整车试制总装验证体系的构建及研究
2019-02-05徐娇珑冯昊石晓峰王昉李高
徐娇珑 冯昊 石晓峰 王昉 李高
上汽通用汽车有限公司 上海市 201209
1 引言
2018年汽车行业遭遇寒冬,中国汽车市场出现了多年未遇的负增长形势,2019年的整体形势不容乐观,未来行业低增速将呈现常态化,各大车企为了面对来临的行业寒冬,做着“活下去”的各方准备。通过加速汽车电动化、智能化、互联化等新技术的市场应用,以提升汽车的产业升级,更多的车企都成立了相应的试制车间以应对全球市场对汽车更新换代的新要求。
2 构建验证体系的目的及原则
2.1 验证体系建立的现状
随着市场竞争的加剧,试制验证在整个新车型产品开发周期中所起的作用不可替代,对于整车试制的验证要求和能力也提出了新的挑战,需要一套完善的试制总装验证体系来加速优化新产品和新技术的投产。国内的[1]对整车试制的重要性及研究方向进行了探讨,[2]介绍了整车试制验证流程及关键过程,[3]针对新能源汽车的验证体系的建设提出了多项提高验证效率的方法。本文基于产品开发流程并结合多年的试制总装验证经验,提出了适用于整车试制总装阶段的验证体系。
2.2 构建验证体系的目的
在整车试制总装环节形成相应的验证体系,是为了更好的规范和指导试制总装环节的验证工作,从而对整个试制总装阶段能够做出系统和全面的评估,提前发现各类新产品的设计、工艺、人机工程、节拍等问题,大幅降低解决问题的成本,加速新车型的顺利投产。
2.3 构建验证体系的原则
整车试制总装阶段的验证体系如同其他体系一样,需要具备相应的合理性、可行性、完备性、可比性,才能在总装试制环节有效地开展相关验证工作。
2.4 试制总装验证体系结构表
整理和总结了试制总装项目开展的各项验证,形成了如下表1.试制总装验证评估体系表,主要将试制总装分为7个维度的24个验证项,其中总装BOM(Bill of Material)就是需要总装装配的物料清单。结合目前整车试制总装的验证水平,又考虑了验证的主导方、验证程度和权重这3个方面。
上述表1的验证评估体系结构表,让整个试制总装阶段的验证维度和内容形成了一个完整的体系,建立了整体和部分的对应关系,更好地对试制总装验证过程起到全面评估的作用。
3 试制总装验证体系的评估研究
在形成了整车试制总装验证评估体系表后,对整个验证活动有了系统框架的概念,后续将对每个验证项的工作开展进行简单的说明,从而对试制总装验证工作形成一个全面的基于架构的拓展和充实。
3.1 设计
设计验证是整个试制环节中最重要和最具价值的一个验证维度,是将产品从图纸和数模转化为实物,并在整车上进行集成和分析的验证过程。
3.1.1 结构性验证
