时效温度对9Cr-CrMoV钢焊接接头组织和性能的影响
2019-01-30范曼杰
霍 鑫 范曼杰 刘 霞
(上海电气电站设备有限公司上海汽轮机厂,上海 200240)
为满足生产和生活对电能的巨大需求,降低发电煤耗和环保,超超临界火电机组的开发和应用越来越受到关注[1]。随着汽轮机蒸汽参数的提高,要求汽轮机转子具有更好的性能。9Cr钢含有B、Co等合金元素[2-3],可细化析出相、提高蠕变强度,被广泛应用于超超临界汽轮机。然而,制造合乎要求的一体化转子难度较大[4],因此采用焊接技术,以降低转子的制造难度,缩短生产周期并降低成本。
窄间隙埋弧焊接技术具有焊缝区域窄、成形好、节约填充金属和焊接时间短等优点,已得到工业应用[5],再配以多层多道焊接技术,可确保焊道的质量均匀一致[6]。由于是异种材料,在焊接中有化学成分差异及碳元素迁移等问题,影响转子焊接接头的稳定性[7-8]。此外,转子在高温时效过程中,其组织会发生变化,进而导致冲击性能下降[9]。欧阳杰等[10]对C-422钢进行了时效试验,发现在630 ℃时效时,晶内及晶界有第二相粒子析出并长大,老化速度明显加快。毛雪平等[11]将转子用30Cr1Mo1V钢在540、565和660 ℃进行了时效处理,发现时效温度越高,硬度下降越明显。
本文对9Cr-CrMoV钢焊接接头进行了时效工艺试验,时效温度为470和538 ℃,检测了经不同工艺时效处理的焊接接头的冲击韧性,采用扫描电镜(SEM)分析了冲击试样的断口形貌和断裂模式;根据焊接接头的微观组织如第二相粒子的分布等确定焊接接头的组织与时效温度之间的关系;研究了时效过程中焊接接头不同区域组织的变化及其对接头力学性能的影响,以及冲击韧性与显微组织之间的关系。
1 试验材料与方法
1.1 母材与焊丝
母材为9Cr和CrMoV钢,采用5%Cr焊丝,以减小9Cr钢和CrMoV钢之间铬含量的差异,抑制碳迁移。母材和焊丝的化学成分如表1所示。

表1 母材和焊丝成分 (质量分数)Table 1 Chemical compositions of the base metals and welding wire (mass fraction) %
1.2 焊接过程和热处理
采用窄间隙钨极氩弧焊打底。窄间隙钨极氩弧焊是焊接质量最可靠的焊接工艺之一,而且接头质量好,焊道美观。再采用窄间隙埋弧焊技术多层多道次填充,焊后进行热处理,以消除焊接应力稳定组织。焊接接头在470和538 ℃时效8 000 h,以模拟转子的稳态运行。
1.3 显微组织和力学性能检测
将时效后的焊接接头加工成标准的夏比摆锤冲击试样,并在室温进行冲击试验。然后截取冲击试样的一侧断口用扫描电镜观察其形貌,其余部分用于显微组织检验。试样抛光后用体积比为3∶3∶5的HCl、HNO3和H2O溶液腐蚀,用光学显微镜和扫描电镜检验组织。
