南京栖霞山铅锌矿提高铅精矿中伴生银回收率试验及应用
2018-12-21王志远
王志远 马 斌
(南京银茂铅锌矿业有限公司)
栖霞山铅锌矿属于中低温热液型复杂多金属硫化矿,其伴生元素较多,矿物组成较为复杂。矿物中含铅2%、锌4%、硫29%、银88 g/t,尚伴生有铜、锰、金、铁等元素。随着矿山开采深度的增加,井下原矿性质和品位发生变化,造成铅中银回收率为49%~51%,资源利用率水平不高。为了提高铅中银的回收率,栖霞山铅锌矿与北京矿冶研究总院合作,进行了提高铅精矿中伴生银回收率试验研究,并取得了较好的试验指标,经济效益显著。
1 矿石性质
栖霞山铅锌矿铅、锌、硫、锰、银等矿物主要以独立矿物形式存在[1]。铅的独立矿物主要为方铅矿,尚有少量铅矾及白铅矿、硫锑铅矿,嵌布粒度较细;锌的独立矿物主要为闪锌矿;硫的独立矿物主要为黄铁矿,其次有少量铁矿和磁黄铁矿;铜矿物主要为黄铜矿,其次为锌锑黝铜矿、砷黝铜矿;铁矿物主要为赤铁矿,其次为磁铁矿和褐铁矿;锰矿物主要为菱锰矿;银的独立矿物主要为银黝铜矿、硫锑铜银矿,其次为辉银矿;砷的独立矿物为毒砂,有相当部分砷赋存在砷黝铜矿、锌锑黝铜矿中。脉石矿物主要为白云石、方解石、长石、石英等,各矿物相对含量见表1。
2 提高铅精矿中银回收率试验研究
根据实际生产,结合矿物学分析及前期开展的工作[2]进行了一系列条件试验,试验流程见图1。
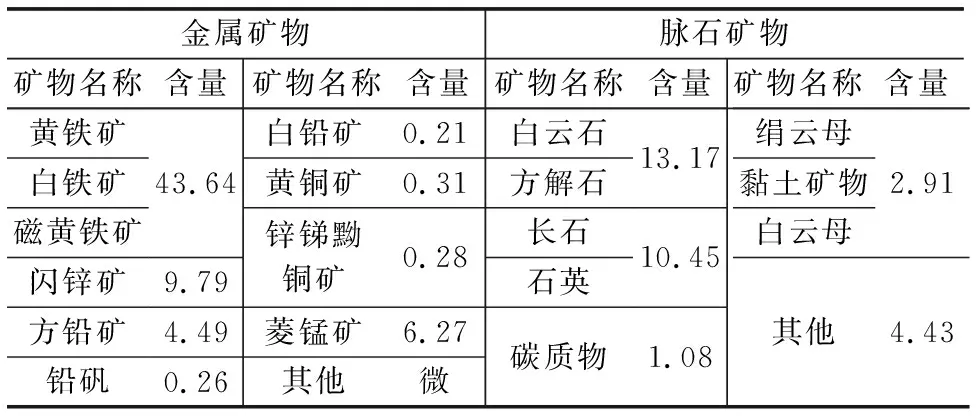
表1 矿石的矿物组成 %

图1 提高铅精矿中银回收率条件试验流程
2.1 磨矿细度试验
