CN200车型起动机常见故障及解决方案浅析
2018-12-24黄东扬陈旭健何雪解
黄东扬,陈旭健,何雪解
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
目前,汽车在国内发展越来越趋于饱和,公司推出的CN200车型是商用车转乘用车的一款重要MPV产品,秉承高质量、高性能和高性价比的优势,受市场认可度较高。但是随着市场保有量增加和使用时间推移,起动机失效问题时有发生,故障检测较繁杂,且维修花费较多时间,引起客户抱怨强烈。
起动机失效的原因较多,通过售后维修数据及故障件,分析出几种常见故障:异响、启动困难和烧蚀等,本文主要介绍以上故障模式,从起动机设计、零件制造及装配环节进行浅析,并制定对应解决措施。
1 起动机工作原理及特性
CN200车型起动机的构造如图1所示,与其它车型大同小异。装配上,起动机通过固定螺栓固定在发动机飞轮支架上,具有一定的防水性能。

图1 起动机构造
1.1 起动机工作原理
起动机的S端连接到点火锁,起到点火钥匙控制车辆启动的作用;M端连接电磁开关和转子,控制起动机转子工作;B+端连接蓄电池正极,给起动机工作供电;电机壳体接地,通过车身、负极线回到蓄电池负极,形成一个完整的回路。如图2所示。

图2 起动机工作原理图[1]
钥匙拧到Start档时,S/W开关闭合,电流从蓄电池正极流向起动机电磁开关S端,其中一个回路从保持线圈(H-coil)经过车身搭铁后回到蓄电池负极,另一回路从吸拉线圈(P-coil)经过电磁开关M端再经过转子壳体接车身再回到蓄电池负极,此时保持线圈和吸拉线圈的电流方向是相同的,根据安培定则,两个线圈的力同时向上,动触片接触B+和M,拔叉把齿轮弹出与飞轮啮合,转子工作,高速运转带动飞轮工作,发动机启动成功。
钥匙松开Start档时,S/W开关断开,此时线圈磁力不能马上消除,电流从M端经过吸拉线圈和保持线圈回到蓄电池负极,此时两个线圈的电流方向相反,两个线圈的匝数一样,作用力互相抵消,动触片在弹簧的作用下断开B+和M连接,飞轮弹出,起动机停止工作。
1.2 起动机工作特性
(1)转矩特性:转矩随电枢电流变化的关系,M=f(Is),起动瞬间Imax,n=0,处于完全制动状态,此时启动瞬间,转矩很大,使发动机易于启动;
(2)机械特性:电动机的转速随转矩而变化的关系n=f(M),直流电机的转速随转矩的增加而迅速下降,具有软的机械特性;
(3)功率特性:P=EI=(E-I∑R)I,E 是电动势,R 是阻值[2]。
①完全制动时:P = 0,E=0,n = 0时,Mmax,发动机即将起动时,即起动机刚接入瞬间,此时n=0,I最大(称为制动电流),M也达最大值(称为制动转矩);
②空载时:Imin,nmax,P=0 ,起动机空转时,I最小(称为空转电流),n达最大值(称为空转转速);
③启动时:当I=0.5Imax,Pmax,起动电流接近制动电流一半时,起动机的P最大。如图3所示。

图3 起动机工作特性图
2 常见故障分析及解决方案
起动机的工作原理较简单,CN200车型起动机的常见失效模式有以下三种,分析如下。
2.1 异响
2016年9月收到售后退回的CN200起动机3件故障件(1#、2#、3#),分析结果如下:
(1)驱盖断裂
①驱盖毛坯铸造缺陷,零件产生夹杂物、冷隔缺陷。同时因为模具设计不合理导致应力集中部位(断口)易产生气孔。如图4所示。