2 结果与结论
2.1 显微硬度
9Cr-CrMoV钢焊接接头470和538 ℃时效8 000 h后的显微硬度分布如图1所示。从图1可以看出,接头两侧热影响区显微硬度值变化急剧,两侧熔合线附近硬度最高。这是焊接过程中产生碳迁移所致。在两侧靠近母材的热影响区有一个软化区,即过回火区,硬度极低。该区域的焊接热传递较为缓和,且焊接余热对该区域组织有近似回火的作用[12-13]。从图1可以发现,整个焊接接头的显微硬度分布不均匀,并且不同温度时效后不同区域的显微硬度变化幅度不同,时效温度对9Cr钢母材和热影响区的显微硬度影响不大,而CrMoV钢母材、热影响区及焊缝区的显微硬度随时效温度的升高而降低。通常,硬度越高韧性越差。焊缝区在538 ℃时效后整体硬度下降,说明焊缝区的韧性较高。为了研究不同温度时效后焊缝区的韧性变化,测定了焊缝中心区的冲击性能。
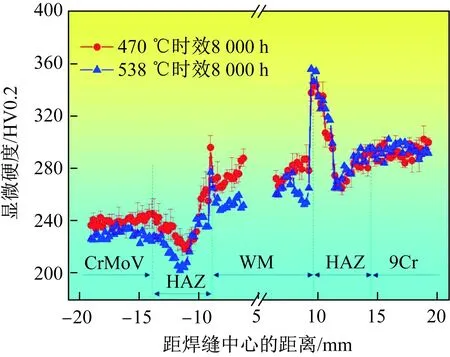
图1 不同工艺时效后9Cr-CrMoV钢焊接接头的硬度分布Fig.1 Hardness profile in the welded 9Cr-CrMoV steel joint after being aged by different procedures
2.2 冲击性能
470 ℃时效8 000 h的接头焊缝区冲击吸收能量分别为26.3、19.6和18.4 J,平均21.4 J;538 ℃时效的为24.3、23.2和21.2 J,平均22.9 J,说明焊缝区在高温下组织会发生变化。为更加准确地研究时效温度对冲击韧性的影响,检验了冲击试样的断口形貌,如图2所示。
图2为470和538 ℃时效8 000 h的9Cr-CrMoV钢焊接接头焊缝冲击试样的断口形貌。从图2(a)和2(c)中可以看出,整个断面较为平整,主要由放射区构成,且断口均具有准解理断裂特征。准解理断裂占整个断面的比例反映材料的脆性,由于冲击断口中准解理断裂部分所占比例较大,说明材料的冲击韧性较低。图2(b)和2(d)是B和D区域的放大图,从图中可以观察到准解理断裂面由许多小裂面构成,而且小裂面均有解理台阶。在两个准解理面交接的区域产生了明显的韧窝带,准解理面还发现有河流状花样。
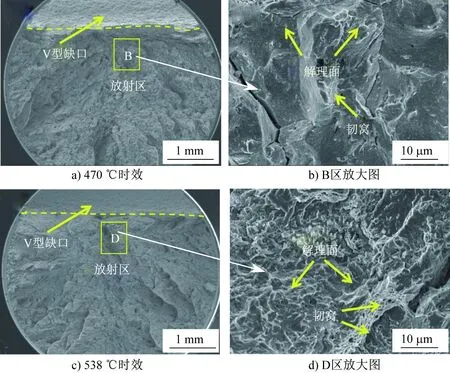
图2 470和538 ℃时效8 000 h的焊缝冲击试样的断口形貌Fig.2 Patterns of the fractures of impact specimens taken from the welds aged at 470 ℃ and 538 ℃ for 8 000 h
2.3 显微组织
