1000MW二次再热汽轮发电机组振动故障分析及处理
2019-01-15徐福斌
夏 芃,徐福斌,许 尧
(国电泰州发电有限公司,江苏 泰州 225300)
0 引言
泰州公司二期工程4×1000MW机组系上海电机厂THDF125/67型二次再热汽轮发电机组。3号、4号机组分别于2015年10月、2016年1月投产。调试期间4号机8、9号瓦振动偏大,经过多次检查和加装平衡块,效果不佳。2017年1月根据上海电机厂动平衡方案,在发电机励磁机风扇处(9瓦)的平衡槽内173°位置加装210g的平衡块。投运后绝对振动变化不大,相对振动8瓦变大(约56μm升至90μm),9瓦变小(约101μm降至67μm)。一方面长期高频振动造成的焊缝裂纹,另一方面支吊架设计不合理,焊缝处应力超标,两者共同造成了氢气管道焊缝裂纹。发电机8瓦处振动,是由综合因素造成的,需要从轴承情况、台板基础、内部碰摩、发电机热不平衡、转子不平衡因素综合检查考虑[1]。
1 检修情况
根据厂家设计要求及检查标准,对轴瓦安装情况进行检查,重点检查瓦枕接触面积需75%以上,馈油孔周围应100%密封,用塞尺检查轴瓦与轴承座间隙,要求油槽附近接触面合格以及0.02mm塞尺塞不进,轴承座与下半轴瓦在哈夫面处的结合面,可以允许用0.1mm塞尺向下塞入长度约50~60mm,最大不超过100mm。现场检查结果发现汽、励端下半轴瓦与轴承座间隙0.02mm不入,8瓦轴承座接触面达80%左右,轴承座与下半轴瓦在哈夫面处的结合面用0.1mm塞尺可以塞入130mm,7瓦轴承座接触面达65%左右,轴承座与下半轴瓦在哈夫面处的结合面用0.1mm塞尺可以塞入130mm,轴瓦各项检查合格。检查小轴轴瓦承载情况,需保证轴瓦承载小轴一半的质量。架表用行车进行测量,要求轴瓦载荷在4.5t左右,现场检查结果表明,使用行车抬起励磁机转子进行测量轴瓦承载情况,用手拉葫芦拉行车承载到4t左右,百分表读数显示为0.05mm,用铜棒轻轻敲下半轴瓦,有明显的松动感,轴瓦承载不够。降负荷过程中9号瓦低频量越来越大,发生了油膜震荡,直到2600r/min低频量才消失。所以9号瓦要检查瓦的顶隙及瓦的接触情况,要加大9号承载通过9瓦抬高0.2mm的方法,使9瓦承载加大,提高了轴系的稳定性。0.05mm塞尺检查发电机机壳与垫片的间隙,需垫实并打紧螺栓。现场检查结果表明,汽、励端定子底角面与垫片之间0.05mm不入,间隙合格。另外对发电机地脚架表,松地脚螺栓,保证表变化幅度在0.03mm以内,也符合要求。该发电机修前轴振偏大,但相比其它轴承,仅大10~20μm,但瓦振大很多,怀疑是发电机台板或者轴承刚度问题,支撑方面可能有间隙。但最后检查结果没有发现问题。油挡间隙的检查,发现所有密封瓦油挡,支撑瓦油挡均有碰摩痕迹,轴颈处有明显沟槽。按照标准值上限进行调整,避免碰摩导致的振动[2]。