在六偏磷酸钠用量为80 g/t、硫酸锌+亚硫酸钠用量均为800 g/t、苯胺黑药用量为40 g/t、BK808用量为8.9 g/t、2#油用量为28.6 g/t的条件下进行磨矿细度试验,磨矿细度试验流程见图1,试验结果见表2。
由表2可知,方铅矿的堪布粒度较细且不均匀,在磨矿细度为-0.074 mm 80%时,铅精矿铅回收率为94.01%,银回收率达78.22%;与磨矿细度为-0.074 mm 90%相比,铅回收率略高,银回收率相差不大,从技术指标和磨矿效果来看,选择磨矿细度-0.074 mm 80%为宜。
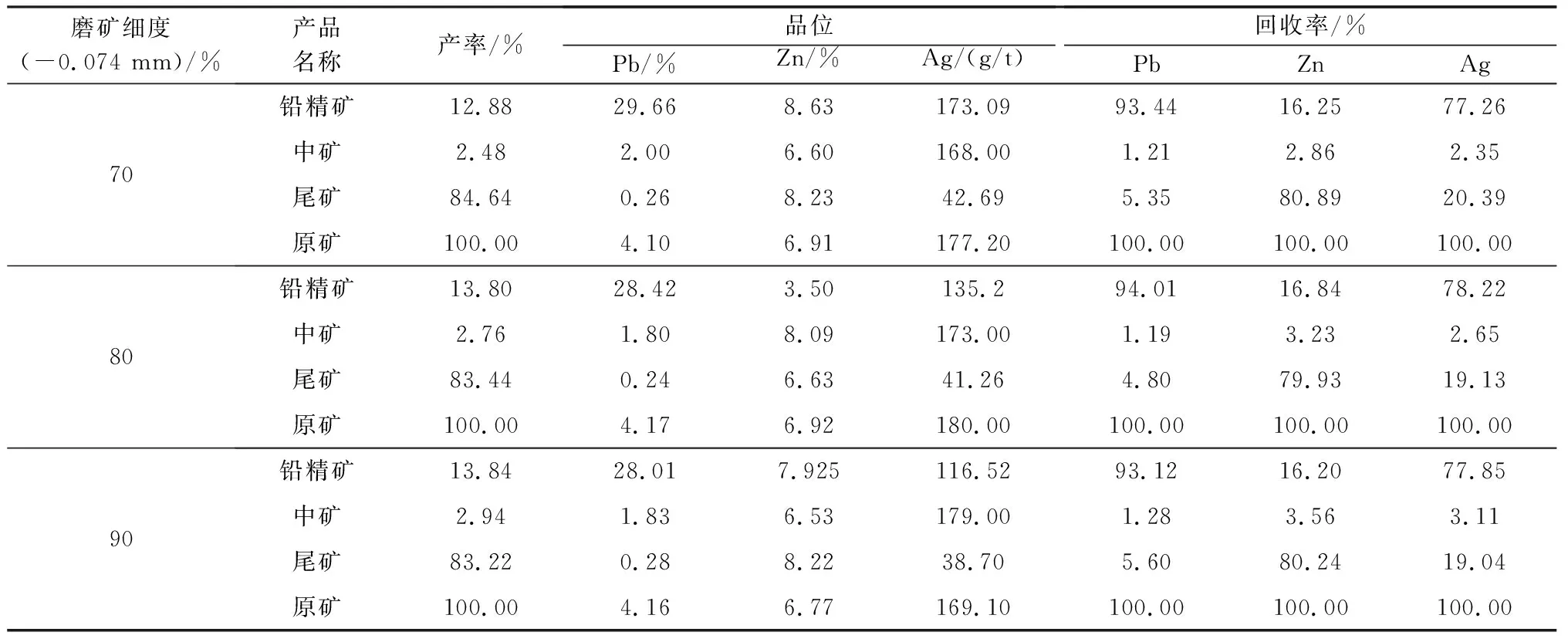
表2 磨矿细度试验果
2.2 调整剂种类及用量试验
试验选择水玻璃和六偏磷酸钠为铅粗选调整剂。在磨矿细度为-0.074 mm 80%、硫酸锌+亚硫酸钠用量均为800 g/t、苯胺黑药用量为40 g/t、BK808用量为8.9 