在试制整车集成过程中,需要对新产品的结构性进行验证。前期根据新产品的设计规范和要求,在数模虚拟阶段需多角度地对产品结构性的合理性、可靠性、安全性及制造可达性方面进行评估。在实车装配过程中,再验证设计结构可能导致的问题,特别是一些设计结构无法防错且易导致错装等情况。
3.1.2 功能性验证
同样功能性的验证,也需要从多方面进行评估和判断,并且此验证是横跨多个环节的,除了在总装外,还有电器、质量等后续多个环节来验证产品设计的功能性。
3.1.3 匹配性验证
在试制验证前,所有新设计的零件都必须提交相关的尺寸和质量报告,才能进行后续的验证工作,包括白车身的三坐标尺寸报告。[4]利用整车功能尺寸的设计理念,将原来相对严格的白车身单点要求转换成了三组功能尺寸要求,降低了制造难度和成本。
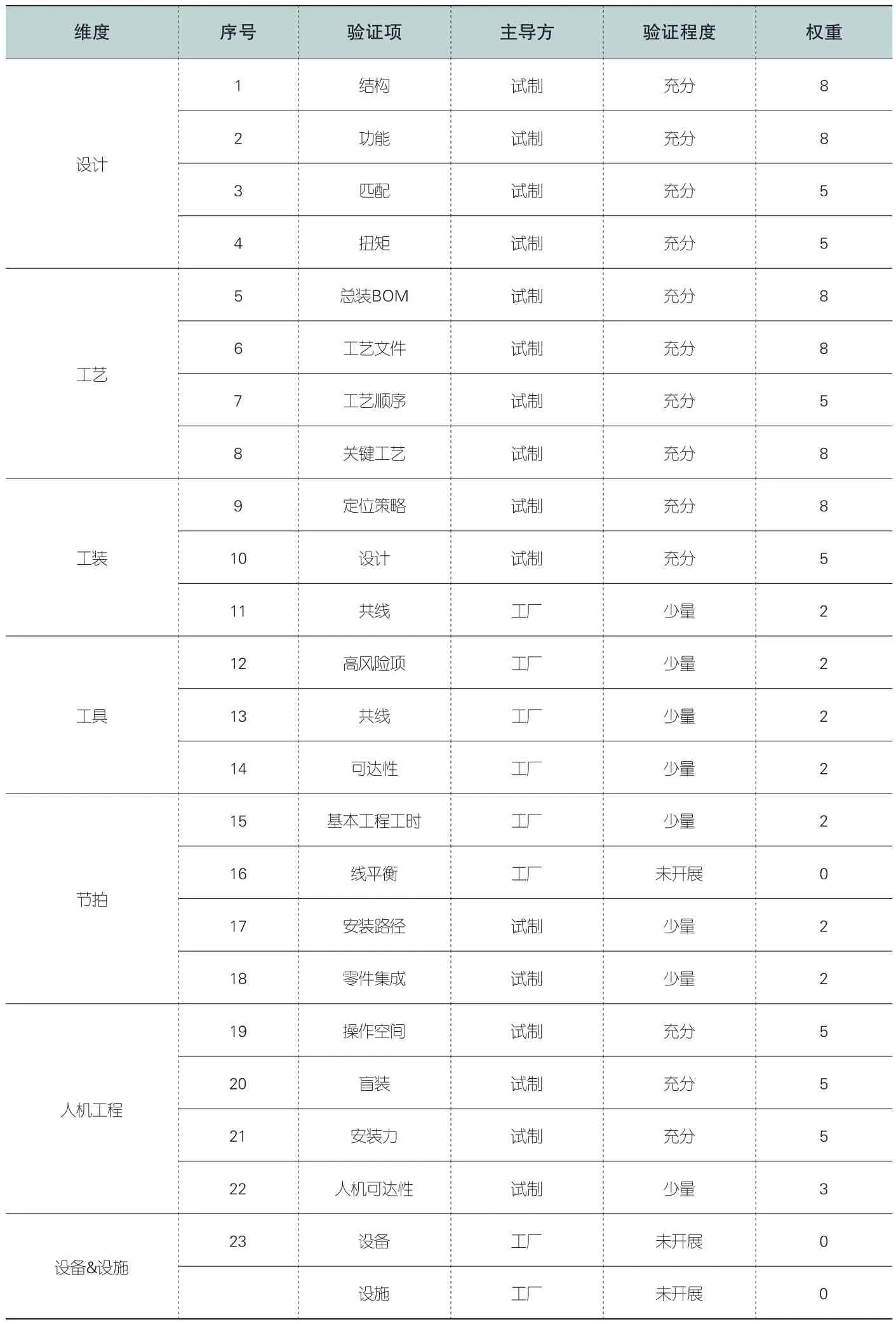
表1 试制总装验证评估体系表
3.1.4 扭矩值验证
试制总装环节释放的产品扭矩值,大多是基于以往使用的经验的数值,但是对于新产品设计同样需要经过验证才能判断其合理性,特别是针对一些转向、传动、悬挂、制动和安全器件等的关键扭矩信息,需要在试制时进行扭矩值的数据采集和分析,从而判断扭矩值的合理性。
3.2 工艺
3.2.1 总装BOM的正确性
整车试制总装阶段的工艺验证,首先是保证总装BOM(Bill of Material)的准确性,后续才能基于准确的BOM开发和验证试制的总装工艺。
3.2.2 总装工艺文件的验证
在试制阶段的工艺文件是基于正确的总装BOM开发的,要求正确地将新产品的工艺要求体现在文件中,并需完全符合制造要求的规范。同时试制总装建立了所有涉及特殊工艺要求的数据库,以避免因工艺问题而导致产品的质量溢出。
3.2.3 装配顺序的验证
对于新车型、新技术和新工艺,前期整车数模虚拟评估需结合目标量产工厂现有的装配顺序,对工艺顺序的合理性和可达性进行评估,得出某些零件前后的强制装配顺序。
3.2.4 总装关键工艺
总装关键工艺验证是在试制总装验证前期识别出适合新产品的关键工艺,在试制过程中,通过正确实施关键工艺从而达到产品的设计要求。如果无法满足时,则需多方专家协商并评估可用于试制车间开展并能达到产品关键特性的验证方法。最终对关键工艺偏差性达成一致认可,并形成相关评估报告用于指导试制总装的关键工艺验证工作。
3.3 工装
工装验证作为试制的一项验证内容,通常在满足工装设计定位策略的前提下,还需考虑可调性、通用性、柔性化和维修便捷性等因素,在整车试制车间尽可能地覆盖多车型。
3.3.1 工装定位策略验证