图41 、2#故障件——铸造缺陷
②驱盖过渡R角较小,通过CAE分析发现应力集中点在断口位置,导致根部强度不足。如图5所示。以上两种原因结合则易导致起动机运行中端盖受力断裂。
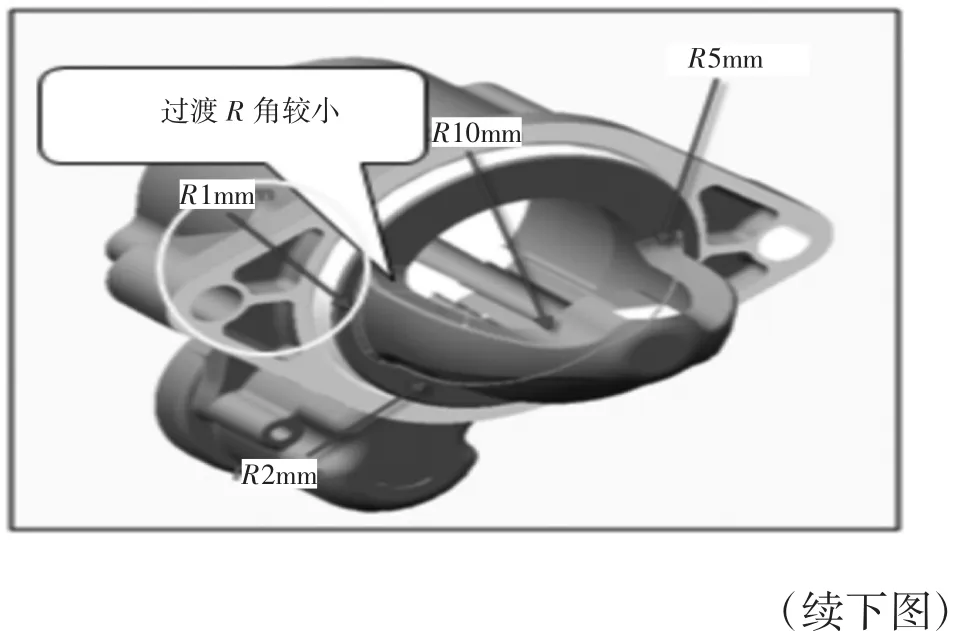

图51 、2#故障件——过度R角较小,应力集中
(2)轴衬异常磨损
经过对3#故障件逐一拆解,发现定转子磨擦,磁极破裂,驱动轴轴衬及行星齿轮轴衬异常磨损,后盖的密封盖已脱落/轴衬异常磨损。如图6所示。

图63 #故障件——定转子磨擦,磁极破裂,驱动轴轴衬及行星齿轮轴衬异常磨损
由于后盖轴衬异常磨损,导致转子边转边摆动,驱动轴轴衬的载荷加剧造成其轴衬磨损,继而定子与转子的间隙越来越小,定子磁极受到转子撞击而破损,后盖轴衬磨损直到碎裂,密封盖在碎屑的挤压作用下脱落。整个过程中,轴衬的异常磨损导致噪音越来越大。
3#故障件关键尺寸检查如表1所示。

表13 #故障件关键尺寸测量
根据对故障件拆解分析及关键尺寸测量,得出结论:异响的主要原因为驱盖断裂和轴衬异常磨损。
解决措施跟踪见表2.

表2 驱盖断裂和轴衬异常磨损措施跟踪
2.2 启动困难
蓄电池电压低、起动机装配不到位、气温过低或起动机电磁开关动触点结冰均有可能导致车辆启动困难;下面主要从电磁开关触点结冰方面进行分析。
2016年12月,团队出差哈尔滨调查CN200早上车辆难启动事件,在检查点火开关、启动回路、蓄电池电压和燃油系统均无异常的情况下,车辆在首次启动起动机齿轮处发出“咔嗒”的声音,但不能正常启动车辆(早上室外温度-25~-32℃,湿度30~40%RH),用电线短接电磁开关的B+端和M端,车辆正常启动,取消短接故障再现;用木锤轻敲电磁开关后或者启动多几次,故障消失。
将5台带透气膜电磁开关的起动机和1台原起动机分别安装到6台故障车上验证。跟踪用户使用时间1个月,结果如下:
①5台装配带透气膜的车,均正常工作,无启动困难的现象;
②1台装配原起动机的车,第3天故障再现。
根据以上分析及验证,分析在较寒冷地区,电磁开关内部水汽未能及时排出,动触点结冰导致车辆启动困难。解决措施跟踪如表3所列。