g/t、2#油用量为28.6 g/t的条件下进行调整剂种类及用量试验,并与无调整剂时进行对比,试验流程见图1,试验结果见表3。
由表3可知,当使用水玻璃为调整剂时,铅精矿的综合回收指标降低,水玻璃对优先选铅无有效作用,六偏磷酸钠对优先浮铅具有较好的调整作用,但用量不可过多;综合考虑,当六偏磷酸钠用量为100 g/t时为宜。
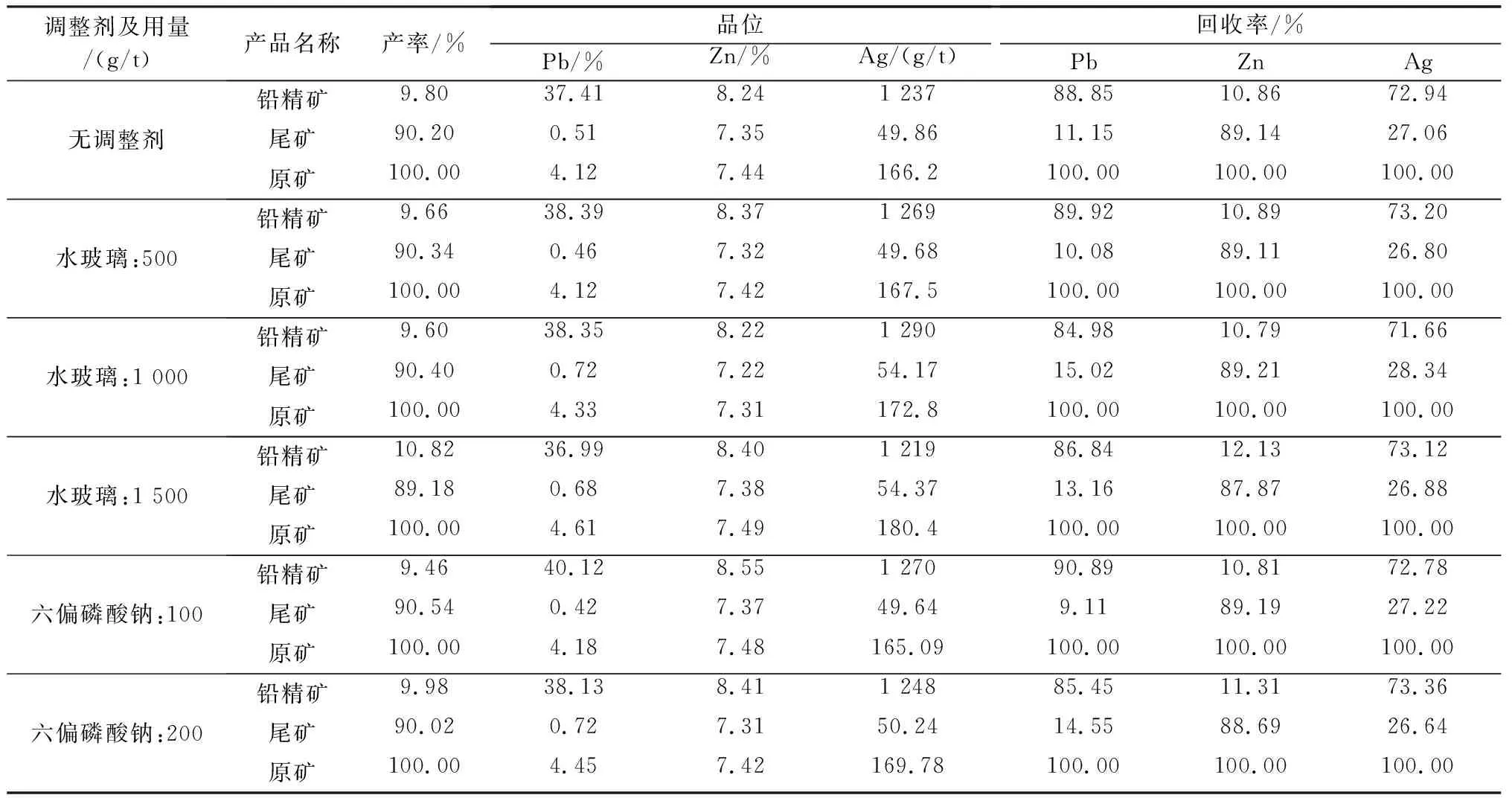
表3 调整剂种类及用量试验结果
2.3 抑制剂用量及配比试验
原矿中黄铁矿含量较高,考虑现场按照铅、锌、硫顺序浮选的原则,在选铅时调整矿浆pH值为9.5、磨矿细度为-0.074 mm 80%、苯胺黑药用量为40 g/t、BK808用量为8.9 g/t、2#油用量为28.6 g/t的试验条件下,考察硫酸锌、亚硫酸钠用量及配比对铅精矿浮选指标的影响,试验流程见图1,试验结果见表4。
