超声波相控阵对焊缝检测的图形判读研究
2019-02-11周一亮蒋虎斌徐亚莉宋贺斌
周一亮 蒋虎斌 徐亚莉 宋贺斌 宋 平
(江苏法尔胜材料分析测试有限公司 江苏江阴 214400)
1 前言
社会经济及科技水平的发展带动了建筑行业的不断前进。目前,人们对建筑行业工作的质量要求与标准不断提升,只有加强对各类信息技术的有效应用,才能进一步提升建筑工作的质量要求,保证效率与各项工作环节的准确性[1]。本文以制造厂内制作的U形肋板单元为例,以A侧左端头为零点位置,每隔50 mm取一点并测量其角焊缝的熔深值(图1),全面分析了超声波相控阵对焊缝检测的图形判读的作用。

图1 试件示意图
2 超声相控阵试验件检测图谱
只有对图1中各个部位进行合理有效的检测,才能进一步确定该设备的灵敏度,在此基础上才能够采用各类检测工具来检测图形各个端点的情况,进而得到相应的精准判读数(图2)。
3 低倍宏观检测
在测量完毕之后,利用切割工作和切割样品的基本线检测环节来进行二次检测,根据不同的数据和不同的检验结果来进行下一步处理[2],详见表1。其中,试样厚度为8.07 mm。
4 检测数据分析
将所得数据信息进行比较,结果详见图3。
进行真实情况的扫描以及增值设备的读取时,要利用不同的误差计算公式,并根据实际情况进行划分,根据不同的相对误差值和相对测量值进行二次辅助,并根据信号下单的测量数值和测量环节所具备的不同读法来进行匹配[3,4],实现当前公式处理和公示预算的全面整合和精准的测量。不同信号读取法测量值的相对差值详见图4。
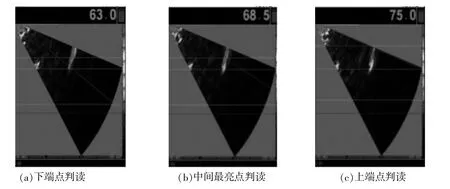
图2 相控阵3种基准线判读

表1 3种位置的检测数据及比较(单位:mm)

图3 不同测量方法的散点图

图4 不同信号读取法测量值的相对差值
若在测量的过程中应用了不同的读取方法,获取到的数值也会存在显著差异。如果信号强度足够大,甚至在超出显示屏的情况下进行读取,信号上端点的具体所在位置将难以获取,这样一来就很容易导致信号的中间端点出现差异较大的离散性。但是与此同时,这种方法对下端点获取的时候,也会表现出最小的真值偏差[5]。因而实际进行检测的过程中,一般采用下端点来对熔深值进行评估,以获取最好的效果。
5 结语
总而言之,随着我国科技水平及信息化水平的不断提升,各种先进技术被广泛应用于各行业的发展建设中,在今后的工作中,加强对各类信息技术的有效应用,对焊缝检测图形判读工作质量及效率的提高有较大作用。虽然目前超声波相控阵技术应用与图形判读工作仍有待完善,但通过相关工作人员在今后的不断分析研究,必然会将各类误差降到最低,有效提高图形判读工作的效率及质量。希望本文关于超声波相控阵对焊缝检测的图形判断研究工作的论述分析,能够对日后建筑企业在此方面工作的改进有所帮助。
