VOLVO铰卡前车架铰接销孔衬板故障分析与处理
2019-02-11钟军明周玉华夏兴华邹建军
钟军明,郭 军,周玉华,夏兴华,邹建军
(江西铜业集团有限公司 城门山铜矿,江西 九江 332100)
1 引言
目前,城门山铜矿拥有VOLVO 铰接式卡车(以下简称:铰卡汽车)二十台,铰卡汽车属于6 X 6三车轴液压装载运输机,配备铰接式结构转向,配有4 轮及6 轮驱动装置,可挂接或断开,分别由前车架和后车架等部件组成。随着城门山铜矿露天矿山开采规模的不断扩大,铰卡汽车在生产运输设备中起着举足轻重的作用。铰卡汽车在极其恶劣高负荷环境下工作,不可避免地会出现前车架铰接销孔衬板变形,开裂引发多处故障频发,造成停机维修周期长的损失,甚至引发安全事故。为了加快矿山的经济建设和安全发展步伐,提高设备生产效率,节约生产成本,延长使用寿命,针对铰接孔衬板变形,开裂等故障进行探究、分析,并采取技术创新解决安全隐患,给矿山带来巨大的经济效益。
2 铰卡汽车基本结构介绍
铰卡汽车由前后两个部分组成,每一部分都有自己的车架。铰卡汽车前车架布置发动机及其操作系统、驾驶室;后车架布置车斗和自卸装置,通过铰链接头将汽车的动力部分与载货部分连接起来,直接与铰卡汽车前车架和后车架相连,接入垂直铰链和水平铰链后使车辆具有良好的行驶性能;铰卡汽车的后车架相对前车架上可以实现向左或向右回转成45°角,还可以进行“折叠”;另外,前后车架都可以在垂直于公共纵轴的平面内绕公共纵轴作独立的无限制转动,完全消除了作用在车架上的扭转载荷,因此可以提高整个结构的可靠性,不像普通汽车在无路条件下工作时,车架要承受较大的载荷;特殊的悬挂装置以及独特的转向架可以使卡车在路面差、气候恶劣的条件下正常行驶,使得车辆能够在崎岖地带行驶而不会对悬架装置有过高的要求。
3 铰接销孔衬板的组成及性能特点
3.1 铰接销孔衬板结构组成
大型矿用铰卡汽车属于重型运输卡车,装载量大,其铰接销孔衬板焊接在前车架上销孔架与下销孔架之间,并有上部上下销孔和下部上下销孔部件等组成(如图1)。
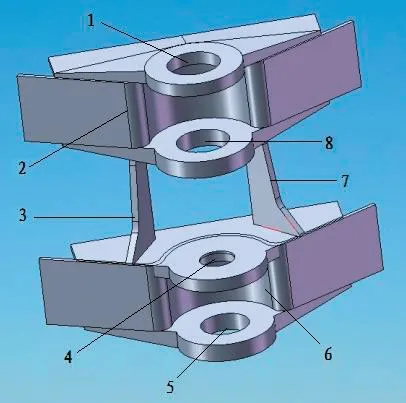
图1 前车架铰接销孔结构图
3.2 铰接衬板主要性能特点
铰卡汽车是城门山铜矿的主力运输设备,其铰接销孔衬板主要支撑上下销孔座在受到外力撞击下能保持在同一个水平面上,使前车架受力处于平衡和安全状态。由于铰卡汽车常年处于极其恶劣高负荷环境下四班三运转作业,前车架铰接销孔座与销轴接触部位受到后车架所带来扭矩、弯矩、冲击、重心叠加等复合载荷影响,处于复杂的应力状态下,使铰接销孔与销轴之间磨损间隙逐渐加剧,导致铰接销孔衬板开裂,变形,从而使铰卡汽车牵引单元与挂车单元重要连接部位存在安全隐患,严重时将会造成铰接销轴脱落,使牵引单元与挂车单元分离,引发安全事故,影响设备使用寿命及生产安全,增加生产成本和降低生产效益[2]。
4 铰接衬板故障原因分析
铰接衬板故障主要表现在VOLVO 铰卡汽车长时间投入运行,由于铰接销孔衬板受到前车架铰接销孔座与销轴接触部位受到后车架所带来扭矩、弯矩、冲击、重心叠加等复合载荷影响,处于复杂的应力作用下。自2007 年初起,VOLVO 铰卡汽车开始不同程度出现销孔衬板开裂,变形,引发铰接器处销轴螺丝松动、销轴外串等故障频发,使停机维修频次增加(如表1),从而影响设备正常运行。

表1 铰接销孔衬板故障报修表
4.1 铰接销轴与销孔受力分析
