LF炉炉盖升降立柱有限元分析
2019-01-07李东爱
张 琨,李东爱,冯 清,张 锋
(中钢集团西安重机有限公司,陕西 西安 710210)
0 前言
某钢厂日常生产的例行维护检查中发现,300 tLF炉升降立柱的底部局部钢板发生开裂。经分析得知,该部位承受炉盖往复运行引起的交变载荷作用。根据疲劳理论,零件或部件在受到交变载荷的反复作用,在交变应力尚未达到静强度设计的许用应力情况下会在零件的局部位置产生疲劳裂纹并扩展,最后发生突然断裂。疲劳强度越低,越容易导致疲劳破坏的产生。
应力强度和应力集中是影响疲劳强度的两大关键因素。在炉盖重力的作用下,立柱底部开裂区域受到拉应力的作用,而拉应力和疲劳极限成反比关系,拉应力越大,疲劳极限越小,越容易出现疲劳破坏。疲劳裂纹最先出现在应力集中部位。应力集中导致该部位实际应力远大于名义应力,使该处产生疲劳裂纹,最终导致零件失效或破坏。
本文通过静力分析的方法,研究了疲劳断裂处的应力水平和应力集中情况,并通过结构优化,有效减小立柱底部的应力水平,缓解应力集中现象。
1 LF炉炉盖升降装置
LF炉升降立柱的底部局部钢板发生开裂如图1所示。如图2所示为LF炉炉盖升降装置由炉盖,提升臂,滚轮箱,升降立柱组成。炉盖升降立柱整体支撑托举LF炉包盖,其中LF炉炉盖升降立柱上的滚轮箱夹持住同LF炉包盖相连的提升臂,并由LF炉炉盖升降立柱内置的液压缸带动LF炉包盖上下行走。LF炉炉盖升降装置中炉盖的受力为单臂悬梁结构,炉盖重力将以力矩的形式作用于升降立柱上。由立柱的力与力臂的关系可知当炉盖升到立柱的极限高度的时刻,立柱所受力矩将达到最大值。
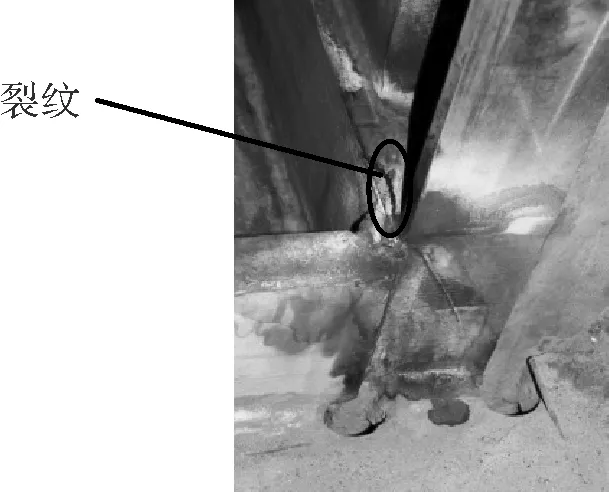
图1 升降立柱底部
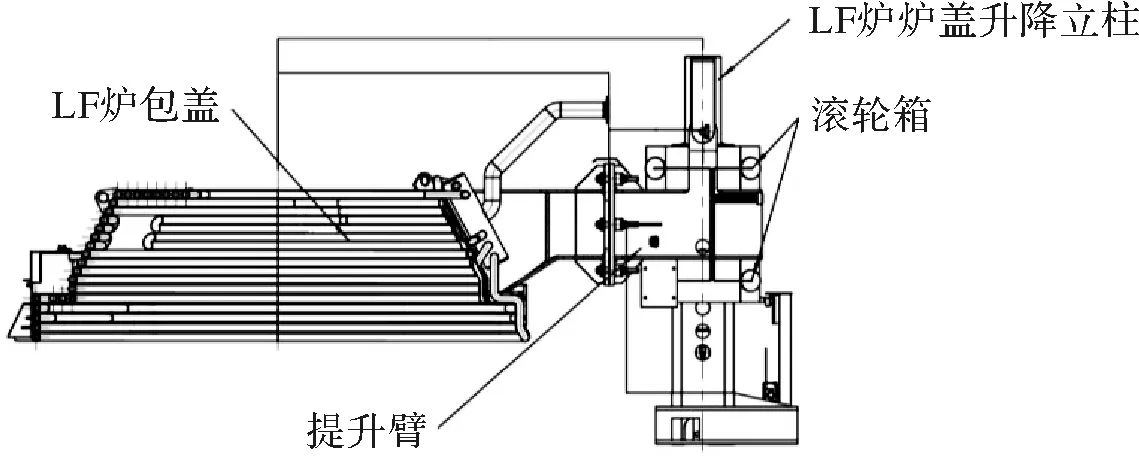
图2 LF炉升降立柱运行机构简图
2 有限元分析
300 tLF炉平均每炉的生产时间约为40 min,升降水冷炉盖时间约为1 min。采用ANSYS Workbench Static Structural模块对该设备进行静力学分析。
2.1 模型的建立及简化
通过Solidworks2011建立炉盖升降立柱三维模型,并导入ANSYS Workbench中。立柱主体材料为Q345,局部筋板材料材料为Q235,其物理及机械性能参数如表1所示。