表3 启动困难措施跟踪
2.3 起动机烧蚀
车辆启动时,起动机工作时间虽然只有3~5 s时间,但是电流很大,常温下工作电流60~100 A,寒冷季节可达到100~200 A,起动机会瞬间发热,如果起动机长时间工作或堵转,有烧蚀风险,如图7所示[4]。
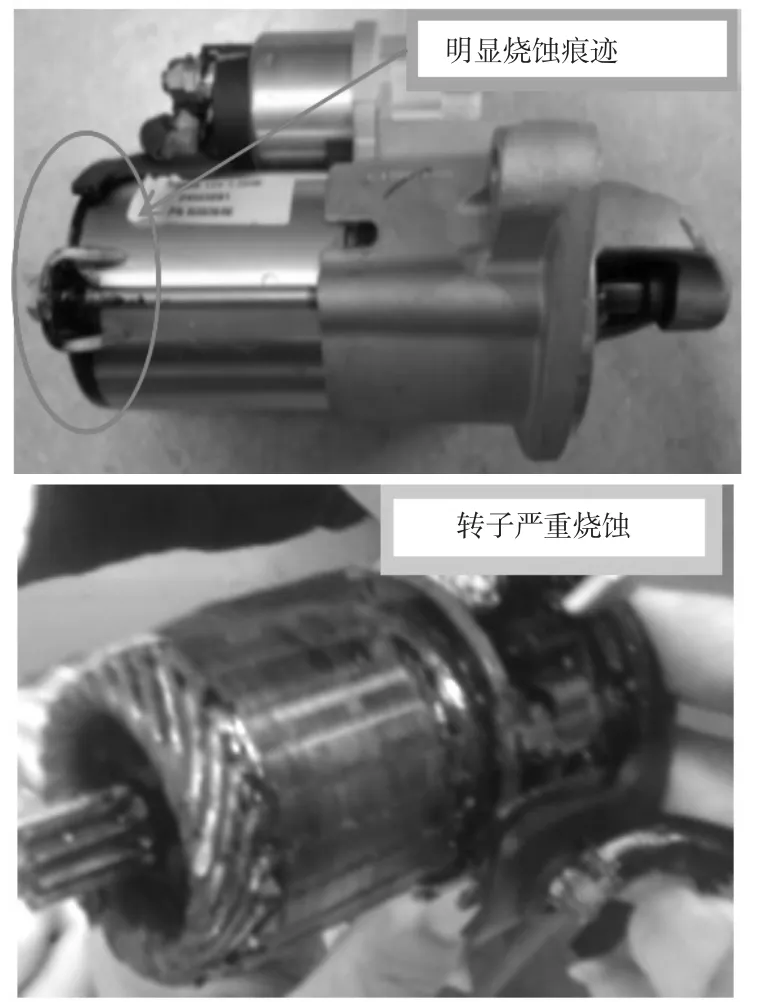
图7 起动机烧蚀
起动机烧蚀的原因主要有:
(1)起动机本身原因:电磁开关内部触点粘连或动铁芯卡滞导致起动机不断电;电枢匝间短路或对地短路(注:该故障导致电枢呈不均匀的局部异常烧蚀,与整体均匀烧蚀形态的过热烧蚀有明显区别);
(2)启动回路故障:点火开关不回位;起动继电器触点粘连,导致起动机回路常导通;线束短路或线束紧固不良导致起动回路接触电阻增大;
(3)使用方法不当:发动机负载过大。比如:带挡起动、润滑不足、某些原因导致的运转不良;蓄电池亏电或低温导致其性能降低;车辆没有汽油,使用起动机拖动整车时间过长,甚至爬坡;出现启动困难时,长时间点火。
CN200车型起动机烧蚀的主要原因有电磁开关动铁芯卡滞和车辆没油时使用起动机拖动整车时间过长。动铁芯出现卡滞时,松开钥匙S端断开后,B+端和M端仍然处于接通状态,起动机长时间工作至烧蚀。对收集到的 4件故障件(4#、5#、6#、7#)进行拆解,发现其中2件故障件(5#、6#)电磁开关推杆和复位弹簧中有铁屑,且动铁芯上有局部刮痕,分析铁屑在开关内部使得动铁芯出现卡滞现象。对铁屑成分进行检验及开关生产环节进行排查,锁定铁屑来源于静铁芯在冲压工序,材料剪切的过程中会产生撕裂带,当冲头磨损后撕裂带形成毛刺脱落到模具中。如图8所示。
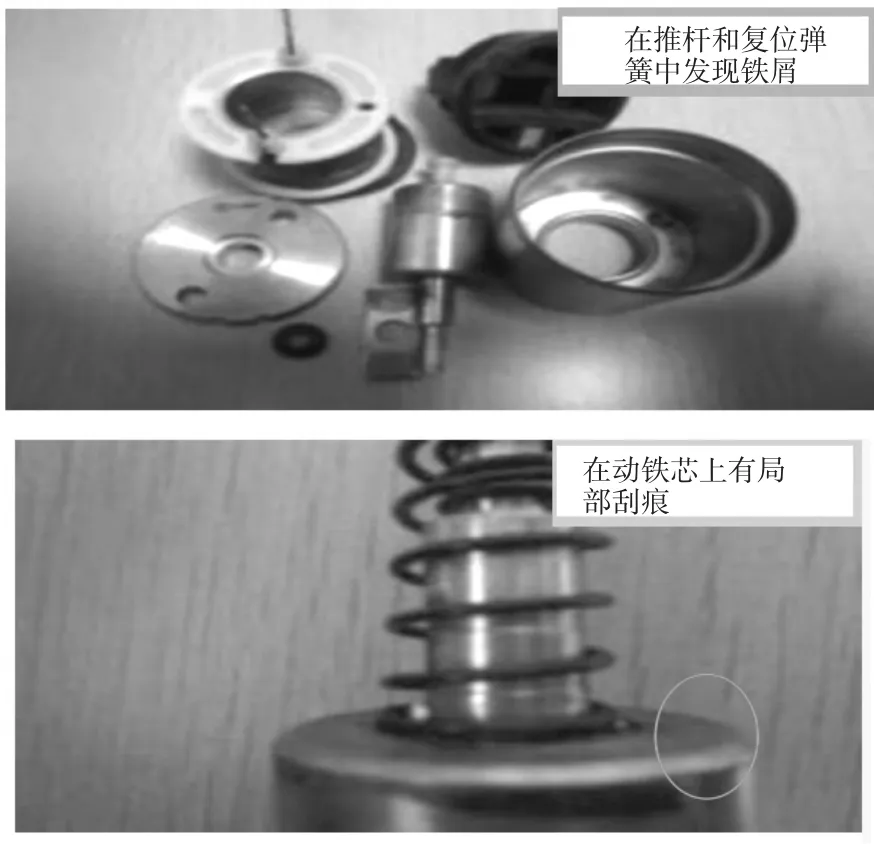
图8 电磁开关内部有异物导致动铁芯卡滞
商品车在运转或用户使用车辆没油时用起动机持续拖动发动机运转,电流很大可达到400 A以上,起动机超负荷工作,温度会逐渐上升,如图9所示,拖动3 min时温度已经达到108.7℃,此时起动机已有损坏,散发出烧糊的味道,但仍能起动发动机,起动稍有延迟,性能下降。由于起动机电枢超负荷工作,温度高,长时间使用会导致起动机烧蚀冒火花,严重时会引燃起动机周边零件,有导致烧车风险。