2 动平衡处理分析
泰州公司4号机组于2016年1月投产,投产初期发电机7号瓦、9号瓦轴振大,特别是9号瓦轴振大,商业运行后发电机振动有所变化。根据上海发电机厂专业人员在2016年12月26日测试的数据,发电机7号瓦轴振动良好,励磁机端轴振(9瓦)偏大,电机厂对发电机组进行动平衡处理,具体为在9瓦的励磁机风扇上进行配重,平衡块质量及角度为:215g,163°[3]。在励磁机风扇上按上述质量及角度加重后,2017年2月16日启动,23时45分定速3000r/min,2017年2月17日先后启、停3次,每次启动定速3000r/min时振动幅值和相位都略有变化,2017年2月20日机组因故停机,2月21日再次启动,此次启动后,带负荷运行,7、8号瓦轴振有所增大。2018年2月8日机组大修停机前再次对机组振动进行测试[4]。有关数据表明,7瓦轴振矢量定速3000转时与带负荷时有较大差别,是此次查出的密封支座碰磨引起。检修调整好密封支座间隙,会改善爬升现象, 因此7瓦处暂不作平衡加重处理。8瓦轴振矢量定速时与带负荷时变化不是太大,考虑到8瓦瓦振比较偏大,实施一下平衡加重,降低不平衡激振力,改善8瓦的瓦振响应。
机组在带负荷运行后,7、8号瓦轴振振动均出现较大变化,因此发电机可能存在碰摩、热不平衡问题,本次检修中发现发电机汽端密封支座、外油挡位置有摩痕,发电机励端密封瓦油挡处有摩痕。在本次检修中即根据原来数据进行加重处理[5]。如果根据原来数据加重,可考虑励发靠背轮处加重P8为400g/140°。角度为从键相槽处逆转向度量。在这之前,由于本计算所依据的键相位置为根据前面经验所确定,在本次加重前,需要电厂再次确认轴振传感器X、Y的安装位置、以及键相传感器的安装位置,是否如图1所示。
原来方案400g/140°,加重位置应在9号孔,现发现9、10、11、12号孔均加有平衡块,原先预定的位置被占,采用高密度材料的平衡块,在原有平衡块基础上增加400g质量,圆满解决了现场遇到的困难。因为氢气管道非热力管道,支吊架为现场施工单位自行设计,在水平段往上爬升段底部缺乏支撑,所有垂直段质量均由焊口承受。因此考虑在垂直段最底部加装支撑,减少焊缝受力。对8瓦底部其余焊缝进行拍片探伤检测,排除之前振动可能带来的隐患。对其余支吊架进行普查,排除局部管道焊缝受力超标情况。
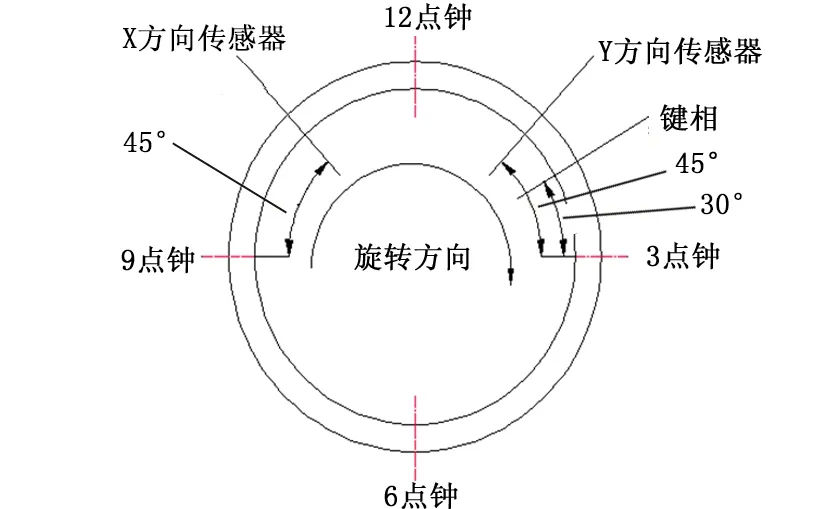
图1 传感器X、Y、键向传感器的安装位置
3 结语
由990MW负荷下检修后振动数据可见,8瓦的轴振和瓦振都有明显下降,就地手摸发电机设备和氢气管道,再无发麻感觉,处理效果良好。从根本上解决了发电机振动的问题和管道振裂的隐患。修后8瓦的轴振相比其它的较小,但瓦振比临近轴承还是要高,排查设备结构无异常后,通过降低轴振来降低瓦振。