销轴的使用性能除了受其材料的影响之外,还与表面粗糙度、硬度以及与销孔套配合公差有关,尤其是与销孔套的硬度配比对销轴的耐磨性影响较大。通过研究大量工程机械用销轴与销孔的配合失效得出结论,磨损对销轴的主要失效形式占80%左右,其次是断裂失效。因此,销轴的失效是受到各种应力增加,销孔的应力也随着逐渐增加。而磨损分三个阶段:磨合阶段,磨粒磨损阶段,粘着磨损阶段[3](如图2)。
第一阶段的磨合阶段主要是微凸体改变自身形状和材料的冷作硬化,该阶段的磨损主要受销轴表面粗糙度的影响。
第二阶段的磨粒磨损是销轴寿命的主要阶段,磨损量小,经历时间长,该阶段的磨损主要受硬度和配合的影响,其中配合是通过影响润滑状态来影响磨损的,另外,表面粗糙度也会影响这一阶段稳定后的配合,进而影响销轴的磨损。
第三阶段为粘着磨损,到了这一阶段销轴迅速磨损,也就意味着销轴的寿命即将终结。由此可见,为了延长销轴的寿命,避免销轴提前失效,对销轴的表面粗糙度、硬度和公差配合进行重新设计十分必要。
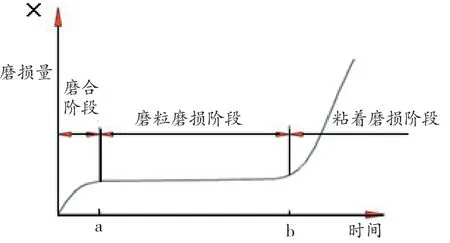
图2 销轴磨损阶段图
4.2 铰接销孔衬板受力分析
通过对铰接销轴与销孔受力分析,发现铰接销孔衬板不能承受后车架产生的扭矩、冲击、重心叠加、复合载荷等各种复杂外力影响,使整个销孔衬板在外力的应力下出现变形、开裂等故障(如图3、图4)。
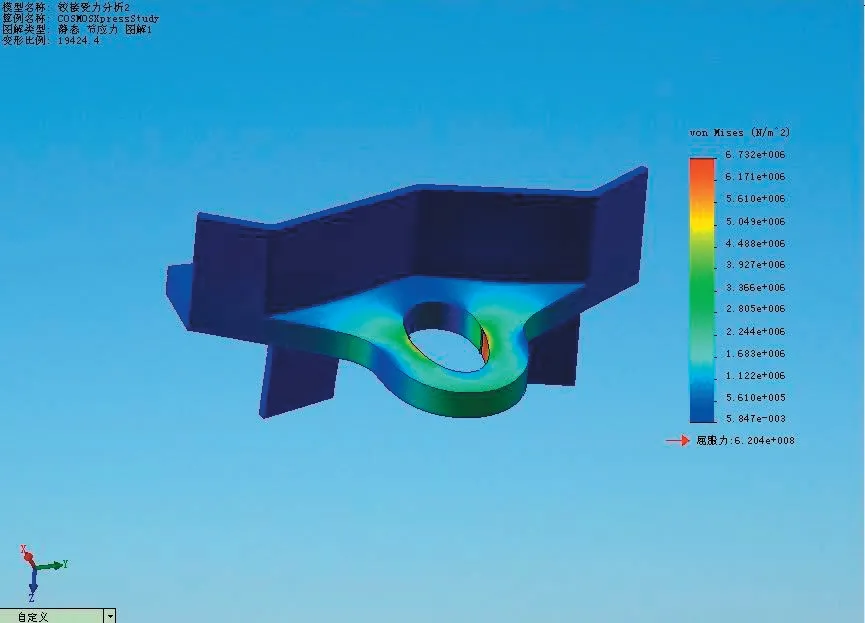
图3 销孔向后受力图
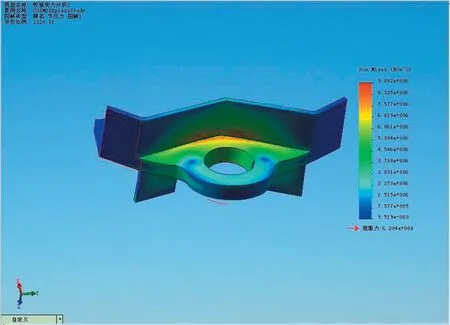
图4 销孔向前受力图
5 铰接销孔衬板工艺改进
通过现场调查,结合计算机模拟受力分析,需要原销孔衬板增加受力面积,把原衬板厚度增加15mm 才能满足强度要求。根据最佳设计增加一块相同厚度的衬板来抵制外力的冲击力。
5.1 销孔衬板设计与选材
根据现有的销孔衬板参数,完成图纸绘制,并选择抗疲劳强度,能抵制外力的冲击力钢板材质来增加受力面积,通过对钢板材质的强度分析,最终选定15mm 高强度的锰钢板加工成相同尺寸的销孔衬板。
5.2 销孔衬板焊接工艺
通过计算机模拟受力分析,得出左侧销孔衬板外侧上下连接部位和右侧销孔衬板内侧上下连接部位极易导致开裂,变形。根据现状将改进好的销孔衬板焊接在左侧销孔左侧和右侧销孔衬板内侧作为固定衬板。焊接前将原有销孔衬板进行校正焊接牢固,再将改进好的衬板按照设定好的部位进行加固焊接,焊接时必须在受力部位进行加热焊接,已达到焊接最佳效果(如图5)。
6 实施效果
2007 年7 月份,将改进后的销孔衬板焊接在V1、 V2、 V3 铰卡汽车上进行试用跟踪,跟踪4 个月后未发现销孔衬板变形、开裂等现象,效果十分明显。2013 年逐步推广到 V4 、V5、 V6、 V7、 V8、 V9、 V10 等铰卡汽车上再次试用,持续跟踪。经过6 个月持续试用、试用情况良好,并全面推广所有铰卡汽车,实施后未发现销孔衬板变形、开裂等现象,有效解决了销孔衬板故障所带来的其他安全隐患,避免了因停机维修周期长而影响设备可开动率的现象发生,提高了生产效率,降低了维修成本,为安全生提供了强有力的保障。

图5 改造后的销孔衬板图
7 结束语
大型矿用铰卡汽车作为城门山铜矿露天采矿场的主要运输设备,其运行是否安全,将直接影响矿山生产安全。为了解决设备上的瓶颈难题,通过对销孔衬板进行长期、深人的技术探究及处理,能确保矿山的安全生产,大幅提高生产效率,有效地延长了铰卡汽车的使用寿命,提高设备可开动率,大幅降低生产成本,可为提高矿山的技术经济效益提供强有力的技术保障[4]。
