用传统连接方式对轨道衡钢轨与引轨进行连接的具体分析,初步认为造成轨道衡与引轨连接接头处钢轨断裂的主要原因归纳起来有以下几个方面。
(1) 根据传统连接方式将钢轨切割一部分后,其轨底与轨枕或轨道衡基础的接触面减少,使钢轨受力增加1.84 倍,加快了钢轨的疲劳进程。
(2) 铁路线路中钢轨接头只能保持铁路线路的连续性,无法保证钢轨的完整性,铁路机车车辆通过时,接头部分会受到很大的冲击,钢轨接头受到的附加冲击力为正常轮载的2 ~3 倍,严重时可达4 ~5 倍。
(3) 为保证轨道衡的检斤精确度,轨道衡钢轨与引轨之间不能进行刚性连接,铁路车辆通过轨道衡时,轨道衡整体会有一定的下降使接头产生错牙,钢轨错牙越大其引起的轮轨冲击力越大,钢轨错牙高度每增加0.5mm,轮轨冲击力最大峰值就会增大约60 ~90kN。
(4)采用传统连接方式将轨道衡钢轨和引轨切除一部分,并钻孔加工用于安装连接块,导致钢轨原有的应力结构破坏,同时在切割面出现碳富集区使其表面产生脆而硬的非正常组织,加工后的钢轨易出现断裂。
考虑到铁路运输生产实际,针对初步确认的以上几点问题,在确保行车安全和满足轨道衡计量技术要求的前提下,于2015 年初选择1 号轨道衡进行试点实验,并从以下几个方面对钢轨连接方式进行改进。
(1) 改进钢轨加工方式,将原钢轨轨端加工方式由L 型多方向切割改为横向切割,取消原加工方式在轨道衡钢轨上的钻孔,引轨取消临近轨端55mm 处的第1 处钻孔,按照通用钢轨接头的安装位置在其它2 个固定安装孔安装夹板,确保钢轨连接部位的轨面强度和轨腰强度不受破坏。
(2) 改变轨道衡钢轨与引轨连接方式,取消原连接轨道衡钢轨和引轨的固定连接块,利用钢轨普通接头夹板设计制作新型内外夹板,将铰接式连接改为非接触式连接。
考虑到轨道衡钢轨与引轨接头处的轮轨接触及受力集中在垂向,横向冲击很小,外夹板长度保持普通夹板原长度510mm 不变,为确保行车安全,外夹板同时起固定及防止轨道衡钢轨外移的作用,为保证轨道衡检斤过程中衡器下降时外夹板不会与轨道衡钢轨发生干涉影响检斤数据将临近轨道衡钢轨处夹板上下接触面分别切除10mm,内夹板保留长度390mm 只起内外夹板固定作用(见图13)。

图13 新设计夹板加工效果图
(3) 新型夹板安装在轨道衡钢轨与铁路轨道钢轨相连接的铁路轨道钢轨一端,外夹板处于轨道衡钢轨端轨腰部位部分与钢轨轨腰贴面保持有3mm游动间隙,使动态连接符合轨道衡钢轨安装技术规范(见图14)。

图14 改进后的轨道衡与引轨连接效果图
6 结语
自对1 号轨道衡采用新改进连接方式以来,钢轨接头状态持续保持稳定,在连续使用4 年多的时间后,衡轨和引轨均未出现较大损伤和病害,远优于采用传统方式连接轨道衡钢轨接头连接状态。由此可见,采用新的连接方式,与以往传统方式轨道衡钢轨和引轨的寿命至少可提高4 倍以上。不仅降低了检修维护成本,提高了运输效率,还为铁路运输生产安全提供了可靠保障。
