励磁机并头套开焊故障分析
2019-01-25
(惠州深能源丰达电力有限公司,广东惠州 516025)
0 引言
某电厂用2×180MW的联合循环天然气发电机组,燃机发电机有功功率为120MW,汽机发电机有功功率为60MW,汽机发电机采用济南发电设备厂生产的WX18Z-054LLT发电机,励磁方式为无刷励磁系统,励磁机型号为WBF8-5G,无刷励磁机旋转二极管监测模块采用美国巴斯勒电气的EDM-200。励磁机电枢绕组有九个并头套连接到励磁机的连接环U、V、W和N相中,实现励磁机电枢绕组与整流盘的连接。
1 事件经过
在汽机发电机带60MW有功负荷运行过程中,汽机发电机励磁系统出现“旋转二极管故障”报警信号,60s后汽机发变组保护报“发电机失磁保护动作出口”跳闸信号,同时汽机发电机出口断路器跳开,发电机解列。停机后,对励磁系统进行检查未发现异常情况,现场检查励磁机本体有烧焦的异味,初步判断为励磁机内部出现故障导致保护动作,现场吊出励磁机定子,发现励磁机电枢上的其中一个并头套已经烧断,故障点如图1所示, 另外两个并头套的出线连接头完整,由图1可以看到并头套烧断后,产生的短路电流将励磁机端部固定的无纬带同时烧断,励磁机电枢绕组在没有无纬带的固定,同时由于励磁机高速旋转产生的离心力,最终使励磁机全部绕组与并头套失去连接。

图1 励磁机并头套烧断故障点
2 并头套连接原理及故障原因
励磁机正常在该位置应有三个并头套,其空间布置图如图2所示,图2有三个并头套,组成一组,励磁机共有三组并头套,三组按120度在圆周空间内分布,共计九个并头套。励磁机的并头套将励磁机的电枢绕组可靠地连接到旋转二极管,通过旋转二极管整流后,完成励磁电流的输送,为发电机提供励磁电流,是励磁机重要的连接部件。
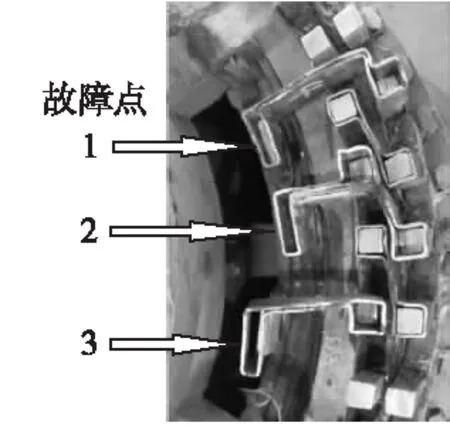
图2 励磁机并头套空间布置图


图3 励磁机并头套连接原理图
为了进一步查找励磁机并头套开焊的原因,对其它同类型励磁机进行检查,发现励磁进并头套均出现不同程度的移位和开焊,图4为并头套焊接部位出现开焊,未完全脱落,图5为励磁机并头套出现移位。测量励磁机电枢绕组的三相直流电阻,直流电阻三相偏差达到10%以上,远远超过了预防性规程要求小于三相最小值1.5%的要求。电枢绕组三相直流电阻不平衡在励磁机运行中会导致三相电流不平衡,但是由于励磁机在运行过程中,电枢是旋转的,很难监测到电枢绕组的三相电流,所以正常运行时,是无法反映出电枢并头套开焊的问题,只能停机检修过程中,吊出励磁机定子,才能测量到电枢三相的直流电阻,导致无法提前发现并头套开焊的问题,等到并头套完全开焊,电流过大导致电枢绕组烧断后,才能通过发电机的失磁保护动作跳闸,此时励磁机已出现严重故障。

图4 励磁并头套焊锡出现开焊

图5 励磁机并头套出现移位
励磁机并头套是通过焊接的方式与励磁机连接环进行可靠连接,原设计的焊接方式为锡焊工艺,锡的熔点在200℃左右,熔点较低,导电性能较差,励磁机并头套流过的电流为1000A左右,电流产生的热量容易导致焊锡老化开裂,同时燃机电厂为调峰电厂,每天需要启停,在机组启停过程中,励磁机温度和电流不断变化,励磁机并头套不断承受冷热应力,随着运行时间的加长,并头套出现移位和开焊,最终导致并头套烧断。
3 并头套返厂解决方案
励磁机返厂后,将励磁机的九个并头套全部重新更换,为了提高励磁机并头套的连接可靠性,适应燃机电厂调峰机组运行的特性,现场采用银焊的方式,银焊条的主要金属成份银为45%、铜为30%,剩下的为锌和其它金属,熔点在600℃以上,具有渗透性好,焊接口抗冲击力较强,完全可靠满足励磁机启停过程中,温度和电流不断变化产生的冷热应力,同时银焊后,连接部位的导通电阻将比原来的锡焊更低,接头的发热量更小,焊接的励磁机并头套如图6所示。

图6 采用银焊后的并头套
对励磁机银焊后的并头套进行直流电阻测试,测试结果如表1所示,三相定子直阻偏差为0.001mΩ,满足预防性规程小于最小值1.5%的要求。通过直流电阻测试表明,励磁机连接及导通性能良好。采用银焊后,将彻底解决锡焊存在开焊的设计缺陷,焊接完成后,对励磁机并头套用玻璃丝带进行绑扎固定,提高励磁机抗离心力的能力,进一步防止励磁机并头套出现松动,最后对整个励磁机进行真空浸漆,测量励磁机绝缘电阻、交流耐压均合格。

表1 励磁机电枢绕组直流电阻(温度:2℃;湿度:40%)
4 预防及优化措施
励磁机并头套在原来设计时,采用的是锡焊的通用工艺,锡焊在燃煤机组应用过程中,励磁机并未发现明显的开焊现象,主要是由于燃煤电厂启停次数较少,而燃机电厂为调峰电厂,具有每天都要启停的运行特性,不可避免地会产生冷热应力,并头套在这种冷热应力长时间作用下,会出现移位和开焊,原来的锡焊工艺已无法满足调峰电厂的运行特性。可通过以下检修方式,防止并头套开焊。
(1)通过银焊的方式代替锡焊,提高励磁机并头套连接的强度和导电性能;同时通过玻璃丝带对并头套进行绑扎固定,防止机组在频繁启动导致并头套出现移位松动的问题,通过优化制造工艺,解决励磁机并头套开焊的问题。
(2)利用机组停机机会,定期对并头套进行孔探拍照,可及时发现并头套移位及开焊的问题。
(3)励磁机在设计本身未配置任何保护,可考虑将旋转二极管检测故障信号接入跳闸,一旦出现二极管故障或并头套开焊,可直接解列机组,最大程度减少故障对励磁机造成的损坏。
5 结语
本次励磁机并头套的开焊,是一个长时间应力作用的结果,但由于无刷励磁在机组运行中存在无法检测电枢绕组电流的缺点,只能通过发电机转子接地保护、旋转二极管监测、励磁机冷热风温度等手段,间接反映励磁机的运行状况,导致无法及时监测到励磁机并头套移位和松动长时间发展变化的趋势,当并头套完全断开时,保护才会动作,此时励磁机已经出现严重故障,因此只有提高励磁机出厂制造工艺,优化现场检修项目,重点对励磁机并头套、旋转二极管等薄弱环节进行检查,从源头杜绝事故的发生。
