自动输送铜管设备的设计
2019-01-02董新华蔡汉明郝同晖韩绍林常瑞鹏
董新华,蔡汉明,郝同晖,韩绍林,常瑞鹏
(青岛科技大学机电工程学院,山东 青岛 266061)
自动输送铜管设备是根据用户需求设计的一种基于可编程逻辑控制器(PLC)的自动控制机械设备,依靠其控制动作准确平稳,能频繁启动、长时间连续工作的优点,可以有效解决人工搬运铜管重复程度高、劳动强度大的难题,能准确实现自动判断有无铜管、夹紧铜管和输送铜管的动作[1]。自动输送铜管设备运用气动技术和电控技术[2],能利用手动、自动及单循环3种方式实现输送夹紧动作、支撑夹紧动作和输送铜管动作。
1 自动化输送铜管设备系统工作原理
基于PLC的自动输送铜管设备的工作原理与半自动输送铜管设备类似。检测装置放于伺服电机旁,当检测装置检测到有铜管时,夹紧气缸和支撑夹紧气缸夹紧铜管然后伺服电机执行输送动作,当另一传感器检测到支撑夹紧装置到达特定位置,则支撑夹紧气缸松开,普通电机旋转使得支撑夹紧装置执行后移动作,当到达指定位置,普通电机立即停止,同时支撑夹紧气缸执行夹紧动作。自动输送铜管设备气动系统由两大部分组成。第1部分是夹紧部分,用于夹紧铜管并输送一定距离;第2部分是支撑夹紧部分,设置在输送铜管前方(如图1中所示位置),用于防止铜管弯曲。整体结构如图1所示。

图1 整体设备示意图
2 输送铜管系统控制
自动输送铜管设备控制系统是以气体介质作为气源实现其控制功能的,工作时2个气缸和2个电机按照预定的程序顺序动作。其控制功能具有运行效率高、响应速度快、系统运行稳定性好等特点[3]。气压系统原理图如图2所示。
以下是自动输送铜管设备系统控制主要过程。
1)报警控制过程:当系统处于正常工作状态时,气压突然低于或高于指定的压力,气压表指针会碰触开关,使得开关闭合,同时报警灯报警,此时系统停止工作,普通电机立即启动,直到达到系统工作所需的正常压力值,系统回复正常工作状态。当系统处于低压或者高压状态时,可以手动复位报警器。