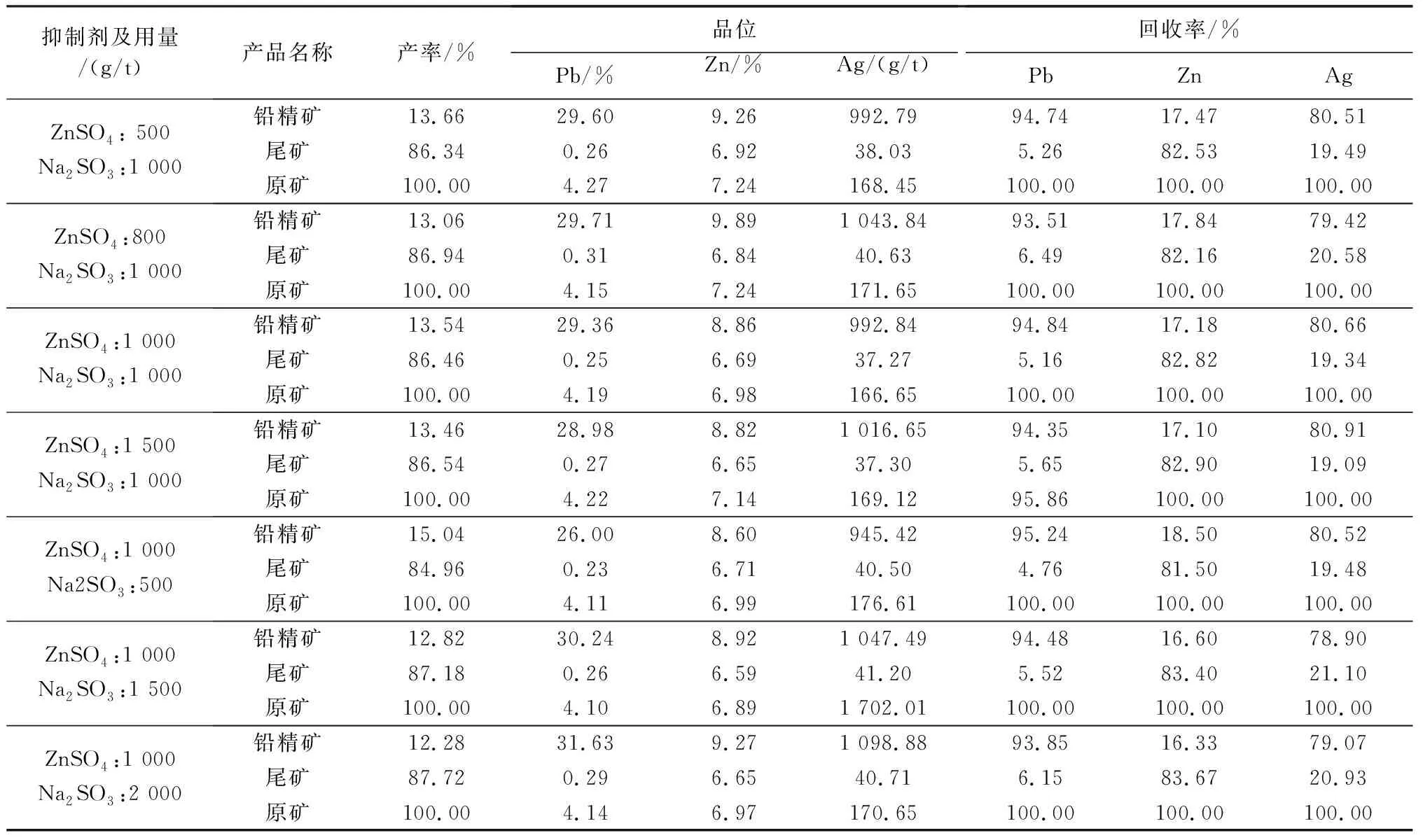
表4 抑制剂用量试验结果
由表4可知,硫酸锌、亚硫酸钠的用量与配比对铅精矿中铅、锌、银的回收率及品位有明显影响,在硫酸锌及亚硫酸钠用量均为1 000 g/t,质量比为1∶1时,铅精矿中铅、锌、银品位较好,铅、银回收率较高,铅精矿中锌含量相对低,锌在铅中分布率较低;故选择硫酸锌及亚硫酸钠用量均为1 000 g/t。
2.4 捕收剂用量试验
在探索性试验的基础上,初步选择苯胺黑药和BK808为优先浮铅捕收剂[3]。在调整矿浆pH值为9.5、磨矿细度为-0.074 mm 80%、六偏磷酸钠用量为100 g/t、硫酸锌及亚硫酸钠用量均为1 000 g/t、2#油用量为28.6 