图3(a)和3(b)为470 ℃时效8 000 h的9Cr-CrMoV钢焊接接头9Cr钢母材和热影响区的显微组织。9Cr钢母材为板条马氏体,板条特征清晰可见。9Cr钢热影响区组织为回火马氏体,由于受焊接热的影响,原子的活性增大,马氏体中的过饱和碳逐步以碳化物的形式析出,板条特征消失,转变为回火马氏体。图3(b)表明,焊缝与母材之间的熔合线十分清晰,而且在邻近熔合线的热影响区存在灰色长带——碳迁移带,宽约50 μm。图3(c)和3(d)为碳迁移引起的贫碳区和富碳区形貌[14],贫碳区位于紧邻熔合线的焊缝中,第二相粒子较少,尺寸也较小。而富碳区位于热影响区,第二相粒子较多,分布密集,较粗大。
图4(a)和4(b)为470 ℃时效8 000 h的焊接接头CrMoV钢母材及热影响区的显微组织。CrMoV钢母材和热影响区均为回火马氏体组织。从图4(b)中可以观察到紧邻熔合线的焊缝中存在碳迁移带,由于CrMoV钢母材与焊缝金属中强碳化物形成元素铬的含量差异较小,所以碳迁移带没有9Cr钢侧的明显。图4(c)和4(d)为碳迁移引起的贫碳区和富碳区的组织形貌,贫碳区位于CrMoV钢热影响区,第二相粒子较少,尺寸较小;富碳区位于紧邻熔合线的焊缝中,第二相粒子较多,且较粗大。
图5(a)和5(b)为538 ℃时效8 000 h的接头中9Cr钢母材和热影响区的显微组织。9Cr钢母材为板条马氏体,热影响区为回火马氏体。图5(c)和5(d)为贫碳区和富碳区的组织形貌,贫碳区位于紧邻熔合线的焊缝部位,而富碳区位于热影响区,第二相粒子数量和尺寸差异明显。图6(a)和6(b)为538 ℃时效8 000 h的接头CrMoV钢母材及热影响区的显微组织,均为回火马氏体。图6(c)和6(d)为贫碳区和富碳区的组织形貌,贫碳区位于CrMoV钢热影响区,而富碳区位于紧邻熔合线的焊缝部位。可见,时效温度从470 ℃提高到538 ℃,9Cr和CrMoV钢母材及热影响区组织均未发生明显变化,说明9Cr和CrMoV钢具有良好的高温稳定性。时效温度提高产生的最明显的影响是析出相发生一定程度的粗化。
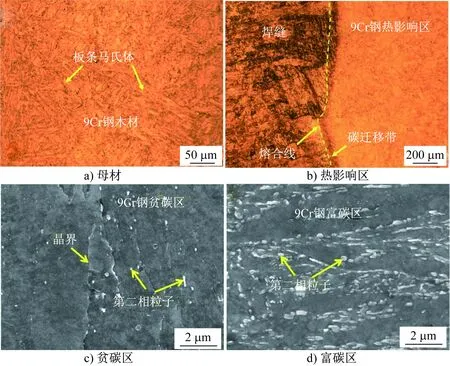
图3 470 ℃时效8 000 h的接头中9Cr钢侧不同特征区域的显微组织Fig.3 Microstructures of different characteristic zones on the side of 9Cr steel in the joint aged at 470 ℃ for 8 000 h

图4 470 ℃时效8 000 h的接头中CrMoV钢侧不同特征区域的显微组织Fig.4 Microstructures of different characteristic zones on the side of CrMoV steel in the joint aged at 470 ℃ for 8 000 h