整车试制所使用的工装定位策略是由产品部门和尺寸工程师负责提供,在试制环节对工装定位策略的可靠性,可达性进行验证。
3.3.2 工装设计验证
在遵循工装定位策略的前提下,试制阶段设计的工装需保证装配设计要求的同时,还需考虑工装使用的可靠性、通用性及便捷性等。
3.3.3 工装共线性验证
在试制阶段对量产车间的新工装进行共线性验证,特别是大工装的验证难度相对较大。前期准备需要花费较大的人力、物力和财力,工厂备用工装的缺失会对量产的平稳性产生一定冲击。因此,目前工装共线性的试制验证主要还是处在前期的虚拟评估阶段。
3.4 工具
试制工具通常具有更高的通用性,相比工厂专用工具的成本较低。但在试制过程还需关注高风险工具、工具可达性和共线性的验证。
3.4.1 高风险工具验证
新设计需要通过新工具实现时,会在试制前形成高风险工具的验证需求及计划。在试制验证过程需考虑工具的使用工位、与周边零件的相对位置、失效模式以及工具的标定等内容,才能确保新工具在量产时的正常使用。新车型的此类工具不多,通常要求在试制阶段完成验证。
3.4.2 工具的共线性
工具共线性的验证是指在装配过程中相同工具在不同车型上共线使用的能力。通常在前期的虚拟评估过程中进行验证,试制阶段只会验证一些小型专用工具的共线情况。
3.4.3 工具的可达性
工具可达性是指工具满足装配、人机和设计要求的能力。与共线性的验证方法类似,多数工具的可达性能在前期虚拟评估阶段已得到了较为充分的验证,因此试制验证的相对较少。
3.5 节拍
由于环境、设施和设备等方面的差异,节拍是一个在试制环节较难充分验证的一个维度,它主要包括:基本工程工时、线平衡、安装路径和零件集成四个方面。
3.5.1 基本工程工时
基本工程工时指的是在整车厂内,用于安装紧固零件的时间(单位=分钟/车),即有效的操作时间,可从优化制造要求、优化工艺清单、总成外包这3方面入手,降低的主要方法有:合并零件、删减不必要的零件、设计能够自定位的零件、优化零件的机构等。
3.5.2 生产线平衡
基于试制总装对目前量产车型线平衡的掌握,通过虚拟评估横向比较新车型和现有车型的零件特性差异,可提前分析出需要评估线平衡的新零件,以供工厂考虑和验证。
3.5.3 安装路径
安装路径是评估在零件装配过程中的便捷性,是否存在干涉。通常安装路径问题大多在虚拟评估阶段已识别,试制过程发现的安装路径问题相对较少,可通过调整装配顺序得到解决。
3.5.4 零件集成
零件集成是提高节拍直接有效的方法之一,但是需要评估相应的成本方案,对于装配时间长、空间限制高、复杂连接或是运输途中易掉落的零件,都是提出零件集成验证需求的对象。
3.6 人机工程