g/t的试验条件下,考察捕收剂苯胺黑药和BK808用量及配比对铅精矿品位及回收率的影响,试验流程见图1,试验结果见表5。
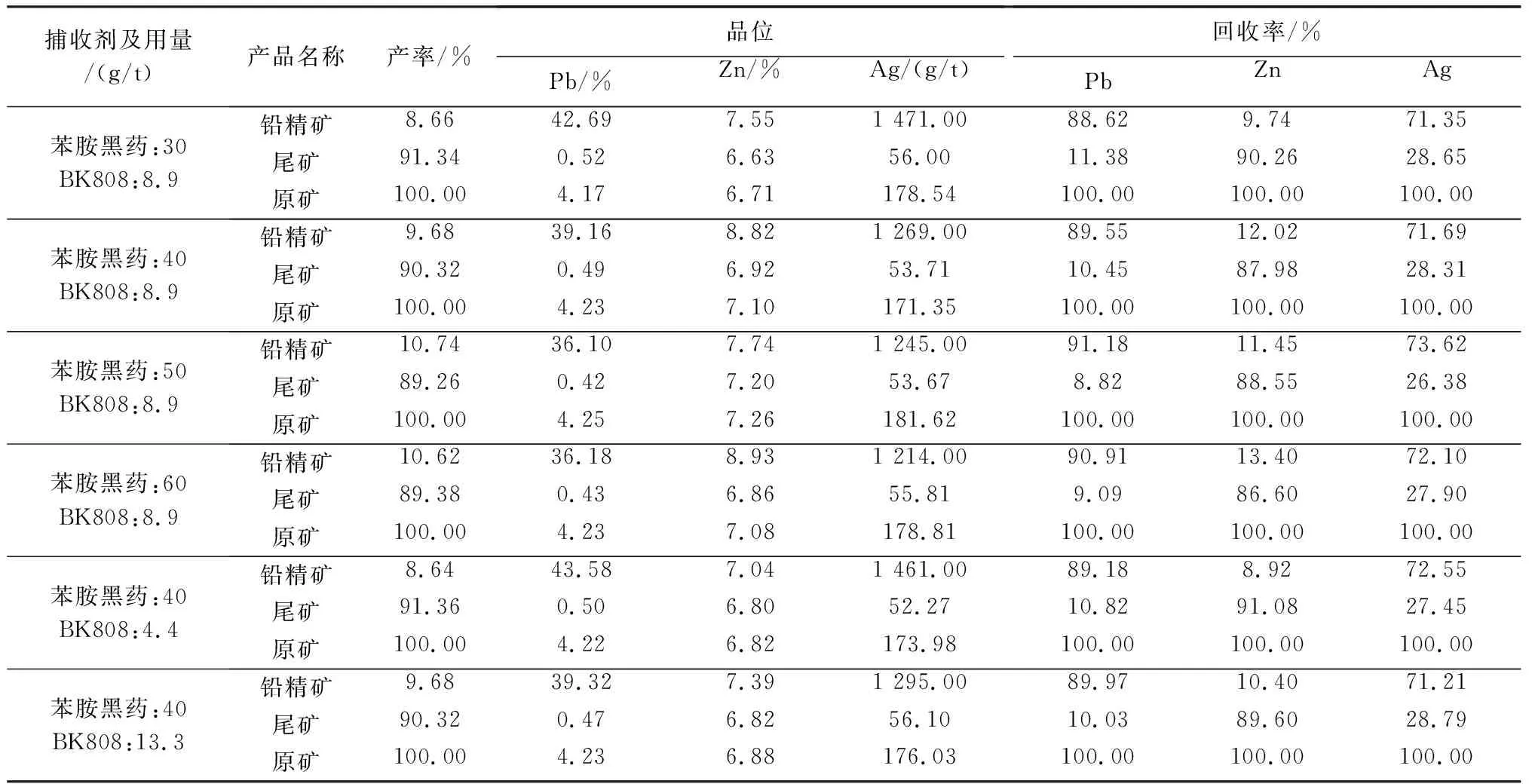
表5 捕收剂用量试验结果

续表
由表5可知,增加苯胺黑药的用量,铅、锌、银的回收率皆有增加的趋势,用量为50 g/t时综合指标较好;增加BK808的用量可增加锌的回收率,对铅、银回收率的影响不明显,用量为17.8 g/t时,综合指标较好。
3 开路试验
在条件试验的基础上进行开路试验,开路试验流程及药剂条件见图2。
开路试验取得了铅精矿品位为53.36%,铅回收率为88.17%,银回收率为72.33%的试验指标。
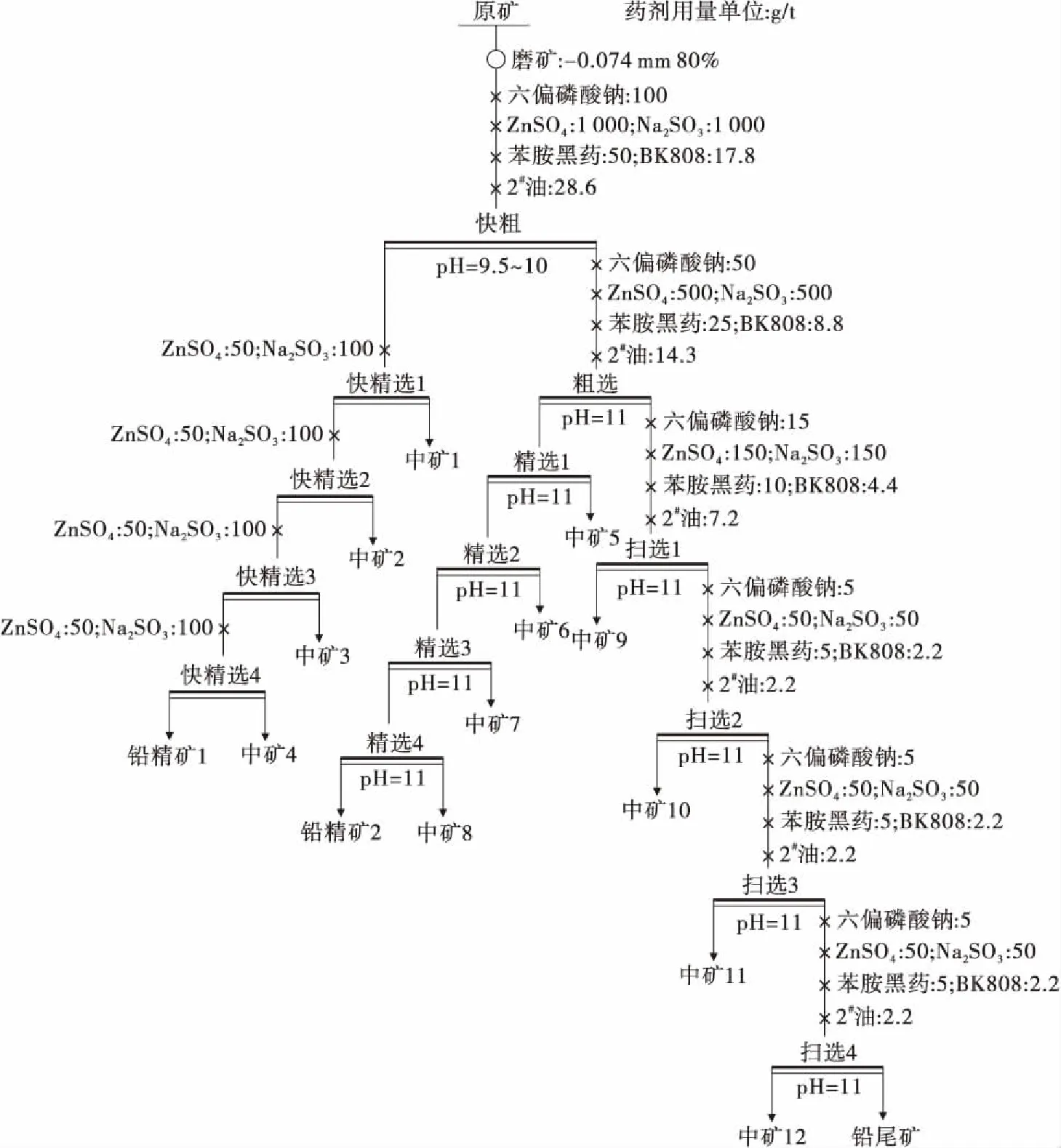