图9 起动机拖动整车时温度变化曲线
起动机保护电路设计主要有两种,一种是在ECU标定的时候加入启动时间保护策略,该方案较全面,但改进周期较长。例如极低温(低于-30°C)启动:
①钥匙开关ON,尝试重新起动,起动机带动发动机转动时间不得超过10 s;
②若①失败,则停止至少10 s,然后重试①;
③若②失败,则停止至少5分钟,然后重试①、②;
④若③失败,则请放弃起动尝试[3]。
另一种是在变速器上增加空挡开关,车辆启动时必须处于空挡状态,但此方案只能解决起动机拖车问题,未能有效解决难启动时出现长时间启动起动机问题,该方案相对简单,改进周期较短[4]。
解决措施跟踪如表4所列。

表4 烧蚀改进措施跟踪
3 效果验证
经过改进措施断点后,起动机失效问题得到明显解决,售后维修数据下降明显,如图10所示。启动保护策略在新车型上得到运用,且改进效果显著。该改进课题还获得公司年度CPIP一等奖。
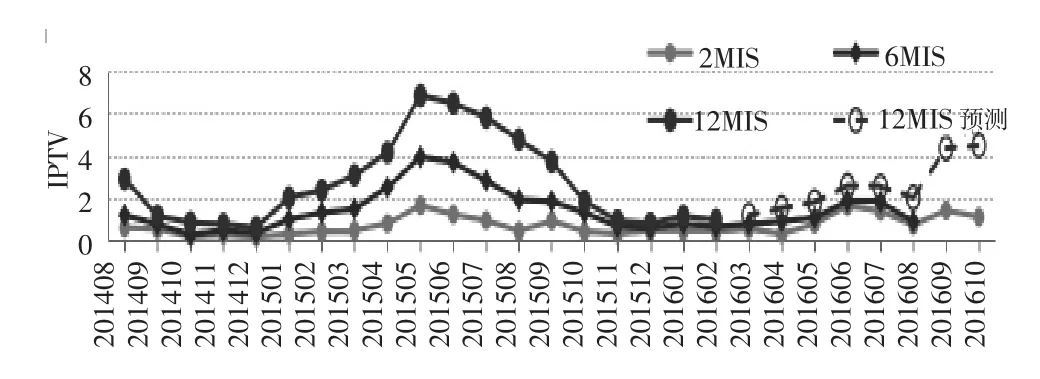
图10 起动机IPTV运行走势图
4 结束语
起动机失效模式多种多样,通过售后维修数据、故障件分析、连接客户声音,从起动机设计、制造和装配等环节,快速准确地分析出故障原因并制定解决方案,有效降低故障率,减少车辆无法启动等较大问题发生,提高客户对公司产品的认可及满意度。
对于新开发车型,ECU标定的时候加入启动时间保护策略,零件使用特性与保护产品安全相结合,使得国产汽车设计更趋近于世界一流汽车产商的水平,未来甚至有超越的可能。