1,2—过滤器;3—二位二通电磁换向阀;4—先导式溢流阀;5—普通电动机;6—气压泵;7—气压表;8—单向阀;9,13—O型三位四通电磁换向阀;10,11,14,15—调速阀;12—夹紧气缸;16—支撑夹紧气缸
2)手动控制过程:开机后系统首先进行初始化,当完成初始化后,将一直处于无动作运行状态,直到用户根据自己的需求选择手动、单循环或自动循环3种模式的一种。在手动模式下,当三位四通电磁换向阀左位电磁阀1YA得电时,夹紧气缸缸杆伸出执行夹紧动作,当右位电磁阀2YA得电时,夹紧气缸缸杆执行松开动作;当左位电磁阀3YA得电时,支撑夹紧气缸缸杆也执行辅助夹紧动作,当右位电磁阀4YA得电时,支撑夹紧气缸缸杆执行返回动作。当按下输送按钮时,首先夹紧气缸执行夹紧动作,然后伺服电机执行输送动作;当按下前移按钮时,首先支撑夹紧气缸执行回原点动作,然后普通电机执行前移动作;当按下后移按钮时,首先支撑夹紧气缸执行回原点动作,然后辅助支撑装置执行后移动作。
3)单循环控制过程:自动输送铜管设备单循环模式与自动循环模式执行运送铜管的流程是一样的,唯一不同点是单循环模式下系统以检测到没有铜管作为程序结束的标志,系统初始化之后仅执行一个循环,随后所有气缸在执行完动作后系统立即执行回原点动作,否则控制系统将无法再次运行或者发生误动作。
4)回原点控制过程:系统未供电时,各电磁换向阀处于中位,阀口均关闭;系统供电后,无论此时各气缸运行到何处,都将默认进入初始化状态,各气缸磁感应器、压力表以及电磁阀开关进入自检状态。当检测到夹紧气缸后端磁感应器未到位,电磁阀右位2YA得电,夹紧气缸缸杆缩回到原点;当检测到支撑夹紧气缸后端磁感应器未到位,电磁阀右位4YA得电,使得支撑夹紧气缸缸杆缩回到顶端;当移动电机后端支撑夹紧装置上的传感器检测到信号,系统首先执行支撑夹紧气缸回原点动作,回原点动作完成之后再使移动电机旋转直到支撑夹紧装置后端传感器检测到有信号,表示支撑夹紧装置已完成执行回原点动作。以上每个步骤回原点流程,最终形成输送铜管设备初始化总流程。