人机工程验证是对于不符合人体工程学要求的各类工况进行分析评估的过程,为了对作业负担能够进行客观的评价。主要从:操作空间、盲装、安装力、人机可达性这四方面进行系统评估。这四方面除了安装力之外,其他及方面都能够在前期虚拟阶段进行验证。
3.6.1 操作空间
在装配试制总装零件时,需评估手部操作空间是否满足95%以上人群的要求。通常将整车的总装零件分为:饰板饰条类、闷头螺母类、线束拉索类、模块管路类、超重盲装类这五种类。针对每类零件都有相应的空间规范要求。总之,操作空间在试制阶段可以较为充分的验证。
3.6.2 盲装
总装试制过程中需识别存在盲装的零件及其风险,在满足生产节拍要求的前提下,充分验证盲装零件装配到位方法的可靠性和可行性,从而解决零件容易安装不到位的质量问题。
3.6.3 安装力
在安装某个零件过程中所需安装力较大时,可通过测力仪并结合人机线性安装力标准矩阵图,评估安装力是否超过了人机工程的标准。对于超出人机安装力标准的零件,可通过改进产品设计结构、增加辅助工具或是设备等方法进行改善。通常总装零件的安装力可在试制环节得到全面的实车评估和验证。
3.6.4 人机可达性
人机的可达性是指多数50%人群以上可以达到并完成装配的总装零件,避免因装配距离过大而产生无法安装或是装配不到位的情况。例如,在车头安装一些穿越前舱的操作,安装鲨鱼鳍时的高度,生产线的高度对可达性也会产生影响。通常前期虚拟评估对于可达性已经做了充分的验证评估,在实车阶段发现严重可达性问题的概率相对较低。
3.7 设备和设施
试制车间设备和设施的专用性与工厂产线存在较大差距,工厂更多的是考虑设备和设施在量产环节的快速、精准、防错、灵活切换等方面,因此试制车间的设备和设施在节拍、随行、防错、响应方面的验证及差距,应由工厂主导,试制车间协同支持验证,才能更好的服务于量产。
4 总结
本文总结形成的整车试制总装验证评估体系,从7个维度的24条验证项对整车试制总装环节做了全面的剖析。设计、工艺、工装、工具、节拍、人机工程和设施设备的这7个维度已基本涵盖了试制总装过程的主要验证工作。再从验证主导方、权重和验证程度三方面,对7个维度的24项验证的内容进行了说明,介绍了每个验证项在现有整车试制总装阶段所处的程度和状态。为国内开展整车总装试制的车企提供了建立验证体系的参考标准和依据,使得国内整车试制的验证工作能够更加规范化和系统化。本文总结的整车试制总装验证评估体系可以避免试制验证工作的遗漏,更系统地对试制的验证程度和结果做出客观的判断,确保了新产品、新技术在量产阶段的顺利投产。整车试制验证能力的不断提升,加速了新车型投发市场的速度,保证了产品质量和品牌效益,让企业在激烈的市场竞争中占据优势、赢得用户。