表1 性能参数
使用ANSYS Meshing模块对实体模型进行网格划分,如图3所示。通过网格敏感性分析,对立柱底部区域使用7.5 mm的网格进行细化,其余部分采用网格自动化分法。网格类型使用10节点高阶四面体单元,网格数量为463 849,节点数量为109 707。

图3 炉盖升降立柱三维模型网格划分
根据升降立柱的受力情况,采用远端点的设置方法,简化模型。如图4所示,首先将立柱切开分为三部分,主要是将受力面与其他面分开。其次对立柱底部施加固定约束A,约束X、Y、Z三个方向自由度;并将炉盖重力形成的重心点设为远端点B,炉盖重心距离立柱受力面4 m,炉盖自重为245 kN,并将自身重力加载在此点上。最后设置受力面,将受力面设置于切开的立柱面上,作用于立柱的滚轮滑动面上,即图4中间区域。

图4 模型整体约束和受力
2.2 结果分析
对模型进行求解,得到断裂区域应力分布图,如图5所示。局部区域最大应力为204.64 MPa,发生在筋板和立柱滚轮滑动面的交界面处。
取最大应力节点及周围的6个节点的应力值,如图6所示。周围节点的最大应力为158.88 MPa,与最大应力的应力差百分比为22.35%,最小应力为16.20 MPa,与最大应力的应力差百分比为92.08%,存在明显的应力集中现象,容易引发疲劳裂纹的产生。对比该区域和现场产生裂纹的区域,二者重合。

图5 模型局部等效应力分布图

图6 周围节点应力图
3 升降立柱的优化设计
3.1 优化方案
由于立柱的局部应力过大,并且应力集中现象明显,所以对立柱进行优化设计。通过以下方法对立柱进行加强。
(1)增加筋板数量,将原有的两道筋板增加为四道筋板,提高局部区域的平均抗拉强度。
(2)在筋板和立柱滚轮滑动面的连接部位增加工艺圆角,降低应力集中情况。
3.2 优化后有限元分析
优化后立柱的整体应力分布如图7所示。从计算结果可以看出,优化后危险点的位置发生了变化,优化后的最大应力从原来的204.64 MPa降到了153.98 MPa。
取最大应力节点及周围的6个节点的应力值,如图8所示。周围节点的最大应力为143.81 MPa,与最大应力的应力差百分比为6.60%,最小应力为120.45 MPa,与最大应力的应差百分比为21.78%。优化后,最大应力降低,并且周围应力分布较均匀,应力集中现象明显减轻。
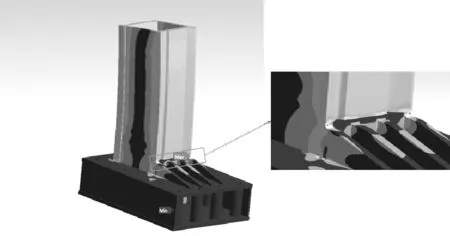
图7 优化后的局部应力分布

图8 周围节点应力图
4 结束语
通过Workbench对升降立柱进行优化,在维持原有设备的基础上,降低了局部应力水平,减轻了应力集中现象,有效降低了设备产生疲劳裂纹和断裂的可能性。
按照优化方案对钢厂的LF炉炉盖升降立柱进行了改造,补焊了两块筋板。重新生产制造的立柱按照此方案进行生产,目前该立柱已投入生产三年多,相关生产制造良好,未出现任何问题。