图7为470和538 ℃时效8 000 h的9Cr-CrMoV钢焊接接头焊缝区的显微组织,可以看出,随着时效温度的提高,焊缝组织未发生明显改变,均为回火马氏体。图7(c)为470 ℃时效8 000 h的焊缝区组织,从图中可以看出,第二相粒子比较弥散,部分在晶界偏聚,且晶界的第二相粒子尺寸大于晶内的。这说明,在高温长时间时效过程中,焊缝区晶界的第二相粒子会优先粗化。当时效温度提高到538 ℃后,如图7(d)所示,晶界第二相粒子粗化更为显著,且更明显地在晶界偏聚,导致晶界强化作用增强,有利于冲击韧性的提高[15-16]。

图5 538 ℃时效8 000 h的接头中9Cr钢侧不同特征区域的显微组织Fig.5 Microstructures of different characteristic zones on the side of 9Cr steel in the joint aged at 538 ℃ for 8 000 h
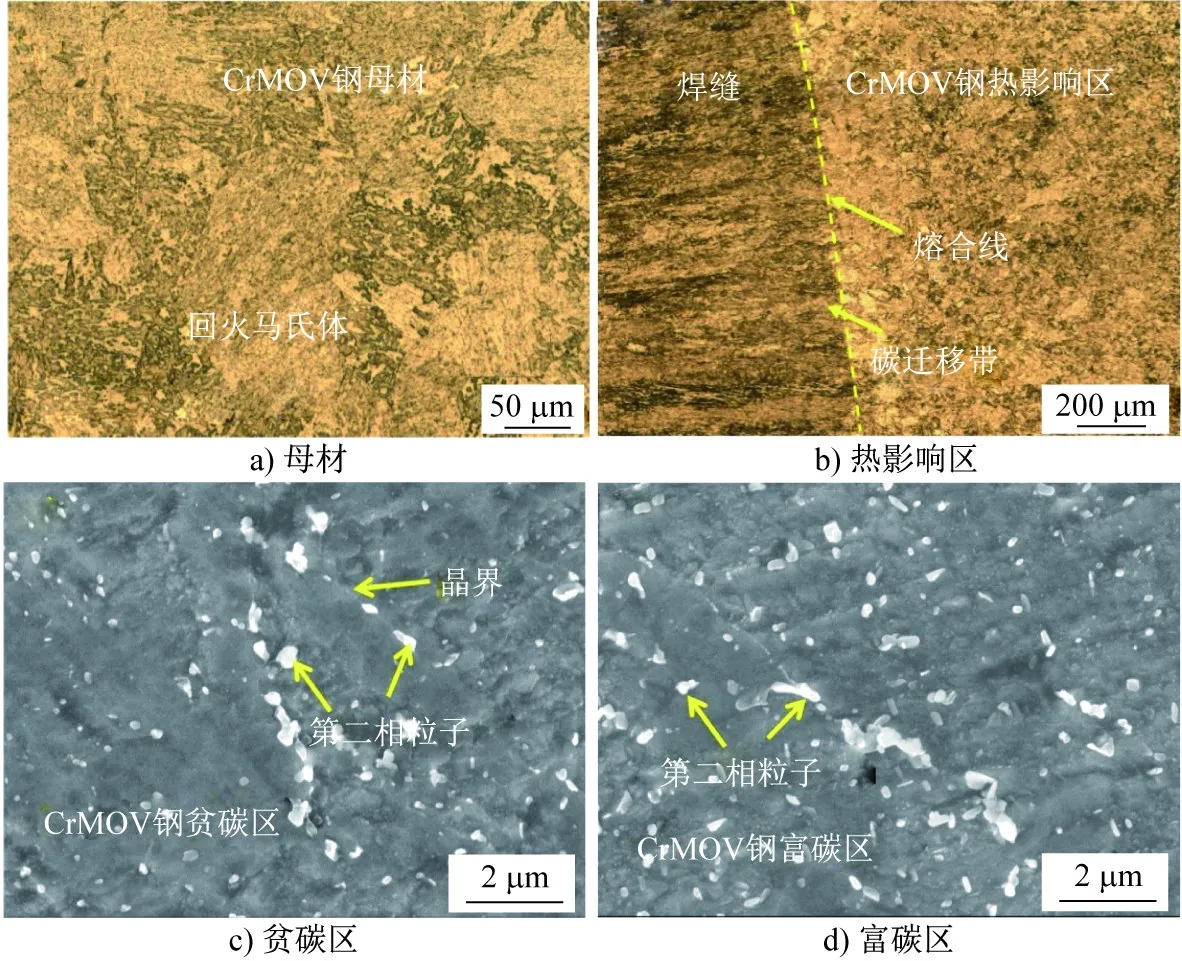
图6 538 ℃时效8 000 h的接头中CrMoV钢侧不同特征区域的显微组织Fig.6 Microstructures of different characteristic zones on the side of CrMoV steel in the joint aged at 538 ℃ for 8 000 h
3 结论
(1)9Cr-CrMoV钢焊接接头由于母材和热影响区组织不均匀,导致硬度不均匀,富碳区硬度最高,且随着时效温度的升高,焊缝硬度降低。
(2)9Cr-CrMoV钢焊接接头焊缝的断裂模式为准解理断裂,焊缝冲击韧性随着时效温度的升高而提高。538 ℃时效8 000 h后,析出相在晶界聚集,晶界强化作用加强,晶内析出相的粗化使基体软化导致冲击韧性提高。
(3)采用5%Cr焊丝具有过渡铬含量的作用,并减弱碳迁移。

图7 470(a,c)和538 ℃(b,d)时效8 000 h的接头中焊缝区的显微组织Fig.7 Microstructures of welding beam in the joint aged at 470 ℃ (a,c) and 538 ℃ (b,d) for 8 000 h
接头中9Cr钢侧的碳迁移带位于紧邻熔合线的热影响区,而CrMoV钢侧的碳迁移带位于紧邻熔合线的焊缝中。焊缝和CrMoV钢母材、热影响区及9Cr钢热影响区组织均为回火马氏体,而9Cr钢母材组织为板条马氏体。经过长时间高温时效后,各特征区的组织未发生明显变化。