图2 开路试验流程
4 闭路试验
在开路试验的基础上进行闭路试验,试验流程见图3,试验结果见表6。
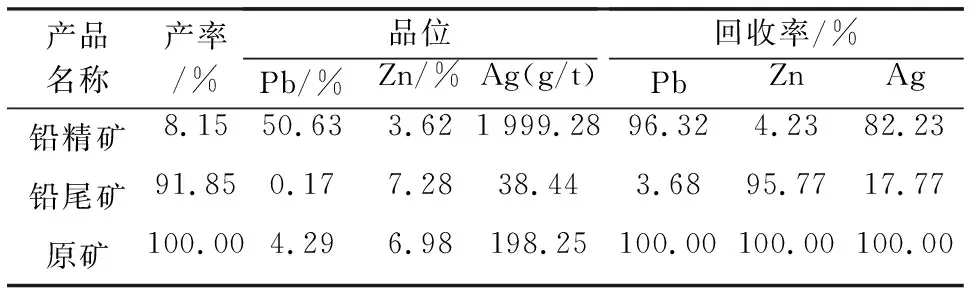
表6 闭路试验结果
由表6可知,闭路试验铅中银回收率达82.23%,铅中含银1 999.28 g/t,银回收率及品位提高显著。
5 工业应用情况
在试验室试验研究的基础上,现场工业试生产中在磨矿细度达-0.074 mm 80%,严格控制石灰和硫化钠添加量,保证粗选pH值9.5~10;使用苯胺黑药和新型捕收剂BK808选铅、银,经过半年的生产运行,技术应用前后生产技术指标对比结果见表7。
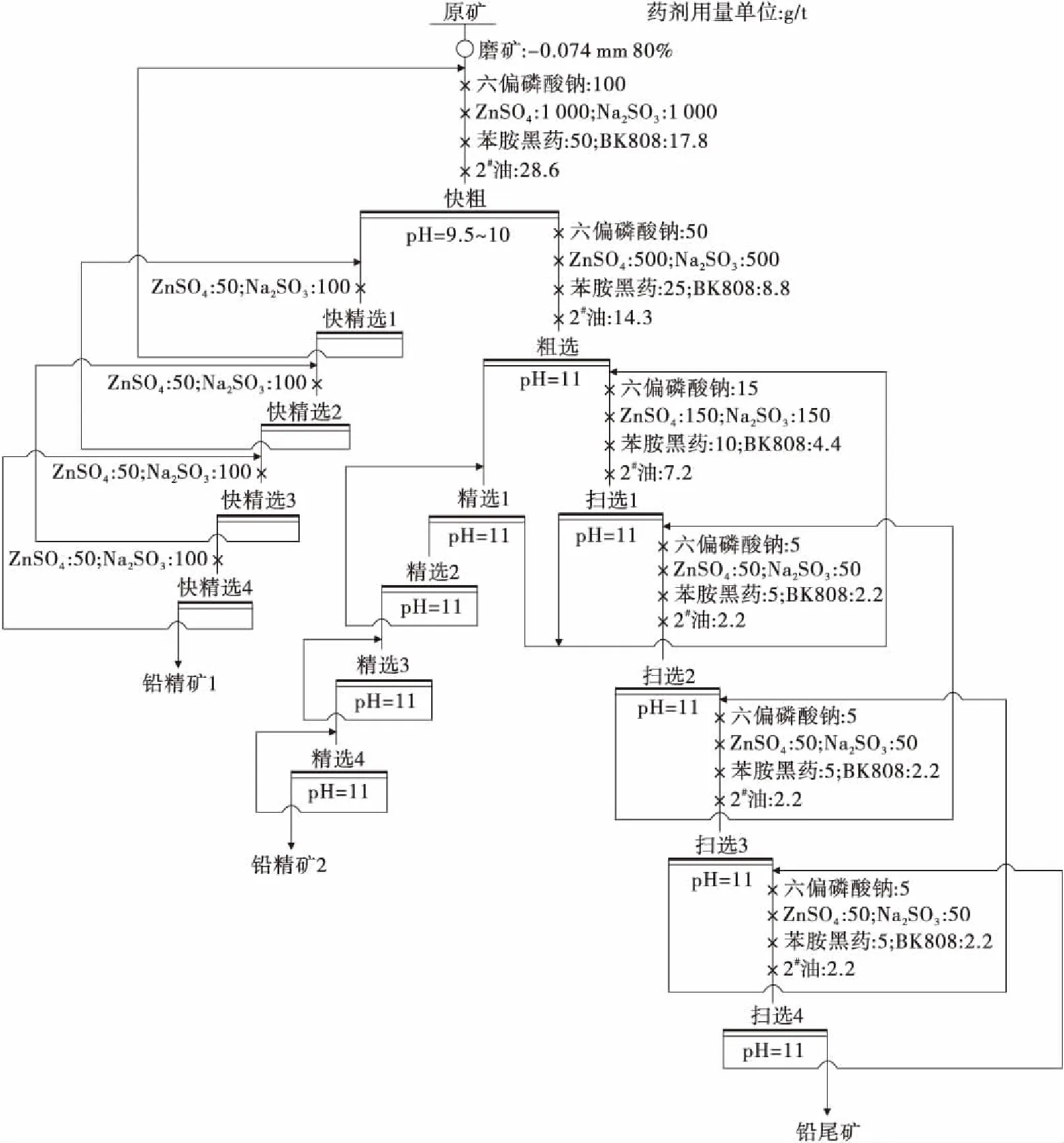
图3 试验室闭路试验流程
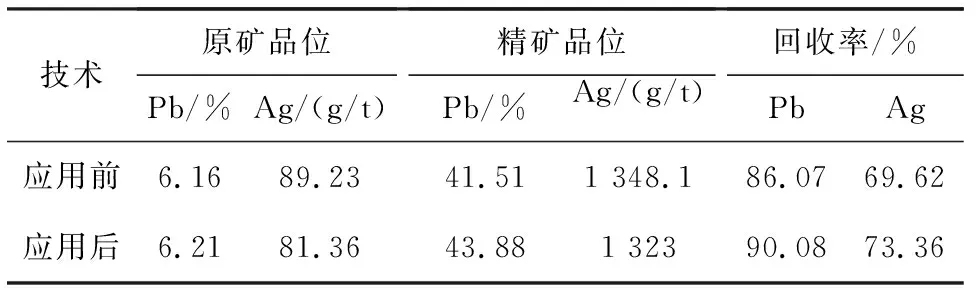
表7 技术应用前后技术指标对比结果
由表7可知,铅中银的回收率从试验前的69.62%提高到73.36%,提高了3.74个百分点,同时铅回收率从86.07%提高到90.08%,提高了4.01个百分点,经济效益显著。
6 结 语
(1)通过对栖霞山复杂多金属伴生矿提高铅中银回收率试验研究,在提高磨矿细度保证单体解离、选择合适的调整剂和捕收剂并优化药剂制度的条件下,解决了铅及铅中银回收率相对不高的问题。实际生产中铅及铅中银回收率分别提高了3.74和4.01个百分点,同时选铅生产水进行了分质回用,达到了环保节能的目的。
(2)该研究中未对原矿中含碳量的高低对选铅和铅中银的影响大小进行定量分析及采取进一步的措施。下一步将通过对原矿除碳工艺进行技术改进,进一步稳定提高铅及铅中银的回收率。