5)自动循环控制过程:系统上电执行初始化动作后,在自动循环控制模式下,设备一直处于检测铜管有无的状态。当系统检测到有铜管的信号时,设备立即依次执行夹紧动作、辅助夹紧动作、输送动作、支撑夹紧装置返回动作。完成以上动作后,系统会再次判断是否应该执行下一个循环动作,从而使输送铜管设备完成整个自动循环流程。设备自动循环控制过程流程图如图3所示。

图3 自动循环控制方式流程图
3 控制系统的硬件配置
自动输送铜管设备依据功能控制要求,所需PLC的输入、输出点数全部为开关量,因此方便选择PLC型号及I/O点数和编写内部程序[4]。由于S7-1200系列 PLC延伸出的所有输入输出端子形成端子排,因此接线方便[5]。PLC外部接线图如图4所示。
4 控制系统程序设计
4.1 主程序设计
自动控制输送铜管设备系统操作面板包含所有常用的手动命令,如图5所示。现场按钮是很分散的,不再给出。
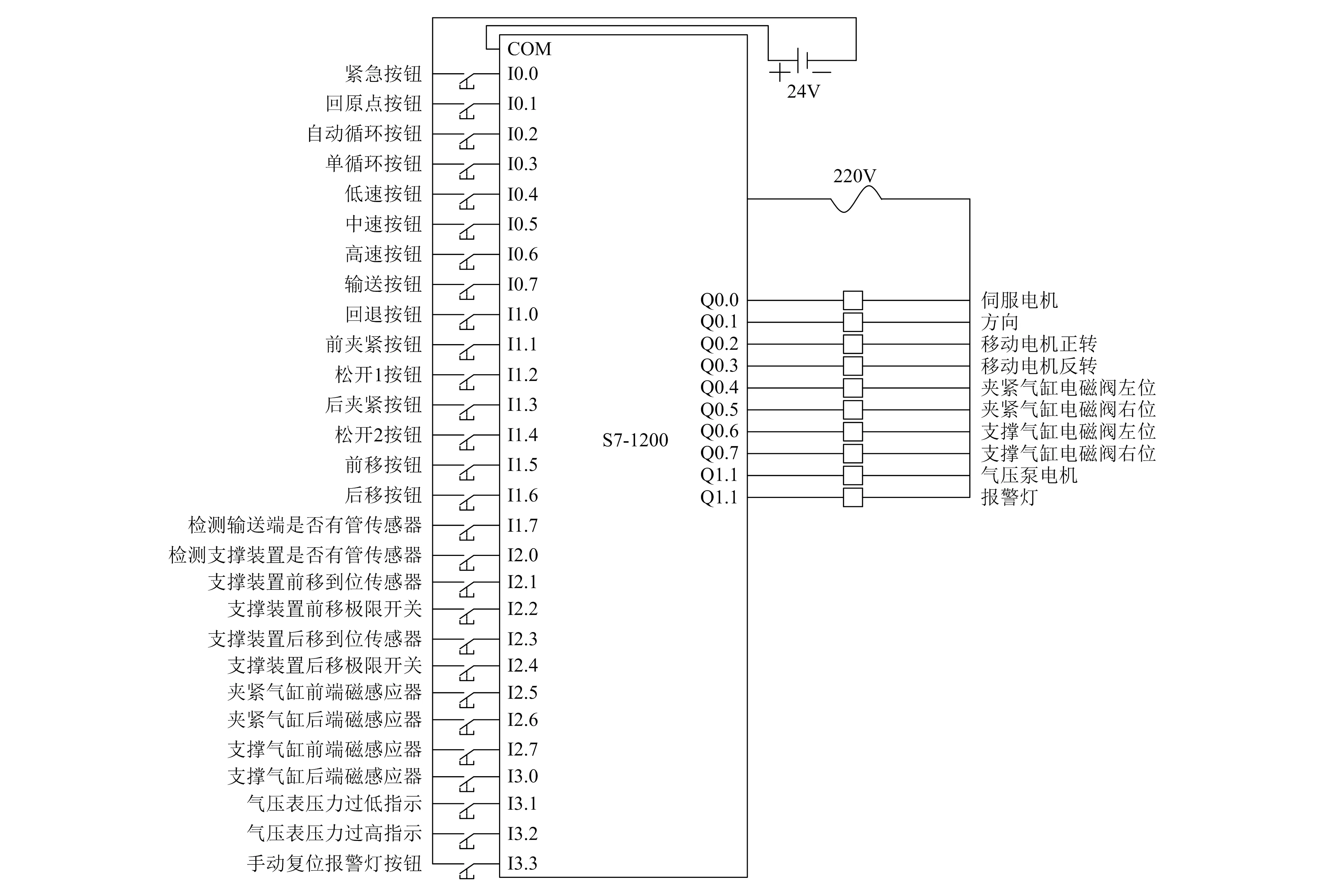
图4 CPU外部接线示意图
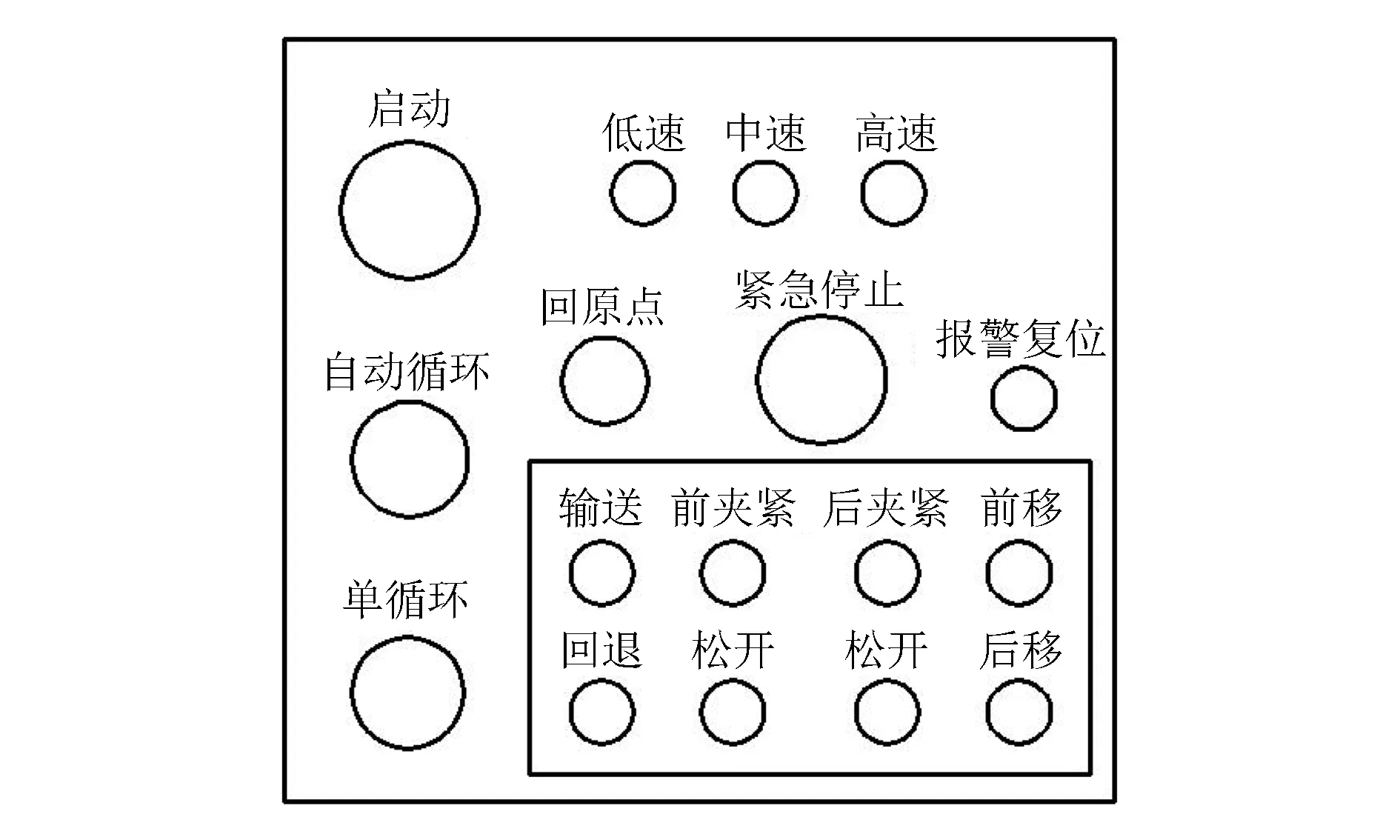
图5 控制系统操作面板
4.2 自动操作方式的程序设计
自动控制输送铜管设备梯形图的程序采用顺序控制思想设计,程序利用辅助线圈的自锁和互锁实现[6]。设备在自动循环模式下的系统顺序功能图如图6所示。
5 结束语
本文设计的自动控制输送铜管设备因其具有的PLC控制可靠性高、维护方便、抗干扰能力较强、易学易用等特点[7],逐步得到推广。设备在某工厂经多次验证,自动控制方式和设计方案证明是很合理的,系统稳定可靠,同时设备还大大提高了生产效率,解放了劳动力,为工厂带来明显的效益。

图6 自动操作方式顺序功能图
